В зависимости от рабочей среды используются разные типы шлифовальных станков. Процесс износа старого слоя и образования свежего слоя известен как процесс самозатачивания шлифовального круга.
Шлифование является одним из процессов обработки, который потребляет наибольшую удельную энергию резания при очень низкой скорости удаления материала по сравнению с другими процессами обработки. Это обусловлено следующими причинами:
- При шлифовании большая часть абразива попадает внутрь круга и небольшая часть абразива может взаимодействовать с ним, поэтому удаляется меньше материала. Эта причина является наиболее важной.
- Угол наклона смещения абразивного круга относительно центра заготовки. Обычно абразивные частицы взаимодействуют с заготовкой с отрицательным углом рейки. Как известно, отрицательный передний угол увеличивает прочность и требует больших усилий резания, поэтому под таким углом лучше не работать, иначе это плохо скажется на износе шлифовального круга.
Общие сведения о внутреннем шлифовании
Внутреннее шлифование является одним из способов чистового вида обработки отверстия. Данный вид обработки деталей всегда выполняется c задействованием абразивного круга.
Особенностью внутренней шлифовки является возможность исправить увод отверстия по осям, который может проявиться во время прогона предыдущих операций.
Внутришлифовальная обработка может использоваться для шлифования различных отверстий:
- цилиндрических;
- конических;
- глухих;
- сквозных.
Внутреннее шлифование применяется в всевозможных областях машиностроения.
- работа с шарикоподшипниками и роликоподшипниками (в частности с их внутренними кольцами);
- работa с гладкими и шлицевыми колесами зубчатого вида;
- работа с роликовыми дорожками на внешних кольцах роликовых подшипников;
- работа с разными инструментами для нарезания (сюда могут быть включены: шеверы, фрезы, насадные развертки).
При этом шлифовании используется шлифовка с врезанием и продольной подачей. Во время этого процесса происходят такие движения:
- вращение шлифовального диска;
- вращение заготовки (кругообразная подача);
- подача продольного и поперечного типа.
Внутришлифовальный станок может воспроизводиться обработка детали с незначительными отклонениями от габарита и формы, с небольшой шероховатостью поверхности.
Внутришлифовальные станки предназначены для шлифования внутренних конических и цилиндрических отверстий, также для других поверхностей вращения.
Существенным преимуществом шлифования отверстий перед развертыванием является возможность обработки отверстий в закаленных деталях.
Так как в процессе работы шлифовальный круг вводится в отверстие, и его диаметр должен быть меньше диаметра шлифуемого отверстия. Длина шпинделя шлифовального круга должна быть в таких пределах, чтобы можно было осуществлять шлифование отверстия по всей его длине.
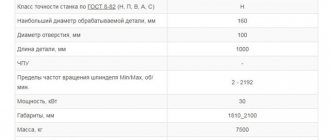
3К227В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3К227В — 1971 год.
Внутришлифовальный станок 3К227В предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Внутришлифовальный станок 3К227В снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станок 3К227В предназначен для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод.
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке 3 и 4. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
Виды внутришлифовальных станков
В зависимости от конструктивных и функциональных особенностей существуют следующие виды внутришлифовальных станков:
- одношпиндельные.
Такие станки предназначены исключительно для шлифования внутренних поверхностей конических и цилиндрических заготовок;
- двухшпиндельные.
Дополнительно к основной функции, второй шпиндель может выполнять обработку кромки изделия, что приводит к повышению производительности и, следовательно, к повышению качества изготовления;
- двухсторонние двухшпиндельные.
Данные станки относятся к виду специального оборудования. В таких станках деталь закрепляют на конструкции, благодаря которой может происходить шлифовка изделия сразу с двух сторон. Данным методом обрабатывают сложные по конфигурации детали.
Кроме таких показателей при выборе необходимо учитывать не только специфику комплектаций оборудований, но и способы управления производственным процессом. Для максимальной автоматизации рекомендуют выбрать модели станков с ЧПУ. Такие станки позволят увеличить качество обработок. Но для этого необходимо точно, без каких-либо ошибок, создать программу, и тщательно рассчитать изначальную и требуемую конфигурацию детали.
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация
Современные внутришлифовальные станки, в основном, разделяют на несколько видов. Они конструктивно схожи с вертикальными и горизонтальными или фрезерными установками. Но разница может заключаться в выборе способа обработок деталей, при этом, шпиндель находится в заготовке, убирая излишки материала обрабатываемой детали, методом вращения.
Зачастую заготовка может оставаться в неподвижном состоянии. При этом, вращение, происходящее от главного привода, передается на вал шпиндельной головки. После, на ней устанавливается различные виды инструментов для шлифования. Выбор инструментов, непосредственно, только зависит от разряда обработки и материала, из которого изготавливается деталь. Для обработки габаритных изделий применяют специальные модели станков, которые рассчитаны на значительно высокие нагрузки.
Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.
Простой самодельный станок из подручных средств
Крепление ведомого вала
Ведомый барабан
Крепление двигателя
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.
Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Основные узлы внутришлифовального станка
Любой внутришлифовальный станок имеет следующие составные узлы:
- бабка изделия;
В свою очередь, бабка разделяется на:
a) переднюю бабку внутришлифовального станка. Она осуществляет как поперечную, так и круговую подачи детали. Передняя опора бабки представляет собой двухрядный роликовый подшипник с отверстием в виде конуса. Задняя опора бабки зачастую состоит из пары сдуплексированных радиально-упорных подшипников. Также, в шпиндельном узле могут быть предусмотрены несколько длинных распорных втулок с затяжкой и независимой регулировкой натяга в подшипниках, прилепленных отдельными гайками. Привод шпинделя всегда осуществляется плоскозубчатыми ремнями с перебором.
b) Заднюю бабку, которая имеет только установочное перемещение, для того, чтобы осуществлялась наладка на заданную длину обработки. В данной бабке предусмотрена пиноль, в которую вставляют задний центр. Перемещение пиноли может осуществляться зажимом и освобождением детали.
- шлифовальная бабка:
Как правило, шлифовальная бабка является одним из основных узлов станка. Она состоит из шпинделя шлифовального круга с опорами и привода к нему,
и корпуса;
- стол:
Стол, помещаясь по направляющим, несет шлифовальную бабку;
- гидравлический привод стола;
- станина.
Зачастую, на станине установлена передняя бабка, которая жестко закреплена и остается неподвижной.
3К227В Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3к227в
Кинематическая схема станка (рис. 69) состоит из следующих цепей:
- вращения шлифовального круга и заготовки,
- поперечной подачи шлифовальной бабки С
- продольной подачи шлифовального круга.
При работе с торцешлифовальным приспособлением необходимы: вращение круга и заготовки и подача круга вдоль его оси.
Главное движение
Вращение шлифовального круга осуществляют от электродвигателя МЗ посредством плоскоременной передачи. Натяжение ремня производят винтом 3. Шлифовальная бабка снабжена четырьмя сменными шкивами d4 диаметрами 30, 40, 60 и 80 мм, что обеспечивает частоты вращения п = 8100 об/мин, n2 = 11000 об/мин, n3 = 16 200 об/мин и п4 = 22 000 об/мин. Привод круга торцешлифовального приспособления осуществляют от электродвигателя М2. Натяжение ремня производят винтом 2.
Движение подачи
Заготовка вращается от электродвигателя посредством ременной передачи 110/165. Натяжение ремня производят винтом 1. Частоту вращения заготовки регулируют бесступенчато от 140 до 1000 об/мин.
Предельное возвратно-поступательное перемещение стола осуществляют гидроприводом. Механизмы ручного и гидравлического перемещений стола А сблокированы, что исключает их одновременную работу. Ручное перемещение стола осуществляют маховичком 8, за один его оборот стол перемещается на 19 мм.
Шлифовальную бабку перемещают в поперечном направлении шариковой винтовой парой, что в сочетании с направляющими качения повышает плавность перемещения. Ручное поперечное перемещение шлифовальной бабки (как ускоренное, так и медленное) осуществляют механизмом поперечной подачи Е, вращая рукоятку 6. Перемещение за один ее оборот: ускоренное 2,5 мм, медленное 0,25 мм.
Дозированную ручную поперечную подачу шлифовальной бабки осуществляют качанием рукоятки 4 и через рычажную систему передают на собачку храпового колеса z = 250, которая поворачивает храповое колесо. Поперечное перемещение шлифовальной бабки при повороте храпового колеса на один зуб равно 0,002 мм за качание. Собачка храпового колеса может повернуть колесо на один — три зуба, что соответствует 0,002; 0,004; 0,006 мм за одно качание рукоятки 4.
Автоматическая поперечная подача шлифовальной бабки за двойной ход стола происходит от плунжера 5. Подачу настраивают рукояткой 7, штифт которой западает в сектор.
Ручное продольное перемещение торцового шлифовального круга производят вращением маховичка 10 через зубчатую передачу 14/49 и круговую рейку с модулем 1,5 мм и реечным колесом 2=20. За один оборот маховичка 10 торцовый круг перемещается на 1 (14/49)·20·1,5π=27 мм. Гидравлическое перемещение осуществляют цилиндром 11.
Тонкую подачу торцового шлифовального круга на врезание производят вращением маховичка 9 посредством червячной и винтовой передач. Тонкая подача за оборот маховичка 9 равна 0,1 мм.
Поворот бабки заготовки на угол для шлифования конических отверстий достигается вращением червячной передачи. Перемещение моста осуществляют рукояткой 12 посредством винтовой передачи. Правку шлифовального круга осуществляют механизмом Д.
Органы управления внутришлифовального станка
Основными органами управления внутришлифовального станка является:
- маховик изменения числа оборотов шпинделя;
- маховик ручного поперечного перемещения шлифовальной бабки;
- грибок включения тонкой радиальной периодической подачи шлифовального круга;
- маховик ручного продольного перемещения стола;
- рукоятка включения гидропривода стола;
- рукоятки изменения скорости хода стола;
- рычаг отвода стола в нерабочее положение;
- кнопочная станция;
- квадрат для поперечного перемещения бабки изделия;
- квадрат для поворота бабки изделия;
- рукоятка гидр зажима изделия.
Сведения о производителе внутришлифовального станка 3К227В
Производитель внутришлифовального станка 3К227В, 3К225В — Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом, ССЗ
- 3А227, 3А227П
станок внутришлифовальный универсальный Ø 400 - 3К227А
— внутришлифовальный станок универсальный высокой точности Ø 400 - 3К227В
— станок внутришлифовальный универсальный высокой точности Ø 400 - 3К228А
— внутришлифовальный станок универсальный особо высокой точности Ø 400 - 3К228В
— станок внутришлифовальный универсальный высокой точности Ø 400 - 3К229А
— внутришлифовальный станок универсальный особо высокой точности Ø 800 - 3М227ВФ2
станок внутришлифовальный универсальный высокой точности с ЧПУØ 400
Движения в внутришлифовальном станке
Движением резания данного станка является вращение шпинделя относящейся к шлифовальной бабки в составе с абразивным кругом. Паре, состоящей из шпинделя бабки изделия и детали сообщается круговая подача. Продольной подачей называется возвратно-поступательное прямолинейное движение стола с шлифовальной бабкой. Поперечной подачей является периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола. Вспомогательными движениями могут являться перемещения бабки изделия, ручные перемещения стола и шлифовальной бабки.
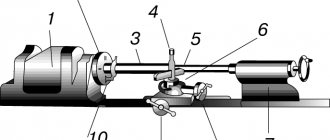
3К227В Расположение составных частей внутришлифовального станка
Фото внутришлифовального станка 3к227в
Перечень составных частей внутришлифовального станка 3К227В
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 21. Кожух насосной станции
- 22. Трубопроводы
- 24. Панель управления
- 26. Золотник управления
- 27. Механизм реверса
- 29а. Блок управления манометром 3к227в-29а000СБ
- 31. Стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм поперечной подачи
- 43. Кожух изделия
- 45. Мост
- 47. Гидрозажим патрона 3к227в-47-01
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 59. Патрон специальный 3к227ВС12-59-000СБ
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 93. Шпиндель шлифовальный n = 9000 об/мин
- 94. Шпиндель шлифовальный n = 12000 об/мин
- 95. Шпиндель шлифовальный n = 18000 об/мин
- 96. Шпиндель шлифовальный n = 24000 об/мин
- 25АГ48-22Н Установка насосная
- 24-50х20 450Г 22-24А Гидроцилиндр
Принцип работы внутришлифовального станка
В внутришлифовальном станке обрабатываемую деталь закрепляют в мембранном или же трехкулачковом патроне при помощи гидрозажима, цилиндр которого вращается вместе с ним, располагаясь на левом конце шпинделя.
Освобождение обработанной детали производится специальным пилотом. Данное освобождение можно воспроизвести только при крайнем правом нерабочем положении стола станка. Шпинделю бабки изделия сообщается вращение, которое соответствует выбранной скорости круговой подачи. Шлифовальный круг, который устанавливается на шпинделе шлифовальной бабки, может совершать вращения с наибольшими числами оборотов, которые соответствуют выбранной скорости резания.
Когда происходит шлифование цилиндрического отверстия, ось шпинделя бабки изделия располагается параллельно направляющим стола. При шлифовании конического отверстия, бабка изделия устанавливается в таком положении, чтобы ось шпинделя создавала с направляющими стола угол, который равен половине угла конуса отверстия. Бабка изделия поворачивается относительно своей вертикальной оси в виде квадрата.
Автоматический цикл работы внутришлифовального станка заключается в следующем. Сперва, обработка деталей происходит на операции чернового шлифования. После того, как сняли припуск на черновое шлифование по команде электроизмерительного прибора, стол отводится в крайнее правое положение. После этого происходит правка шлифовального круга. Замедленная скорость хода стола, происходящая при правке, устанавливается специальным дросселем.
После окончания правки круга панель автоматики происходит переключение станком на режим чистого шлифовального. После окончании чистового шлифования, измерительным прибором подается команда для выключения периодической поперечной подачи и включает реле времени, которое может управлять процессом выхаживания. После окончания выхаживания, за короткое время стол отводится вправо и останавливается. В это время предоставляться возможность освобождения гидрозажима детали, далее происходит подготовка гидросистемы для перехода к режиму чернового шлифования последующей детали
инженер поможет — Внутришлифовальный станок ЧПУ
Крепление заготовки на внутренне шлифовальных станках осуществляется с помощью 3-х кулачкового патрона. Шлифование является окончательной или предокончательной операцией поэтому допуск в среднем составляет 0,008 мм. Измерение в настоящее время производится нутромером с использованием солисных или эталонных калибров, изготовление которых весьма трудоемко, с временем изготовления 2º. Измерение подобным способом увеличивает количество тех.потерь при изготовлении эталонных калибров из-за увеличения погрешности базирования детали в патроне. Исключить ее или уменьшить полностью можно оснастив станок измерительной головкой Renishaw. По опыту работы измерительной головки Renishaw на имеющемся станке Walter mini power погрешностью измерения составляет до 0,001 мм. Как опция измерительными головками оснащаются станки внутришлифовальные Studer СТ450, S145, СТ960.
Около 15% составляют детали с внутреннем конусом и точностью углового размера до 0.5 минуты.
Наладка для получения таких размеров занимает более 15 мин если получать этот угол правкой шлифовального круга. Механическое изменение угла поворота стола не сокращает время наладки. Полностью минимизировать это время позволяет электронное управление поворотом стола. Такой возможностью обладают внутришлифовальные станки ЧПУ S145, СТ960.
Для плавного перехода внутренних поверхностей цилиндра до конуса (рис. 1), которые сейчас обрабатывается вручную, вследствие чего ухудшается качество обработанных до этой операции поверхностей. Внутришлифовальный станок СТ960 обладает возможностью вращать стол в процессе обработки, что позволяет шлифовать плавный переход на детали.
Рис 1. Шлифование плавного перехода внутренних поверхностей цилиндра до конуса.
Рис 2. Шлифование плавного перехода внутренней и наружной поверхности.
Шпиндель с кругом для наружного шлифования позволяет шлифовать наружные конусы 0-179º, такие трудоемкие детали как (рис. 2). Станок СТ960 позволяет шлифовать заднюю и переднюю поверхность долбяков за один установ.
Возможность круглого шлифования на этом внутришлифовальном станке позволяют исключить переналадку оборудования. В настоящее время операции шлифования с наружным углом более 60º выполняются на оптико-шлифовальном станке сухим способом, что ведет к занижению шероховатости заданной чертежом.
Следует отметить, что внутришлифовальный станок ЧПУ Studer СТ960 можно оснастить, 4 шпинделями как для наружного и для внутреннего шлифования.
Для инструментального производства предлагаем оснастить 1 шпиндель для предварительного внутреннего шлифование и шлифования диаметров более Ø 50 мм шпинделем с частотой вращения до 30 000 об/мин, 2 шпиндель для окончательного внутреннее шлифование и шлифования отверстий Ø 10-50 мм шпинделем с частотой вращения до 60 000 об/мин, 3 шпиндель для окончательного внутреннее шлифование и шлифования отверстий мене Ø 10 мм с частотой вращения до 90 000 об/мин, 4 шпиндель – шпиндель для наружного шлифования и шлифования торцев. Для увеличения расстояния между шлифовальными кругами необходимо использовать револьверную головку (рис. 3).
engcrafts.com
Свойства внутришлифовальных станков.
1.Внутришлифовальный станок оснащен системой подачи, системой компенсационной правки. Они являются двумя независимыми системами. После смены нового круга отсутствует необходимость корректировки станка. Единый цикл обработки для контроля конечного размера заготовки.
2.Внутришлифовальный станок оснащен подскакивающим устройством, поэтому нет необходимости повторной ручной установки после измерения или правки.
3.Рабочий стол оборудован осевым устройством микродвижения для того, чтобы обрабатывать торцевую поверхность внутришлифовальным шпинделем. Он приводится в движение гидравликой. Бесступенчатая регулировка скорости. Имеется ручная или гидравлическая подача шлифовального круга. Тиристорный конвертер изменяет скорость шпинделя. Постель внутришлифовального станка имеет обработанную поверхность для установки люнета чтобы шлифовать длинные заготовки.
4.Внутришлифовальный станок оснащен приложением шлифования торцевой поверхности. Вращающаяся скорость шлифовального шпинделя составляет 18000р/мин. Наибольший внутренний диаметр шлифуемого изделия может достигнуть 20мм.
Перечень основных технических характеристик внутришлифовальных станков
Практически все модели и виды внутришлифовальных станков могут быть предназначены для обработки металлических изделий. Подобного рода операции, для обработки деревянных заготовок, воспроизводят с помощью оборудования другого типа. Поэтому, технические характеристики внутришлифовальных станков могут быть рассчитаны только для обработки габаритных изделий с наибольшими размерами.
Итак, во-первых, определяют максимальные и минимальные размеры заготовок. Это можно отнести к внутреннему диаметру отверстия, а также внешним габаритам заготовки. Далее необходимо рассчитать максимально допустимую массу детали. Во-вторых, необходимо выбрать параметр степени обработки из следующих: торцевая, внутренняя или двусторонняя. Исходя из вышеперечисленных данных необходимо выбирать оптимальную модель внутришлифовального станка.
Дополнительно рекомендуется ознакомиться со следующими техническими характеристиками оборудования внутришлифовального станка:
1.Максимальная длина шлифования заготовки.
v Длина шлифования может зависеть от диаметра заготовки. Зачастую, производитель указывает данный параметр при максимальных и минимальных диаметрах;
2.Обработка конусов.
v Необходимо обязательно знать:
- Допустимый угол конуса;
- Расстояние от оси шпинделя до поверхности рабочего стола;
- Наибольшее расстояние от торца обрабатываемого изделия до опорного цилиндра шпиндельной головки;
- Мощность электродвигателя.
В большинстве случаем, это касается только привода главного движения шпиндельной головки.
v Учитывается мощность системы охлаждающей жидкости и смазывающего элемента станка;
3.Габариты и масса оборудования:
Для габаритных характеристик обязательно надо знать все размеры опорной площадки и габариты с возможными дополнительными оборудованиями;
4.Показатель точности обработки заготовки и шероховатость подготовленной поверхности.
v Исходя из данных показателей необходимо выбрать самый оптимальный вариант оборудования. Так же, следует учитывать то, что для обработки габаритных изделий понадобятся специальные установки, которые необходимы для монтажа блока крепления. Данное условие является обязательным только тогда, когда масса заготовки будет значительно превышает значение в 20 килограммов.
Подробно технические характеристики внутришлифовального станка можно рассмотреть на модели RIG-150СNC, так как данный станок является востребованным:
- Максимальный Диаметр Шлифуемого Отверстия (мм.) – 6~150;
- Максимальная Длина Шлифуемого Отверстия (мм.) – 150;
- Диаметр Обработки над Станиной (мм.) –520;
- Диаметр Обработки при Установленной Защите Патрона (мм.) –320;
- Максимальное Перемещение Стола (мм.) –540;
- Скорость Перемещения Стола (м./мин.) – 27
- Скорость перемещения гидравлического стола (м./мин) – 7.2;
- Скорость перемещения гидравлического стола по одной из осей (м./мин) – 20;
- Частота Вращения Шпинделя (об. /мин.) – 0~800;
- Скорость Рабочей Подачи Шпиндельной Бабки (мм. /мин.) – 50;
- Ускоренное Перемещение по Оси Х (м./мин.) – 6;
- Минимальное Значение Шага по Оси Х (мм.) – 0.001;
- Минимальное Значение Шага по Оси Z (мм.) – 0.001;
- Угол Поворота Шпиндельной Бабки (градусы) Вправо – 13°;
- Угол Поворота Шпиндельной Бабки (градусы) Влево – 5°;
- Расстояние от Центра Шпинделя до Пола (мм.) – 1060;
- Регулируемая Длина Шлифовального Шпинделя (мм.) – 100;
- Подача: Автоматическая гидравлическая, бесступенчатая, автоматическая, сервомотор;
- Мощность Двигателя Шпиндельной Бабки (кВт.) – 0.75;
- Мощность Сервомотора Подачи Шпиндельной Бабки (Вт.) – 400;
- Мощность Двигателя Шлифовальной Бабки (кВт.) – 1.5;
- Мощность Насоса Гидравлики (кВт.): Первой оси – 1.5 / Второй оси – 0,75;
- Мощность Насоса Подачи СОЖ (кВт.) – 0.09375;
- Мощность Сервомотора Оси Х (кВт.): Первой оси – 0.6 / Второй оси – 0.9;
- Мощность Сервомотора Оси Z (кВт.) – 2;
- Емкость Бака Гидравлики (литр) – 90;
- Емкость Бака СОЖ (литр) – 80;
- Площадь (мм.) – 2600 x 1430;
- Высота Станка (мм.) – 1400;
- Вес станка (кг.) –2600.
ГДЕ НАЙТИ ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ПО МЕТАЛЛУ С ВЫСОКОЙ ТОЧНОСТЬЮ?
Мы используем cookie для сбора информации технического характера. Более подробную информацию можно найти в Политике использования cookie.
- Главная
- Металлорежущее оборудование
- OKAMOTO
- Внутришлифовальные станки с ЧПУ
Преимущества оборудования
- 1Функция автоматической настройки данных шлифования значительно экономит время ввода данных
- 2Возможность многостороннего торцевого шлифования за один установ
- 3Возможность как прямого и торцевого шлифования, так и конуса, контурного шлифования
Технические характеристики IGM—2MB
| Обрабатываемый внутренний диаметр, мм | ø6~200 |
| Максимальная глубина шлифования, мм | 200 |
| Максимальный диаметр заготовки с использованием защитного кожуха, мм | ø350 |
| Максимальный диаметр заготовки без использования защитного кожуха, мм | ø600 |
Технические характеристики IGM—15EX
| Обрабатываемый внутренний диаметр, мм | 6~150 |
| Максимальная глубина шлифования, мм | 125 |
| Максимальный диаметр заготовки с использованием защитного кожуха, мм | 260 |
| Максимальный диаметр заготовки без использования защитного кожуха, мм | 600 |
Технические характеристики IGM—15NC
| Обрабатываемый внутренний диаметр, мм | O6~150 |
| Максимальная глубина шлифования, мм | 125 |
| Максимальный диаметр заготовки с использованием защитного кожуха, мм | d260 |
| Максимальный диаметр заготовки без использования защитного кожуха, мм | d600 |
За счет покупки токарного станка Genos L300 E-M нам удалось сэкономить порядка 30-40 рабочих часов только на производстве одной позиции. Благодаря чему освободилось время для выполнения новых заказов.
ООО НПО «РУСТЕХНО»
С момента начала эксплуатации 4-х валковой листогибочной машины МСВ 40150 компании Davi выполнен большой объем работы по вальцовке и калибровке обечаек с толщиной листа 60 и 90 мм в полном соответствии с требованиями чертежей.
ОАО «Петрозаводскмаш»
На протяжении всего срока эксплуатации портального обрабатывающего центра Okuma MCR BII 35E 35*50 показал себя как надежный, высокопроизводительный и точный. Станок идеально подходит для производства крупногабаритной продукции. Благодаря этому станку нам удалось повысить производительность.
ЗАО «Невский завод»
За время эксплуатации станки Okuma зарекомендовали себя как высокопроизводительные и точные. Система ЧПУ работает стабильно, панель управления удобна в эксплуатации.
ООО «Яргазарматура»
ЗАПРОСИТЬ КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ
Предназначение оборудования – обработка поверхностей следующих типов: цилиндрических, конических, внутренних, наружных, поверхностей сложной формы, торцов изделий. В нашем каталоге представлено оснащение двух типов: NC и CNC. Серия IGM — единственная в мире для всех абразивных процессов. Достоинства марки:
- Встроенная система программирования;
- Удобный интерфейс;
- Готовые циклы шлифования в комплекте;
- Специальные циклы коррекции и функции прерывания цикла шлифования для правки круга;
- Автоматический цикл обработки: черновое и чистое шлифование, автоматическая остановка, отвод круга;
- Наличие модификаций с двумя шлифовальными шпинделями;
- ЧПУ и графический способ программирования методов и режимов шлифования позволяют специалисту даже с минимальным опытом и профессиональными навыками в кратчайшие сроки приспособиться к новому оборудованию.
Чтобы приобрести универсальный внутришлифовальный станок, обратитесь в «Пумори-инжиниринг инвест», где технологи подберут подходящую модель. Выгоды покупки у нас:
- Лизинговые предложения;
- Оперативный сервис на территории России;
- Комплексное предложение из одних рук: оборудование, инжиниринг, сервис, подбор ПО, оригинальные запчасти, обучение.
Нет времени ждать несколько месяцев доставку металлообрабатывающего оборудования из-за рубежа? Хотите быстро приобрести станок? Оборудование ведущих мировых производителей в наличии со склада в России – оптимальное решение в короткие сроки!
Чем быстрей вы выберите станок и отправите нам заявку, тем быстрей вы запустите его в эксплуатацию на своем предприятии. Заказывайте прямо сейчас!
pumori-invest.ru
Настройка внутришлифовальных станков
Значимыми стадиями в каждом станке считается осваивание руководства согласно эксплуатации этого станка, мероприятия безопасности при обращении со станком, работы на нем, а также контроль работы абсолютно всех органов управления и приборы блокировки данного станка. Перед тем, как приступить к работе за станком, необходимо смазать все требуемые участи станка в согласовании с графиком периодичности смазывания, также проконтролировать профпригодность СОЖ и состояние органов управления станка. Как правило, наладку станков начинают проверкой расположения бабки изделия.
В первую очередь нужно установить первую деталь, далее прошлифовать все необходимые рабочие кулачков, установив их на таком расстоянии, которое станет равно внешнему диаметру поверхности зажимаемой детали, взятую базой. Кроме того, необходимо прошлифовать поверхность планшайбы, применяя круг вида чашечки или круг формы Г1В. Величину круга применяют в соответствии с диаметром отверстия детали, которое будут подвергать обработки, а свойства круга выбирают в связи с требуемыми качествами поверхности и точности отверстия, установленные чертежами детали.
После закрепления обрабатываемой детали в патроне необходимо установить упоры стола так, чтобы при ходе стола вправо и влево выход шлифовального круга из детали был равен 1/3—1/2 части своей ширины. При настройке на обработку деталей разных форм и длин может появиться надобность передвинуть шлифовальную бабку вдоль стола. Для этого необходимо соединить бабку с мостом спец планкой и маховиком механизма ручного перемещения стола сдвигают стол относительно бабки.
Чтобы обеспечить безопасность работы на станке, необходимо установить раздвижной защитный кожух изделия так, чтобы он полностью закрывал деталь. Для каждого шлифовального круга необходимо подобрать соответствующий сменный кожух.
Вначале, механизм правки настраивают в продольном направлении, располагая алмаз от торца детали на расстоянии, равном ширине круга плюс 15—20 мм. В поперечном направлении вершину алмаза устанавливают по образующей шлифовального круга при его касании поверхности обрабатываемого отверстия. Вершина алмаза должна лежать в плоскости, проходящей через оси шлифовального круга и обрабатываемого отверстия. Этого достигают настройкой упора державки алмаза.
Для того чтобы произвести первую правку круга, необходимо выполнить следующие действия:
- Включить станок (при этом должна загореться сигнальная лампочка);
- Отвести стол в крайнее правое положение;
- Включить электродвигатель гидросистемы и вместе с ним насос СОЖ;
- Ввести шлифовальный круг в зону шлифования, путем поворота рукоятки «ПУСК» и реверса стола;
- Проверить длину хода стола при шлифовании;
- С помощью отгуливать скорость перемещения стола;
- Поворотом рукоятки реверса вправо вывести круг в зону правки, проверив правильность длины хода стола при правке;
- Дросселем отрегулировать скорость стола при правке;
- Включить вращение внутришлифовального шпинделя;
- Рукоятку механизма поперечной подачи установить в положение «Медленное перемещение».
- Произвести правку за несколько ходов, осуществляя поперечную подачу маховиком механизма поперечной подачи.
Voumard (Вумард) внешне- и внутришлифовальные станки с ЧПУ
| Voumard (Вумард) является торговой маркой ведущего производителя прецизионных станков Peter Wolters. В каждом станке Voumard заключен многолетний опыт и знания, накопленные за более чем 50 лет работы в данной сфере. Высокопроизводительные шлифовальные станки Voumard (Peter Wolters) разработаны для универсальной внутренней и внешней обработки сложных деталей, конических, плоских торцевых и цилиндрических поверхностей, которые необходимо отшлифовать с высокой точностью. |
Отрегулированные зажимные патроны станков Voumard, а также механизмы для шлифования профиля дисковых кулачков делают возможной обработку деталей практически любой формы, а также позволяют осуществлять несколько операций по внешнему и внутреннему шлифованию за одну установку.
Внешнешлифовальные и внутришлифовальные станки с ЧПУ пользуются отличной репутацией во всем мире и интегрированы в производственные линии и установки ведущих производителей авиакосмической, станкостроительной, подшипниковой, автомобильной, приборостроительной и других отраслей промышленности.
Станки Voumard (Peter Wolters) дают возможность подобрать подходящее решение для любого технического задания. Каждый станок Вумард объединяет высокое качество, точность и надежность с высокой эффективностью и рентабельностью.
Полный ассортимент шлифовального оборудования Peter Wolters Вы найдете на соответсвующей странице нашего сайта:
Шлифовальное оборудование Peter Wolters
Помимо станков, в ассортименте продукции доступны также шпиндели шлифовальных станков, другое вспомогательное оборудование, а также запчасти.
| VM 110 |
Станок Вумард VM 110 для внутреннего и внешнего круглого шлифования подходит как для штучного, так и для серийного производства деталей маленьких и средних размеров.
Комплектация станка VM 110:
- на выбор шпиндельный револьвер с шлифовальными шпинделями до 4-х штук;
- высокоточные оси X и Z;
- ручное или числовое программное управление оси B для поворота бабки изделия при шлифовании конусов;
- бабка изделия на выбор с зажимным патроном или механизмом для шлифования профиля дисковых кулачков;
- ассортимент различных инструментов для правки шлифовальных кругов.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
Управление станка – ЧПУ Fanuc с адаптированной панелью управления Вумард.
| VM 120 |
Станок Voumard VM 120 способен обрабатывать детали с максимальным внешним диаметром 600 мм.
Каждая программа управления для шлифования, как внутренней, так и внешней поверхности позволяет выбрать до 9-ти последовательностей обработки.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
| VM 130 |
Станок легко настраивается для необходимого применения.
Внутришлифовальный станок с ЧПУ Fanuc Вумард VM 130 оборудован надежным автоматическим механизмом подачи деталей с двойным грейфером.
Применяется надежный принцип разделения осей X и Z.
VM 130 может обрабатывать детали с внешним диаметром до 70 мм при максимальной длине детали 70 мм. Самый маленький обрабатываемый внутренний диаметр составляет 0,8 мм.
Панель управления Вумард на основе ЧПУ Fanuc обеспечивает максимально комфортную работу со станком.
| VM 150 |
Внешне- и внутришлифовальный станок с ЧПУ Fanuc VM 150 применяется для круглого шлифования деталей средних и больших размеров.
Короткие детали шлифуются непосредственно в патроне станка Voumard VM 150, а для длинных деталей в наличии ассортимент различных автоматических и неавтоматических люнетов.
Варианты подачи: ручная загрузка, автоматическая загрузка, портальный погрузчик, робот.
Комплектация станка аналогична VM 110 плюс шпиндель изделия с индексацией (ось C).
| VM 300 |
Универсальный внешне- и внутришлифовальный станок с ЧПУ VM 300 подходит для обработки деталей больших размеров.
Комплектация станка VM 300:
- шпиндельный револьвер с шлифовальными шпинделями до 4-х штук;
- высокоточные оси X и Z;
- увеличенная рабочая область при внешнем круглом шлифовании благодаря дополнительной оси U;
- шпиндель изделия с индексацией (ось C)
- ручное или числовое программное управление оси B;
- бабка изделия для тяжелых условий работы для деталей весом до 500 кг;
- ассортимент различных инструментов для правки шлифовальных инструментов.
Управление станка – ЧПУ Siemens с адаптированной панелью управления Вумард.
| VMX |
Компания Voumard предлагает компактные шпиндели шлифовальных станков.
Шпиндели Voumard VMX идеально адаптированы для шлифовальных станков Voumard (Peter Wolters), подходят для сложных процессов обработки.
Шпиндели шлифовальных станков Вумард абсолютно взаимозаменяемы.
Более развернутую информацию вы сможете получить на сайте производителя www.voumard.ch или по запросу у наших специалистов.
dmliefer.ru
Особенности эксплуатации внутришлифовальных станков
Как правило, эксплуатация любого металлообрабатывающего оборудования происходит с выбора правильного плана установки станка. Для начала необходимо подготовить площадку для монтажа, при это, учитывая вес и габариты станка. Так же, дополнительно надо учесть воздействие на плиту в виде вибраций, которые возникают при работе.
Далее, следует рассчитать все необходимые параметры подключаемой электросети. Для этого необходимо знать максимальную потребляемую мощность станка. Исходя из данных значений выбирается электропроводка с соответствующим сечением. Обязательно обустраиваются УЗО и контур заземления.
При проведении работ на внутришлифовальном станке необходимо придерживаться таких правил как:
1.Подготовка оборудования.
- После длительного простоя необходимо осматривать все узлы и агрегаты. Станок запускается только в холостом режиме и без установки заготовки. Обязательно проверяется корректность работы смазочно-охлаждающей системы и удаления стружки;
2.Персонал.
- Перед началом работы на станке, персонал обязан пройти курс обучения, в который входит изучение конструкции станка, а также ознакомление с правилами эксплуатации станка и техники безопасности работы;