Режущим металл токарным станком – ТВ-7 оснащены помещения, оборудованные для занятий по трудовому обучению средних общеобразовательных школ страны, профессиональных, технических училищ и колледжей.
Его прямое назначение заключается в квалифицированном обучении будущих кадров производственных предприятий рабочей профессии – токарь.
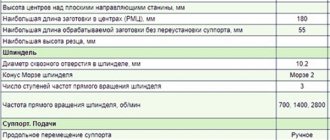
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.
На оборудовании установлены элементы, предохраняющие от нанесения вреда стружкой – щиток, прозрачный экран.
Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
Виды работ, производимых на станке
На станке ТВ-7, 7м производится:
- нарезка чередующихся выступов и впадин на поверхности деталей, расположенных по винтовой линии;
- полное отделение некой части заготовки по незамкнутому контуру;
- расширение просветов в крупных и мелких предметах из металла с предварительными формами сообразно заданным размерам;
- протачивание поверхностей с целью придания формы конуса, цилиндра;
- сверление сквозных либо глухих цилиндрических отверстий;
- подрезка торцовых частей будущих деталей.
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе, расположенной с левой стороны. Их валы оснащены 4 шкивами, которые имеют разный диаметр. Они располагаются в порядке возрастания от меньшего к большему – у двигателя, и наоборот у корпуса коробки.
Электрооборудование состоит из:
- асинхронного двигателя мощностью 1,1 квт, который смонтирован в левой трубе;
- щитка, установленного в тумбе с правой стороны. На нем смонтированы – переключатель, пускатель, предохранитель и аварийный выключатель;
- кулачкового переключателя, расположенного в задней части станины;
- кнопки включения в сеть и устройства освещения, установленные на боковой части.
Аналоги
Аналогом станка ТВ-7 является его усовершенствованная модель – ТВ-7м, изготовленная вышеназванным заводом в настольном варианте.
Отличительные признаки:
- основные размеры модели – 1120х640 мм, 1120х680 мм;
- производительность электрического двигателя – 750 Вт;
- предельное расстояние передвижки пиноли бабки, расположенной сзади – 65 мм;
- диаметр изготавливаемых деталей при их закреплении над корпусом приспособления – 220 мм. То же над суппортом – 100 мм;
- длина обрабатываемого элемента, установленного в центральной части – 275 мм;
- длина обработки детали, установленной в патроне – 250 мм;
- высота приспособления, служащего держателем для резца – 16х16 мм;
- предельная масса подлежащих обработке деталей – 5 кг;
- диаметр просвета головки шпинделя – 18 мм;
- число ступеней вращения обрабатываемой детали вокруг оси главного вала – 6.
С целью упрощения конструкции на станке ТВ-7м установлено несколько пар шестеренок, имеющих разные передаточные числа. Они совместно с валами преобразуют величину крутящего момента до заданного параметра.
На нем выполняются рабочие операции:
- расточка и проточка поверхностей различной формы;
- отрезание, сверление, торцевание деталей;
- подрезание, нарезание внешней и внутренней резьбы;
- шлифование изготовленных деталей.
Заметки по семёрке ТВ-7
В связи с недавней неисправностью наладонного носителя информации, было потеряно много интересного. И занимаясь оживлением семёрки, решил сохранять всё по этой теме на облаке, то есть тут. У самого память с годами уже не та, да и полезности может какие послушаю. )))
Несколько лет назад был приобретён такой конструктор
Жизнью побитый станочек, в КП у шестерёнок моль зубы съела, вал винт гнутые, рейка немного грызеная. На станине, от пионеров до пенсионеров всем отрядом гвозди ровняли. В передней бабке есть масло, шестерни как новые, конус целый, шпиндель почти без царапин. Даже гайка маточная в фартуке есть!
По станине, где горбы, пробежался напильником, хуже точно не стало. Что-то помыл, где-то протёр. Куплен был суппорт, задняя бабка, шестерёнку одну в фартук выточили. Поставил имеющийся винт от четвёрки и даже попытался изготовить вал шестерню, которая работает и по сей день. Поровнял зубы рейки, где напильником, где фрезой. С патрончиком погорячился, 160й великоват оказался. Китайцы частотник прислали. Двигатель от какого-то насоса, на 750 Вт. Так пилочками для ногтей 8х8 была пущена стружка.

Изначально хотел чпушить, но всё время что-то мешает, то времени не хватает, то жаба зелёная душит что-то тратить, то обычная лень. Из передней бабки были убраны шестерёнки. Подшипники на шпиндель поставил закрытые. Так прошло пару лет. Поменялся только двигатель на 1.5 кВт, 1500 оборотов, да патрончик 130й.
На днях решил восстановить недостающее, в классическом варианте, резать резьбы, автоподача. Примерил коробку подач от четвёрки, неподходит. Отверстия корпусов, верх низ, на 5 мм разница. И новые не просверлить. Решил перекинуть внутренности. Крышку тоже новую пилить надо будет.
Когда менял подшипники, со шпинделя снял и шестерню, пришло время собирать камни, вернул её на место. Маленькие подшипники тоже поставил закрытые. Плохо это или хорошо не знаю. Пока так.
Поставил прокладочки из паранита. Залил масло. Отрегулировал ПБ по скалке.
Решил на коретку приклеить подкладки. Результат порадовал. Но есть минус, надо опускать фартук, прижимы, резец на 16 уже не влезет. Не шабрил, так покорябал немного, для лучшего прилегания на краску.
Поровнял немного винт. Вал родной на выброс, буду перепиливать четвёрочный, в шпиндель он проходит.
Фланец посадил на герметик. Губки не растачивал пока.
Проточил немного люминия. Пруток 20 мм, длина после губок 150, без центра. Пару миллиметров на радиус снимал легко. Затем снял десяточку, не сказать что зеркало, но лучше чем было. Конус на длине в 100 мм был 5 соток на диаметр. Автоподачи пока нет.
Сдул пыль с резьбового резца, поигрался с ним немного. Жду дополнительные шестерни в фартук.
При нарезания резьбы был скрежит шестерёнки. По меткам определил виновника, шестерня на 77 зубов, подтёртая втулка. Буду пилить новую втулку.
На сегодня как-то так. )
Уход за станком
Станки ТВ-7, ТВ-7м необходимо регулярно осматривать до производства функциональных обязанностей, прибирать металлическую стружку с определяющих направление передвижки деталей, установленных на корпусе и суппорте. Они смазываются маслом по окончанию работ. Точность изготовленных деталей и период эксплуатации станков обуславливаются уходом за ними.
Все подвижно соединенные части и приспособления подлежат своевременной смазке. Процедура осуществляется за счет погруженной в масло шестерни, которая переносит капли на другие элементы. Данной процедуре подвергаются коробка скоростей и подач.
Наблюдение за ней осуществляется через глазок, расположенный на передней бабке. Слив масла осуществляется с задней стороны.
Конструктивные особенности станка
Внешний вид
Станок предназначен для обработки заготовок из различных сортов стали, цветных металлов методом вращения. Дополнительно с его помощью можно выполнять операции по резанию без предварительного нагрева детали.
Отличия этой модели заключаются в конструкции передней бабки и механизма коробки скоростей. Изменение режима работы происходит с помощью переброски ремней по шкивам валов (ведомого и ведущего). Это осуществляется при включении пониженной передачи. Благодаря этому в функционале оборудования добавились три дополнительные подачи и возможность нарезать три резьбы метрического типа.
Для понимания конструктивных особенностей агрегата следует изучить его узлы и характеристики:
- станина. Является базовым компонентом, на который устанавливаются остальные элементы. Изготовлена из чугуна методом литья, для монтажа узлов предусмотрены ниши и защитные дверцы;
- передняя бабка. Предназначена для фиксации и изменения положения обрабатываемой заготовки. Она же передает последней вращательное движение. Для привода есть коробка передач, которая соединена со шкивом шпинделя;
- понижающая коробка. С ее помощью происходит увеличение вариантов оборота шпинделя. Она монтируется на общей салазки вместе с электродвигателем. Для контроля уровня масла на передней части корпуса имеется соответствующий указатель;
- коробка передач. Она необходима для передачи вращения конструкции фартука. Таким образом происходит формирование резьбы;
- суппорт. На нем расположен резцедержатель. Этот механизм предназначен для изменения положения резца относительно вращающейся заготовки.
Задняя бабка имеет стандартную конструкцию. Она нужна для фиксации обрабатываемой детали. Также в нее могут устанавливаться сверлильные патроны, развертки и т.д. Во время работы необходимо следить, чтобы пиноль задней бабки и ось шпинделя совпадали.
Техника безопасности
Основные правила эксплуатации:
- выдача допуска к работе исключительно при наличии специальной одежде;
- установка оборудования на жестком фундаменте;
- устройство заземления соответственно предъявляемым требованиям;
- проверка исправности подвижных частей, резца, наличия защитных ограждений;
- использование в качестве подставки деревянной решетки;
- закрепление надлежащим образом подлежащей обработке детали;
- применение резцов с правильной заточкой;
- проверка фиксации задней бабки вслед за установкой детали в центральной части;
- своевременное удаление металлической стружки.
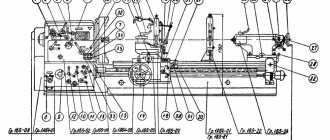
Управление оборудованием
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.
Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>