Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
FAQ по токарным ТВ-4,ТВ-6
Передняя бабка совмещенная с коробкой скоростей.
ПЕРЕДНЯЯ БАБКА
Передняя бабка станка крепится в левой части станины. Установка коробки скоростей(КС часто на форуме ее называют КПП но в станке еще есть коробка подач КП поэтому в ПБ всетаки КС, а внизу КП)) по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размешается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя — в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки.
Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты.
Указатель уровня масла
На передней стороне коробки скоростей имеется указатель уровня масла, если он пришел в негодность, то отремонтировать его можно вот так. или еще один вариант. третий вариант ремонта
На задней стенке — пробка для слива масла.(более подробно см. паспорт станка).
Для сбора металлических опилок в низ, можно положить неодимовый магнит вынутый из жесткого диска компьютера(винчестера)
Подшипники шпинделя
В соответствии с паспортом в шпинделе стоят подшипники шариковые радиально- упорные однорядные
Передние два шарикоподшипники радиально-упорные однорядные № 46207, размер, мм. 35x72x17
Задний шарикоподшипник радиальный однорядный № 206, размер, мм. ___ 30x62x16.
Между подшипниками установлены регулировочные кольца.
(так же на форуме утверждается что в станках стояли двухрядные 207 подшипники «ступичные» легковых автомобилей, но документальных подтверждений этого факта нет)
Регулировочные кольца подшипников -а размеры:
Внешнее (большое) диаметры: наружный — 71.5 мм., внутренний — 60 мм., толщина — 3 мм.
Внутреннее (малое) диаметры: наружный — 45.5 мм., внутренний — 36 мм., толщина — 2.6 мм.
Устанавливаются радиально-упорные подшипники и шариковые и роликовые по схеме «О» т.е. «спиной» друг другу (если подшипники с обозначением «К» т.е. «конусность» на внутренней их обойме то устанавливать их нужно «лицом к лицу»! (см. таблицу ниже в подразделе подшипники). (схемы установки см.ниже)
Остальные подшипники валов коробки скоростей обычные шариковые :
обозначения импортных подшипников (у отечественных отсутствует цифра 6 впереди т.е. вместо 6202 будет просто 202 ):
6202 2RS-7шт
6204 2RS -1шт (первичный вал КС у шкива)
в шпинделе напомню стоят 2х46207 (спереди)-2 шт. и
6206 2RS -1шт (хвост шпинделя)
Все подшипники закрытого исполнения, но при монтаже все «внутренние» крышки были демонтированы.
Для снятия шпинделя нужно снять токарный патрон с фланца открутив болты крепления патрона к фланцу в задней его части (обычно три если патрон трехкулачковый но может быть и больше)и снять патрон с фланца
далее следует снять фланец
Планшайба токарного патрона снимается так, откручиваются два винта(стопорных), на шпинделе , заклиниваете шпиндель и скручиваете фланец (резьба обычная)
для увеличения крутящего момента, я вставлял пару болтов с гайкой и между болтами использовал рычаг, первое скручивание обычно доставляет хлопоты, иногда приходится отмачивать керосином и легонько стучать.
Подробнее о замене подшипников всей КС в этой теме .
Замена подшипников ПБ
Сборка ПБ.
Все вопросы задаем тоже там в темах по ссылкам.
О подшипниках шпинделя ПБ
Так же некоторые форумчане предлагают замену штатных шариковых радиально упорных на 46207 на 36207 отличие 36207 в меньшем «упоре» по сравнению с 46207 из за разного угла работы шариков по наружной обойме. 46207 стоят в шпинделях более «взрослых» токарных станков и держат более высокие радиальные (от перемещения шпинделя вдоль оси) нагрузки. Но у многих стоят и 36207 они тоже работают в ТВ-4,ТВ-6 нормально, такие же подшипники установлены в более «мелком» ТВ-16 хотя и у ТВ-4(6) и у ТВ-16 есть комплектация со 130 патроном т.е. размеры обрабатываемой детали одинаковы и осевые нагрузки тоже примерно одинаковы.
Так же на форуме есть предложения и варианты установки на шпиндель роликовых упорных подшипников 30207 их отличие от шариковых «собратьев» бОльшие выдерживаемые нагрузки.
Подшипники так же различаются по классам точности, самый низкий класс 0, потом идет 6,5 и т.д., обозначение класса на подшипниках производства СССР/Россия ставится перед обозначением самого подшипника, как правило электрокарандашем или реже гравировкой. Например подшипник шпинделя описанный выше 6 класса точности будет обозначен так 6-46207.Это обозначение нанесено на наружной обойме подшипника.
Импортные подшипники 207- имеют обозначение вида 7207, дополнительные цифры/буквы после типоразмера подшипника, как правило несут информацию о конструкции подшипника и у каждого производителя свои. нужно смотреть каталог (например у европейской фирмы SKF ( расшифровка обозначений)подшипник 7207 2RS- обозначает что подшипник закрыт двумя крышками такой же подшипники например у азиатской фирмы NSK или NTN будет иметь обозначение 7207 DD, поэтому ищите каталоги того производителя, чьи подшипники вы собираетесь приобрести).
По мнению форумчан ставить высококлассные прецизионные подшипники( естественно чем «прецизионнее»/точнее подшипник ,тем он дороже, да и найти например прецизионный сложнее, чем высокоточный, а уж нормальный 6 -класса вообще в любой подшипниковой компании найдется)) в ТВ-шку особого смысла нет т.к. качество изготовления станка в целом невысокое,хотя «запас прочности» при проектировании заложен неплохой, но невысокое качество изготовления + эксплуатация » кто включил тот и токарь» делают свое дело, поэтому достаточно будет для самоуспокоения поставить 4 класс точности т.е. 4-46207 или немного» послабее» 4-36207.
Кроме того стоит заметить что радиально-упорные подшипники бывают подобраны в пары, (подшипники в такой паре выполнены/подогнаны/подобраны на заводе с более высокой соосностью, чем обычные «из ящика») по так называемый «дуплекс» такие подшипники идут в одной коробочке,если это из «старых запасов» то подшипники имеют одинаковый номер(т.е. не типоразмер это само собой а свой индивидуальный номер например на обойме обоих должна быть написана одна и та же цифра говорящая о том что подшипники именно из одной пары), так же на них нанесены стрелочки указывающие направление ориентации подшипников, как они отцентрированы и подобраны друг к другу.
Так же подшипники производства СССР скручены проволочкой (если они и правда с хранения) и оба,парой упакованы в промасленную бумагу и уложены в коробочку,если же они «поновее» то так же, пАрой, упакованы в промасленную бумагу и находятся в запаянном полиэтиленовом пакетике, и так же хранятся в картонной коробочке. Так как в ТВ-4,ТВ-6 между подшипниками имеются регулировочные кольца поэтому большой разницы нет какую схему подобранных пАрой подшипников покупать (подшипники могут быть подобраны по схеме «тандем» т.е. смотрят внутренними «конусами» в одну сторону т.е. так >>. Дуплексированные навстречу друг другу >< т.е. «спина к спине» . Подробнее кому интересно например здесь п.3.12. Но конечно если есть возможность купить схему дуплекса <> (схема «О») то надо брать ее.
Схемы установки подшипников на примере 205 го подшипника ( у 207 все так же только размер его больше чем 205)
О «тюнинге» шпинделя с установкой впереди двухрядного радиально-упорного подшипника и сзади ДВУХ! подшипников шарикового и роликового в этой теме
Внимание! Между подшипниками шпинделя в ТВ-4 стоит только одно внешнее кольцо, в то время как в ТВ-6 между подшипниками два кольца внешнее и внутреннее
Если хочется вообще новый шпиндель изготовить читаем и обсуждаем в этой теме
Можно ли рассверлить шпиндель до большего диаметра? ответ в этой теме
Регулировка радиального зазора шпинделя.
После сборки и установки шпинделя нужна его регулировка .
Регулирование радиального зазора средних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 .
Произведя регулировку натяга подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. При приложении усилия к рукоятке индикатор покажет отклонение радиального биения скачкообразно, это и есть нужное значение. дальнейшее плавное изменение показаний индикатора это уже изгиб самого шпинделя.Кроме того, шпиндель должен легко провертываться.
После сборки КС в ПБ, необходима установка и регулировка передней бабки (ПБ).
Регулировка передней бабки (ПБ)
описана тут и еще в этой теме
Масло в коробку скоростей.
Для замены масла (интервал замены масла см. паспорт станка) в КС ПБ с задней стороны в нижней части коробки имеется сливная пробка, (показана стрелкой)которую нужно открутить чтобы слить отработанное масло.
Перед заливкой чистого масла, КС желательно промыть (диз топливо, керосин, можно слить старое масло залить эту » промывку» на некоторое время например на ночь, утром включить станок , покрутить КС пару тройку минут на холостом ходу- слить «промывку», протереть КП изнутри и залить свежее масло)
Чистое масло нужно заливать 25мм по указателю уровня масла (окошко в ПБ КС) марки И-30 (сейчас оно встречается редко, поэтому возможна замена на И-40А,И-20А или их смесь 50 на 50).Смазка ( в том числе и подшипников, именно для этого нужно удалять крышки с подшипников с внутренней части КС. чтобы в них попадало масло) происходит за счет разбрызгивания масла , чем жиже масло, тем сильнее оно разбрызгивается, но и быстрее стекает со смазываемых поверхностей, дает более шумную работу коробки , а более густое разбрызгивается хуже, (с трансмиссионным типа ТАД-17 встречались жалобы о плохой смазке подшипников шпинделя) но и дольше держится на смазываемых поверхностях, а так же коробка меньше шумит.
Лить ли трансмиссионное масло в Коробку скоростей ?
как советуют на форуме, это решать Вам.
Согласно учебников и справочников по подшипникам, жидкая смазка для подшипников лучше, чем консистентная, жидкая смазка выбирается по такому простому принципу-«чем меньше нагрузка на подшипнки,-тем ниже должна быть вязкость масла»
Для справки вязкости индустриальных масел согласно ГОСТ нормируются при +40С
И-20 Вязкость кинематическая, при 40 С, 29-35 (25-35)мм2/с
И-30 Вязкость кинематическая, при 40 С, 41-51мм2/с
И-40 Вязкость кинематическая, при 40 С, 61-75 (51-75)мм2/с
Вязкости трансмиссионных масел при +40С составляют 100-130 мм2/с т.е. гуще в 2-3 раза индустриальных масел.
Установка сальников в КС ПБ.
Как правило ПБ страдает течью масла. С завода в качестве уплотнителя стоит набивка, можно ее заменить и временно решить проблему с потеками масла около шпинделя.
Но лучше проточить переднюю карболитовую крышку и установить в нее сальник.
Как это сделать написано вот в этой теме. все вопросы задаем там же.
Заднюю крышку тоже стоит проточить, а еще лучше заменить карболитовую на металлическую, чтобы в дальнейшем иметь возможность фиксировать шпиндель и сделать «делилку».
О том как проточить заднюю крышку читайте в этой теме
Проточить такого типа крышки возможно на своем же ТВ-4(ТВ-6).
если же крышка такого типа
то придется искать станок побольше либо изготавливать новые металлические крышки
Кроме указанных в темах можно применить и эти сальники
пост о замене сальников
Размеры требуемых сальников
Сальник шпинделя передний — 45х62х8(с 45х60х7 не всегда удается выбрать след канавки от посадки фетра);
сальник хвоста шпинделя — 30х42х8;
сальник валика привода коробки подач — 20х32х7;(так же бывает ТВ-4 с валом подач Ф16мм поэтому там нужен сальник 15х30х7.)
сальник шкива шпиндельной бабки 28х42х7 или 30х42х7 или 32х45х7(зависит от конструктива конкретного узла, ВАШЕГО конкретного станка! разберите и измерьте! прежде чем бежать за сальником!!!)встречал разные т.к.На ТВ-4 и ТВ-6 приводные шкивы немного отличаются и соответственно устанавливаются по разному)можно вообще без него обойтись применив закрытый подшипник(родной там всё равно толком не мажется).
Все перечисленные сальники в исполнении с пыльником,канавку между воротником и пыльником заполнял смазкой castrol ms3
Сальник шпинделя передний — 45х62х8 — TOYOTA > CHASER | (1984-1991) > 2.0 24V | 2L |150л.с. | 110Квт. | 1986-1991 | 1G-FE | бензин > Кривошипношатунный механизм > Уплотняющее кольцо, коленчатый вал > PAYEN NJ351сальник шкива шпиндельной бабки 32х45х7 — Манжета ТНВД 32х45х7 (ЕВРО) 332.112060
ЕВРО муфты ТНВД 32х45х7 ЧРТИ
Но в крышке шкива может нужен будет сальник «2108-1005034 28х42х7» (сальник коленчатого вала передний) втулку посадил на герметик
сальник хвоста шпинделя — 30х42х8 — CITROEN > GS Break | (1971-1986) > A 1.2 | 1,2L |58л.с. | 43Квт. | 1973-1979 | G12/612 | бензин > Кривошипношатунный механизм > Уплотняющее кольцо, коленчатый вал > PAYEN NF812
Сальник валика привода коробки подач — 20х32х7 — МАНЖЕТА МЕХАНИЗМА ГУР ВОЛГА,ГАЗЕЛЬ
-15х30х7-манжета насоса НШ-10
Установка сальников на коробку подач в этом посте
Установка резиновых колец на валы ручек коробки скоростей и ручек коробки подач
описана тут
так же другой вариант установки
и еще один вариант установки
еще вариант показан на рисунке ниже
Если «вылетает» ручка на какой либо скорости почитать об этой проблеме и задать вопросы можно в этой теме
Выглядит ручка с «обратной» стороны так
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Стоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.
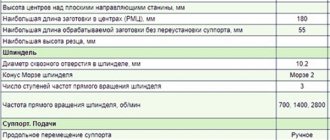
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Технические характеристики учебного токарного станка ТВ-6
Поскольку токарно-винторезный станок ТВ-6 был создан для того, чтобы проводить обучение начинающих специалистов, он обладает довольно скромными техническими характеристиками. На оборудовании данной модели можно выполнять простейшие токарные операции:
- подрезку торцов;
- сверление отверстий;
- расточку и проточку деталей цилиндрической и конической форм;
- нарезку резьбы метрического типа;
- отрезку части заготовки.
Токарно-винторезные станки ТВ-6 разрешается использовать только для изготовления изделий из стали и цветных металлов, которые не выделяют при обработке летучих соединений и мелкодисперсной пыли, могущих оказать вредное воздействие на организм обучающегося.
Основные технические характеристики станка ТВ-6
Вес (300 кг) и габариты токарного станка ТВ-6 (см. фото) впечатляют своим минимализмом: длина – 1440 мм, ширина – 470 мм, высота – 110 мм. Благодаря таким параметрам установить этот агрегат не составит труда даже в маленькой мастерской. Технические характеристики станка ТВ-6 позволяют обрабатывать на нем детали, максимальный диаметр которых составляет:
- 20 см – над станиной;
- 8 см – над суппортом.
На станке ТВ-6 можно обрабатывать заготовки, максимальная длина которых равна 35 см, а максимальная протяженность участка протачивания – 30 см. Важной характеристикой любого токарного станка является высота расположения его центров над опорной поверхностью резца, у данной модели оборудования она составляет 12 мм. На станке можно использовать резцы, высота и ширина державки которых не превышает 12 на 12 мм.
Механизмы станка ТВ-6 (нажмите, чтобы увеличить)
На токарном станке ТВ-6 установлен суппорт со следующими техническими характеристиками.
- Допустимое значение поперечного перемещения – 100 мм. На одно деление шкалы на лимбе такое перемещение составляет 0,025 мм.
- Допустимое значение продольного перемещения – 300 мм. На одно деление шкалы на лимбе оно составляет 0,25 мм.
- Резцовые салазки перемещаются на максимальную величину 85 мм. На одно деление шкалы лимба такое перемещение составляет 0,025 мм.
- Возможности суппорта позволяют нарезать на станке ТВ-6 метрическую резьбу трех типов.
- Для продольного перемещения станочного суппорта предусмотрено три ступени регулировки подач.
- В продольном направлении суппорт станка может совершать подачи на предельных значениях 0,12 об/мин.
Резцовые салазки агрегата вместе с резцедержателем могут совершать поворот на 45 градусов.
Кинематическая схема станка
В оснащение токарного станка ТВ-6 входит шпиндель, который обладает следующими характеристиками.
- Частота вращения, совершаемого в прямом и обратном направлении, – до 700 об/мин.
- В сквозное отверстие в шпинделе можно вставлять пруток диаметром до 12 мм.
- Для регулировки прямого вращения шпинделя предусмотрено 6 ступеней.
- Конус Морзе шпинделя – №3.
В токарном станке ТВ-6 не предусмотрена система торможения шпинделя и блокировки рукояток его узла.