Преимущества модели 1К62
В наши дни этот агрегат используется довольно-таки широко и считается оборудованием очень качественным. Технические характеристики токарного станка 1К62 просто отличные. К безусловным достоинствам этой модели относят:
- Универсальность. На 1К62 можно выполнять любые виды работ, в том числе и нарезание резьб.
- Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка монтируется на подшипниках особой конструкции, обеспечивающих жесткость крепления.
- Большую мощность главного привода и надежность сборки кинематической схемы движения.
- Широкий диапазон передач и скоростей.
- Резанье на станке 1К62 можно выполнять в том числе и минералокерамическим, а также твердосплавным инструментом.
- Виброустойчивость — одно из преимуществ, которым отличается этот токарный станок по металлу, имеющий большой вес.
- Высокую точность даже при использовании в режиме ударной обработки.
Ремонт резцедержателя 1К62М и адаптация на токарный станок 16К20.
Добрый день.
Прошло почти 10 лет, как имею токарный станок 16К20. При покупке мне предложили выбрать из 4 штук и я остановылся на один из них. Цена – примерно 85000 теперешних Российских рублей. Когда после недели приехал с деньгами за станком, увидел что на станке отсутствает резцедержатель начиная с поворотной части. Мне обяснили, что эту часть непонятно как, но украли. Предложили выбрать другой станок. Переставить нехватающее от другово станка отказались. Ещё предложили вариант поставить на станок новую с хранения всю нехватающию часть, но немножко другую. Обяснили, что так будет даже лучше. Показали несколько откритых ящика, в которых находились нехватающее. Это называли как 1К62М и что это предназначенно для модернизации токарника 1К62 и подходит и для 16К20. Я — приехавший (70км) с помощниками, с грузовиком, дома меня поджидал автокран. Я нехотя, но согласился.
После разгрузки дома на следующий день пробовал станок. Сразу обноружил, что немного, но болтаются верхние, малые салазки а регулировочный винт клина завёрнут до отказа. Единственное, что быстро смог сделать – это поставыл за клином стальную фольгу от консервной банки. Регулируя клин смог достичь две возможные положения. Или имеется зазор в одном конце салазок и в таком случие положение резцедержателя нестабыльно, или при усиленной затяжке винта клина работать малой подачей не возможно, при том некоторая нестабильность остается. Также проявилось невозможность выставления резцов по высоте. Оказалось, что поверхность опорных площадок резцов не плоскые. Средние части поверхностей по длине выше конечных точек, т.е. площади имеют возвышение типа горба. При зажиме тело резца изгибается и режущая кромка опускается. Особeнно такое проявилсь если длинный резец закрепить тремя прижимными винтами. При том эти поверхности наклонены в поперечном направлении и опускаются ниже приближаясь к краю полки головки.
Так как имел и другие токарные станки, избегал пользоватся приобретенным 16К20.
Но всё проходит и появилась острая нужда в использовании 16К20.
Снял всю поворотную часть и начал иследовать.
Так виглядит верхняя часть суппорта — 1К62М на станке 16К20.
Выяснилось, что на конической оси немного качается резцовая головка из-за несовподании конусности оси и головки. Щель между конусными поверхностями находится в нижней части. Если присмотрется, то около верхнего края конической оси выдно место контакта поверхностей.
Также на последнем снимке можно заметить, что коническая поверхность резцовой головки имеет биение своей поверхности.
У станка 16К20 поворотная часть крепися к плите поперечной подачи суппорта четырмя винтами с головками особого профиля на диаметре 186мм. На 1К62 крепление двумя винтами и на диаметре 180мм (на существуещей поворотной части измерыл 180,6). Для возможности прикрепить поворотную часть продавцы на скорую руку переделали кое-какие винты весьма небрежно. Так, как шайбы под гайками цеплялись за верхней части салазок, у шайб просто отрезанно часть у края.
Померил толщину опорной полки для резца от нижней поверхности и загрустнул. При том резцовая головка закаленна до высокой твёрдости.
Вот, как по чертежу должна крепится ось резцовой головки на верхней плите. При такой посадке на диаметре 40 непонятно, как при сборке узла повернуть ось до совпадения отверстий для коническых штифтов в обеих деталях. Сопряжение может иметь максимальный зазор 0,008 но и максимальный натяг 0,033.
Но штифтов – поз.22 и нет. В оси нет даже отверстий. Также не хватают винтов – поз.14.
Отверстие Ф40 выполнено очень грубо.
Померив обе детали по диаметру 40, выясняется, что имеется диаметральный зазор – 0,17. Это выдно сбоку.
Дно отверстий для головок винтов не плоское, а просверлены на конус примерно 120град.
Удалось найти человека, который раньше работал на заводе по ремонту станков и кроме довольно многово из быстроизнашиваемых деталей и узлов для 16К20 мне достался общий вид части модернизированного 1К62М со спецификацией. Вот конструктор и возможно изготовитель.
Оказывается, это совсем не Армения.
Возможности достать того, что соответсвовало бы тому, как я предсавляю качественный продукт у меня нет и приходится ремонтировать то, что имею. Ремонт будет сложный исходя из моих скромных возможностей. Придется рисковать на грани поломки инструментов, придется при некоторых операциях нарушать технику безопасности. Нет уверенности в успехе.
Но если не пробовать, то точно не будет успеха.
Так как уже продвинулся в ремонте достаточно далеко, чувствую, что начинаю забывать детали начала работы. Потому решил не ждать и начинать показать уже пройденную работу.
Жду вопросов, замечания, предложения, и.пр. участников форума.
Изменено 15 мая, 2012 пользователем EngineerJD
Движение подачи станка
Относится модель 1К62 к лобовым токарным станкам, а следовательно, используется в основном для обработки не слишком длинных и при этом габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт. Скорость передвижения суппорта и вращения шпинделя регулируется посредством двух отдельных рукоятей. Это является одной из особенностей модели. Помимо основного в станке используется дополнительный двигатель, также асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстроту перемещения суппорта.
Таким образом, механизм подачи станка 1К62 включает в себя четыре кинематические цепи:
- винторезную;
- поперечной резки;
- продольной резки;
- ускорения движения суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а далее — через сложную систему муфт и блоков — на переднюю бабку со шпинделем. Затем движение передается на вал трензеля и на механизм подач. Опоры качения валов узла могут смазываться как посредством разбрызгивания, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и оснащена плитой. Выдвижная пиноль передвигается с помощью винтовой пары и маховика. Ее вылет фиксируется рукояткой. Сам корпус бабки может смещаться относительно плиты в поперечном направлении. При необходимости бабку можно также закрепить на станине. Иногда в гнездо пиноли устанавливают специальный инструмент, предназначенный для обработки отверстий.
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
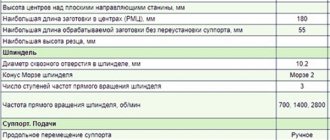
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5..600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082..1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
Суппорт модели и механизм фартука
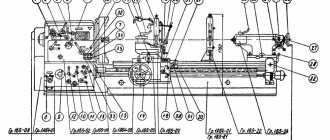
Токарный станок по металлу 1К62 оборудован суппортом, в конструкцию которого входят следующие элементы:
- нижние салазки, предназначенные для продольного перемещения по направляющим;
- поперечная каретка, в круговых направляющих которой установлена поворотная плита под резцовые салазки.
Плиту можно зажимать под любым углом по отношению к шпинделю. Механизм фартука располагается в привернутом к каретке суппорта корпусе. Продольное движение суппорта обеспечивается реечным колесом, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 допускается использовать в том числе и для работы с деталями полой конической формы. Обеспечивается это возможностью смещения заготовок в поперечном направлении.
Технические характеристики у станка 1К62 такие:
- высота детали над суппортом — 224 мм;
- максимально допустимая высота заготовки над станиной — 430 мм;
- длина заготовок — 750-1500 мм;
- масса детали, закрепленной в центрах, — 460-900 кг;
- масса детали в патроне — 200 кг;
- частота вращения шпинделя прямого/обратного — 2000/2420 об/мин;
- масса станка — 2520 кг;
- габариты — 2500х1200х1500 мм.
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Это модель хорошо проявляет себя как в скоростной, так и в силовой резке. Согласно нормативам, предусмотренным ГОСТом, агрегат 1К62 допускается эксплуатировать по условиям УХЛ-4.
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты
Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза
Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя
Опоры переднего и заднего концов шпинделя токарного станка 1к62
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Стоимость оборудования
Сколько же может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование этого типа, довольно-таки высока. Однако стоимость его все же намного меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом по качеству обработки деталей и удобству использования зарубежных машинам эта модель практически ничем не уступает. Бывший в употреблении станок 1К62 стоит порядка 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такую же конструкцию и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и проработать без необходимости ремонта он может очень долго. Но разумеется, как и любое другое оборудование этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать в себя такие операции:
- обкатка станка на всех подачах и скоростях;
- проверка параметров на точность;
- промывка и протирка деталей при частичной разборке;
- очистка от грязи и шлифовка направляющих в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких процедур, как замена пришедших в негодность узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности после ремонта или обслуживания обычно окрашиваются. Также часто выполняется замена оградительных устройств модели для предотвращения загрязнения отработанных поверхностей абразивной пылью и стружкой.
Задняя бабка токарного станка. Устройство и технология ремонта
Задняя бабка токарного станка. Устройство и технология ремонта
Задняя бабка токарного станка 1к62. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
1. изготовление компенсационной втулки (рис. 61, а)
2. ремонт пиноли (рис. 61, б)
1. Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
2. Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Задание для проверки:
Задняя бабка токарного станка. Устройство и технология ремонта
Задняя бабка токарного станка. Устройство и технология ремонта
Задняя бабка токарного станка 1к62. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
1. изготовление компенсационной втулки (рис. 61, а)
2. ремонт пиноли (рис. 61, б)
1. Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
2. Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Задание для проверки:
Задняя бабка токарного станка. Устройство и технология ремонта