Устройство токарного станка по обработке древесины. — презентация
Устройство токарного станка по обработке древесины
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения.
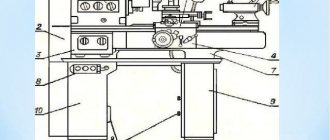
Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник. В передней бабке установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи. Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец, планшайбу, патрон. Задняя бабка служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом. Опорой для режущего инструмента служит подручник. Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах. На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей. Кинематическая схема токарного станка показана на рисунке
Подготовка к точению цилиндрических деталей на токарном станке. На токарном станке обтачиваются в основном заготовки из древесины лиственных пород — березы, бука, клена, липы, ольхи, ясеня. Они должны быть сухие, без сучков и трещин. Желательно использовать древесину с волнообразным расположением волокон (косослой): такие заготовки в процессе обработки меньше трескаются, не раскалываются. При подборе заготовки ( бруска квадратного сечения ) учитывают припуск на точение и крепление в станочных приспособлениях: мм по диаметру и мм по длине. На торцах заготовки карандашом проводят диагонали; полученные в местах их пересечения центры накалывают шилом или наносят кернером. Рубанком сострагивают боковые грани бруска, придавая заготовки форму восьмигранника.
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, закрепляют в зажиме верстака и киянкой забивают в патрон. Для более надежного закрепления через боковое отверстие патрона в заготовку ввинчивают шуруп. Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки просверливают отверстие диаметром мм на глубину мм. После этого через центр отверстия делают пропил ножовкой с мелкими зубьями на глубину мм. В центре другого торца заготовки кернером делают углубление. Короткие заготовки большого размера крепят в планшайбе. Закреплять заготовку в трезубце на станке нельзя, поэтому трезубец снимают, ставят на верстак и забивают заготовку киянкой до тех пор, пока боковые острия трезубца надежно не войдут в торец бруска. После этого трезубец с заготовкой устанавливают на станке, подводят заднюю бабку, зажимают заготовку центром и стопорят его с помощью зажима.
Подручник устанавливают таким образом, чтобы его верхняя опорная поверхность была на мм выше уровня линии центров станка и стояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку поворачивают вручную на один оборот. Точение деталей на станке производят специальными резцами — токарными стамесками. В отличие от обычных столярных стамесок, они имеют удлиненные рукоятки, которые позволяют надежно удерживать инструмент и легче управлять им.
По качеству обработки различают чистовое и черновое точение, от этого зависит и выбор инструмента. Для черновой обработки используют полукруглую стамеску, для чистового точения, подрезания торцов и отрезания детали — косую стамеску. При черновом обтачивании заготовки полукруглую стамеску передвигают по подручнику. За первый проход снимают стружку толщиной мм серединой лезвия стамески. Дальнейшее точение выполняют боковыми частями лезвия при движении резца как влево, так и в право. В результате работы разными участками лезвия стамески поверхность детали получается менее волнистой. После минут работы проверяют надежность закрепления заготовки — поджимают ее центром задней бабки. На чистовую обработку следует оставлять припуск мм ( по диаметру ). При чистовом обтачивании косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия.
Токарную стамеску держат при точении двумя руками: одной за рукоятку, другой за стержень. За стержень стамеску обхватывают сверху или снизу. Для чернового обтачивания чаще применяют первый способ, как наиболее надежный. Нажим на стамеску должен быть равномерным и плавным.
Диаметр изделия проверяют кронциркулем. Замеры следует делать в нескольких местах по длине заготовки. Прямолинейность можно проверить линейкой или угольником на просвет. Сразу после обтачивания поверхность детали зачищают шлифовальной шкуркой, прикрепленной к деревянному бруску. Чтобы ярче выделить текстуру древесины, поверхность изделия можно отполировать бруском более твердой древесины. Эту операцию выполняют при вращении детали, так же как и шлифование.
При подрезании торцов детали косую стамеску устанавливают на ребро острым углом вниз и делают неглубокий надрез. Затем, отступив немного вправо или влево ( в зависимости от того, какой торец подрезают ), наклоняют стамеску и срезают на конус часть заготовки. Эту операцию повторяют несколько раз, пока не останется шейка диаметром мм. Затем деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают.
Устройство токарного станка по дереву 6 кл
2.Рассказ учителя «Устройство токарного станка по дереву»
В объеме учебника: § 10 стр.40-44.
Школьные мастерские обычно оборудованы токарными станками моделей ТД-120 и СТД-120М. Станок ТД-120 имеет станину с направляющими. На направляющих станины размещена передняя бабка, в которой установлен шпиндель, соединенный клиноременной передачей с электродвигателем.
На направляющих станины установлен подручник с кареткой и задняя бабка. Задняя бабка состоит из выдвижной втулки (пиноли), винтовой передачи, маховика и центра.
Шпиндель станка установлен в передней бабке на шарикоподшипниковых опорах. Передняя бабка служит опорой левому концу заготовки, задняя бабка – правому концу заготовки, подручник с кареткой – режущему инструменту.
Включают и выключают станок кнопками «Пуск» и «Стоп».
На шпиндели станков навинчивают патрон, планшайбу или трезубец, в которых крепят обрабатываемые заготовки. Патрон применяют для крепления коротких и небольшого диаметра заготовок. Заготовку крепят в патроне винтом. Планшайбу применяют для точения деталей в виде диска. Трезубец применяют для крепления длинных заготовок с поджатием их центром задней бабки. Поджатие осуществляют вращением маховика задней бабки, который перемещает пиноль с центром при помощи винтовой передачи.
3.Демонстрация работы станка.
Увидев станок в работе, ученики понимают, для чего служат передняя и задняя бабки, подручник станка и электродвигатель.
Закрепленные в патроне и трезубце заготовки точат путем перемещения стамески вдоль оси вращения заготовки. Такое точение называют продольным.
Если необходимо точить заготовку небольшой длины, но большого диаметра, например, для изготовления тарелок, шкатулок, дисков, то её крепят шурупами к планшайбе (Планшайба в переводе с немецкого означает «плоский диск»). Под шурупы на заготовке вначале по планшайбе размечают, а затем прокалывают шилом или просверливают глухие отверстия глубиной, равной длине ввинчиваемой части шурупа. Для разметки положения шурупов заготовку прикладывают к планшайбе и через отверстия на её обратной стороне очерчивают места расположения шурупов на заготовке. Шурупы не должны входить в обрабатываемую часть заготовки, для чего на заготовке очерчивают, а затем стамеской надрезают глубины расположения шурупов. Плоские заготовки на планшайбе обрабатывают перемещением стамески перпендикулярно оси вращения заготовки. Такое точение называют поперечным
(торцовым, лобовым), так как заготовку обрабатывают с торца.
Детали конической формы точат при одновременном перемещении стамески вдоль и перпендикулярно оси вращения заготовки. Такое точение называют продольно-поперечным.
Вращательное движение заготовки при точении называют главным движением резания, так как без него вообще невозможно точение. Поступательное движение стамески называют вспомогательным, т.е. движением подачи.
Вначале заготовку обтачивают на малой частоте вращения (710 оборотов в минуту для ТД-120 и 770 для СТД-120М), пока не уменьшится её биение. При небольшой частоте вращения шпинделя обрабатывают также заготовки небольшого диаметра. Окончательно и начисто обработку заготовок проводят на большой частоте вращения (1000 для ТД-120 и 1450 для СТД-120М). Необходимую частоту вращения шпинделя получают, устанавливая ремень ременной передачи на шкивы различных диаметров.
4.Самостоятельная работа.
Ученики читают текст учебника (§ 10 стр. 40-44
) и отвечают на вопрос: «Каково назначение основных частей станка?».
5.Проверка записей в тетради.
- Назначение передней бабки.
Корпус передней бабки располагается на станине. В нем установлен шпиндель, который приводится во вращение электродвигателем. На конец шпинделя навинчивается патрон для закрепления заготовки.
- Назначение задней бабки.
Служит для закрепления центра, который поддерживает заготовку, если она имеет большую длину.
- Назначение подручника.
Служит опорой для режущего инструмента. Может перемещаться вдоль и поперек по отношению к станине.
6.Демонстрация способов закрепления заготовки.
Трезубец
применяется для крепления длинных заготовок с поджатием их центром задней бабки.
Патрон
применяется для закрепления коротких и небольших заготовок.
Планшайба
применяется для закрепления небольших по длине заготовок, но имеющих большой диаметр.
7.Рассказ учителя о правилах безопасности во время работы на станке.
В объеме учебника: § 10 стр. 45.
- Не включать станок без разрешения учителя.
- Не опираться на части токарного станка.
- Не класть инструменты и другие предметы на станок.
- Обо всех неисправностях немедленно сообщить учителю.