Токарные станки с ЧПУ – это хорошо зарекомендовавшее себя оборудование, предназначенное для серийного производства. Благодаря ему появляется возможность делать детали с высокой точностью, что немаловажно для токарных станков.
ЧПУ позволяет ему улучшить работу без вмешательства человека, делая его практически идеальным для токарных работ и давая ему автономность.
Предназначение устройства ЧПУ
Числовое программное управление (ЧПУ) предназначено для нарезки резьбы на заготовках, выточке деталей из них и тому подобное без вмешательства человеческого фактора для избежание брака на производстве.
Благодаря довольно гибким настройкам они зарекомендовали себя намного лучше, чем человек, а из-за того, что брак у них минимален, станки, оснащённые такой системой, просто незаменимы на серийном производстве, где важно изготавливать множество деталей, которые соответствуют качеству. Также есть такие виды токарных работ, с которыми может справиться только числовое программное управление.
Если разделять станки с ЧПУ на виды, то нужно брать во внимание назначение и выполняемые им работы. В таком случае их можно разделить на пять видов:
- вертикально и горизонтально-фрезерные;
- консольные;
- продольные;
- широкоуниверсальные;
- инструментальные.
Достоинства и технические ограничения
Использование станков с ЧПУ по дереву даёт массу преимуществ, из которых специалисты выделяют следующие наиболее важные:
Автоматизация производственного процесса, ограничивающая воздействие человеческого фактора. Станок самостоятельно выполняет основные действия по обработке детали:
- Выбор рабочего инструмента — при наличии револьверной головки;
- Перемещение рабочего инструмента с оптимальной интенсивностью и заданной точностью;
- Контроль скорости и при необходимости изменение направления и скорости вращения шпинделя.
- Это обеспечивает высокое качество детали или изделия.
Точность обработки. Использование ЧПУ позволяет минимизировать отклонения от требуемых размеров обрабатываемые детали. Некоторые модели позволяют достичь стопроцентной точности при постоянной повторяемости процессов. Что практически невозможно, если обработку осуществляет оператор на ручном оборудовании.
Высокая скорость выполнения операций — основной критерий производительности. Использование станков с ЧПУ значительно снижает время простоя оборудования, а также ускоряет все процессы, исключив необходимость систематической остановки устройств для выполнения промежуточных замеров.
Гибкость производства. Чтобы перейти от выпуска одной детали к другой, независимо от сложности её формы, количества и разнообразия процессов обработки, необходимо просто заменить программу.
Снижение потребности в расходных материалах. Режущий инструмент эксплуатируется в оптимальном режиме, что существенно повышает его ресурс. Это приводит к дополнительной экономии средств и снижении себестоимости продукции.
- Однако, использование станков с ЧПУ имеет определенные недостатки технические ограничения:
- Высокая стоимость, определяющая необходимость крупных первоначальных инвестиций;
- Высокие требования к квалификации персонала, осуществляющего техническое обслуживание или необходимость привлечения внешних специалистов из специализированных организаций;
- Обеспечение приемлемых условий эксплуатации: температура, влажность, запыленность;
- Необходимость переквалификации или наём нового инженерного персонала, осуществляющего разработку и проектирование деталей.
Основные преимущества
Если сравнивать с ручными станками, те, что оснащены ЧПУ, производительнее в четыре. Хотя диапазон производительности колеблется от заданных настроек и может составлять от полтора до пяти раз.
Благодаря тому, что в станке с ЧПУ совмещается гибкость универсального оборудования и высокая производительность автоматического станка решается проблема использования такой технологии как в серийном, так и единичном производстве.
Важно!
Благодаря новейшей электронике и лучшей вычислительной техники машиностроение, а именно изготовление деталей для автомобилей, выходит на преимущественно новый уровень.
Из-за того, что процесс становится практически полностью автоматизирован, потребность в квалифицированных работников, которые будут работать на станках, падает. Однако, к безработице это привести не сможет, так как теперь требуются мастера, которые будут следить за исправностью станка с ЧПУ. Благодаря этому без последствий поднимается качество работы.
Время, которое необходимо на пригоночные работы, значительно сохраняется из-за того, что детали делаются, можно сказать, по одному шаблону, поэтому они взаимозаменяемые.
Благодаря тому, что все программы по изготовлению новых изделий записаны в компьютер, пропала надобность переобучать персонал перед переходом на работу с новыми изделиями. Достаточно просто включить нужную программу.
Детали, которые делаются на станке с ЧПУ, изготавливаются намного быстрее. Кроме того, из-за отсутствия человека уровень брака и незавершённой работы значительно сокращаются.
Как работать на станке с ЧПУ?
Работа на ЧПУ-станке осуществляется в такой последовательности:
- В блок управления вводят программу обработки детали.
- Данные обрабатываются в БУС. Там подготавливаются команды движения, которые направляются системе привода.
- Скорость и движение блоков агрегата контролируются приводом.
- Информация о скорости движения и положении осей фиксируется системой обратной связи, подающей сигналы в БУС.
- БУС сравнивает каждый поступающий сигнал с исходным. При наличии ошибок производится их исправление.
Оператор все это время контролирует процесс через пульт управления с дисплеем.
После нажатия на кнопку включения у агрегата запустится инициализация. Этим термином обозначают определение исходных координат положения шпинделя. У любых моделей ЧПУ-станков присутствует неизменная нулевая точка, так называемый машинный ноль. Чтобы выполнить инициализацию в ручном режиме, нужно нажать на кнопку «Домой», но намного удобнее осуществлять это действие в автоматическом режиме. Рабочие органы агрегата поочередно переместятся по каждой оси до концевого выключателя, при этом начнется передвижение с оси Z. Как только шпиндель доберется по одной из осей до крайнего положения, концевой датчик сработает, и будет выполнена инициализация машинного нуля. Неизменяемый машинный ноль нужен для того, чтобы оператор мог задать не одну, а много нулевых точек для обработки заготовки, и эти точки были бы расположены в любом нужном месте рабочего стола.
У моделей с четырьмя или тремя осями машинные нули располагаются в углах столов. Именно относительно этих точек выполняется настройка всех прочих базовых положений устройства.
По металлу
Все ЧПУ-станки по металлу функционируют по аналогичному принципу. Разобравшись с одним устройством, вы сможете благополучно работать с любыми новыми моделями. В дополнение к инструкции от производителя имеет смысл поискать в интернете материалы о работе с g-кодами и m-кодами.
Дизайн детали
Дизайн детали выполняется в формате 2D или 3D в CAD-программе. На русском аббревиатура CAD расшифровывается как «система автоматизированного проектирования».
Программирование для ЧПУ
Деталь, созданную в CAD-программе, надо преобразовать в g-код, понятный станку. Это происходит в CAM-программе. На русском аббревиатура CAM расшифровывается как «система автоматизированного производства».
Настройка станка
Для настройки станка необходимо совершить следующие действия:
- Убедиться, что вы по максимуму и в точном соответствии с инструкцией залили охлаждающую жидкость и масло.
- Удостовериться, что посторонние объекты не попадают в рабочую зону.
- Включить компрессор и проконтролировать, чтобы давление в нем было именно таким, как указано в инструкции.
- Подключить устройство к электропитанию и запустить. Как правило, кнопку питания размещают на панели управления в верхнем левом углу, а главный выключатель — в задней части агрегата.
- Загрузить инструменты в карусель в последовательности, указанной в списке ЧПУ-программы. Если у агрегата предусмотрен только один инструмент, фрезу нужно установить в шпиндель.
- Прочно закрепить деталь на столе либо в тисках.
- Выставить показатель коррекции на длину инструмента. Инструменты нужно переместить к верхней части детали в последовательности, указанной в ЧПУ-программе, а потом выставить показатели коррекции.
- Выставить коррекцию осей X и Y. После установки тисков или иных деталей настроить коррекцию на установку заготовки с целью нахождения начальных точек X и Y.
После этого остается загрузить в систему управления агрегата ЧПУ-программу через USB-накопитель.
Управление и изготовление детали
После настройки станка производственный процесс осуществляется в такой последовательности:
- Для пробного прогона программу запускают в воздухе, чтобы инструмент работал на высоте примерно 5 см от объекта.
- Программу запускают при контакте инструмента с заготовкой, отслеживая поступления сообщений об ошибках.
- Регулируют смещения, проверяют характеристики заготовки. Настраивают коррекции длины инструмента, чтобы удостовериться в соответствии заготовки заданным параметрам.
По завершении работы нужно вынуть заготовку из тисков, снять инструменты со шпинделя, очистить рабочую зону и выключить агрегат.
По дереву
ЧПУ-станок, предназначенный для работы с металлом, благополучно справится и с деревом тоже. А вот агрегат, изначально ориентированный на работу с деревом, не сможет качественно разрезать металл — он выполнит только неглубокую обработку металлической поверхности.
Дизайн детали
Выполнение в CAD-программе дизайна заготовки из дерева практически не отличается от подготовки модели объекта из металла. Однако новичкам рекомендуется начинать именно с дерева: в процессе обучения неизбежны ошибки, а дерево стоит дешевле, чем металл, поэтому испортить заготовку будет не так страшно.
Программирование для ЧПУ
Станки для работы с металлом обычно содержат больше электрических компонентов, чем аналоги для работы с деревом. Операторам с небольшим опытом удобнее сначала освоить программирование для обработки дерева.
Настройка станка
Настройка предусматривает применение одного из трех режимов: ручное управление, ручной ввод данных или автоматическое управление. Ключевой фазой настройки является корректная установка нулевых точек в соответствии с инструкцией станка.
Управление и изготовление детали
Управлять станком для работы по дереву чуть легче, чем устройством для обработки металла. Однако многие новички забывают надеть защитные очки или полагают, что они не нужны. Это ошибка: деревянные щепки способны так же серьезно травмировать глаза, как и частицы металла, поэтому важно соблюдать меры безопасности.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
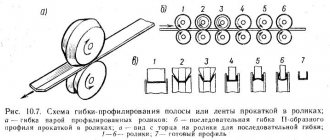
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Основы работы на станках с ЧПУ (какими умениями надо обладать)
От оператора ЧПУ-агрегата требуется меньше умений и опыта, чем от оператора аналогичного устройства традиционного типа. Программируемое оборудование успешно справляется со следующими задачами:
- повышает производительность рабочего процесса;
- гарантирует максимально точную и качественную обработку;
- обеспечивает безопасность человеческого труда и решает многочисленные проблемы культуры производства.
По сути, оператор должен просто контролировать выполнение тех процессов, что были заложены в агрегат на стадии программирования.
Устройство и принцип работы
Токарные станки, оснащённые ЦПУ, бывают трёх типов — контурного, позиционного и адаптивного. Каждый из них обладает своими преимуществами и может подходить для разных типов работ.
Первый тип станка нельзя назвать максимально самостоятельным, так как вмешательство со стороны человека необходимо для его работы. Работает он только по заданной оператором траектории.
Второй тип станков может выполнять работу с деталью точечным образом.
Третий тип — универсальный. Он может выполнять работу обоих станков, при этом обладая тем же функционалом, поэтому этот тип самый дорогой и самый полезный при производстве разных деталей.
Если сравнивать с более старыми аналогами, которые уже устарели, новейшие станки с установленной системой числового программного управления имеют повышенную жёсткость, что позволяет сократить время изготовления даже при довольно сложных типах работ. Такой уровень обеспечен особенностями устройства станков.
Токарный станок с ЧПУ состоит из:
- станины;
- шпиндельной или передней бабки;
- суппорта;
- коробки подач;
- электрической части;
- револьверных головок.
Станина является одной из главных частей любого станка, так как на именно на ней располагаются все остальные части станка. Шпиндельная (или передняя бабка) имеет две части станка: собственно, шпиндель и коробки для переключения скоростей на станке.
Ещё одна важная часть — это суппорт. Именно он регулирует скорость вращения заготовки, которая закрепляется в нижней и верхней каретках. Управляется суппорт с помощью одной из частей шпиндельной, а именно: коробки передач.
Револьверные головки тоже очень важны для работы станка, так как они производят автоматическую замену изношенного оборудования. Заготовка устанавливается в станок, а после он сам делает работу, используя заранее написанную оператором программу.
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
- древесина;
- черные, а также цветные металлы;
- керамика;
- полимерные материалы;
- природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.
Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
- модели, обладающие широкой универсальностью;
- горизонтального типа;
- вертикального типа.
Бесконсольной конструкции:
- вертикальные;
- горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.
Основные узлы фрезерного станка с ЧПУ
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
- Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
- Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
- Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
- Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
- позволяют увеличить производительность обработки в 2–3 раза;
- дают возможность изготавливать детали с высокой точностью;
- минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- сокращают время, необходимое для подготовки заготовок;
- минимизируют время обработки деталей.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе. Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана для разработки разного вида работ с токарными станками. Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
10 вещей, которые пригодятся новичкам в работе с ЧПУ
Новичкам пригодятся следующие советы:
- Приобретите качественные фрезы от надежных производителей. В идеале пусть это будет твердосплав. Но при ограниченном бюджете можно сначала обойтись быстрорежущей сталью. Для новичков оптимальные размеры фрез таковы: 4 мм, 6 мм, 13 мм. Для стали подойдут 4-заходные фрезы, для алюминия — 3- или 2-заходные. Обязательно защищайте глаза во время работы очками. Пока вы будете набираться опыта, фрезы у вас будут часто выходить из строя, но это нормально. Также приобретите набор спиральных сверл.
- Купите комплект параллелек, набор прихватов и тиски. Тиски рассчитаны на эксплуатацию в течение долгих лет. Если вы ради экономии купите дешевые китайские тиски или не будете закреплять заготовку должным образом, вся работа пойдет насмарку. Официальное название «параллелек» — параллельные подкладки.
- Пользуйтесь туманом или СОЖем. Если СОЖ или генератор тумана не предусмотрены в конструкции станка, докупите их отдельно. Скорее всего, сначала придется потратить много времени на настройку СОЖ. Но если полениться это сделать, перенарезка стружки может привести к поломке фрезы.
- Научитесь обращаться с ЧПУ-контроллером. Сначала нужно тренироваться на осях X и Y, не затрагивая Z. При этом нельзя применять G00, иначе агрегат будет двигаться на максимальной скорости и пределе своих возможностей. Оптимально выставить G01 F20, при этом показатель «20» будет соответствовать той величине, которую вы сами выставите (например, дюймам или сантиметрам).
- Возьмите за правило пользоваться измерительным прибором для длины фрезы. Чтобы базировать шпиндель относительно заготовки, задействуйте кромкоискатель. Если агрегат не будет понимать, где находится кончик фрезы, создастся риск поломки оборудования. Как только заготовка будет установлена в тиски, а фреза в шпиндель, надо выставить нули.
- Регулируйте станок и тиски, пользуясь часовым индикатором. Проверяйте положение тисков каждый раз перед началом работы.
- Если вы новичок, не пытайтесь обработать сразу нержавеющую сталь. Сначала потренируйтесь на мягкой стали, латуни или алюминии. Если вы сразу приступите к обработке сложных материалов, фрезы будут изнашиваться и ломаться слишком часто.
- Обзаведитесь несколькими наборами ступенчатых губок из алюминия. Нарежьте пилой куски материала так, чтобы их габариты были немного больше, чем щеки тисков. Потом выполняйте проходы концевой фрезой до тех пор, пока не получится прямоугольный параллелепипед. Потом подгоните эту фигуру под нужные вам размеры, просверлите и прозенкуйте в ней монтажные отверстия.
- Освойте CAD и CAM-программы, в которых будете писать g-коды. У многих программ есть вполне доходчивые русифицированные мануалы, а также активные сообщества пользователей в интернете, всегда готовые помочь новичкам.
- Заранее научитесь выполнять аварийную остановку станка и его перезапуск после незапланированного завершения работы.
Чтобы проверить, насколько вы готовы к работе, попробуйте выполнить на станке куб Тернера (он также известен как мета-куб). Эта фигура состоит из нескольких вложенных друг в друга кубов с отверстиями, при этом все внутренние кубы касаются внешнего только своими вершинами. До оснащения производств ЧПУ-станками именно такую фигуру предлагали выполнить токарям и фрезеровщикам в процессе приема на работу, чтобы оценить уровень их мастерства.
Итак, теперь у вас есть общее представление о том, как функционируют ЧПУ-станки. В интернете можно найти много обучающих видео, посвященных разным стадиям настройки агрегата и обработки заготовок. Если у вас пока мало опыта, начинайте с обработки дерева — это проще, чем создание металлических изделий, и сам материал стоит дешевле.
- 03 октября 2020
- 5907
Разновидности
Разновидностей токарных станков хватает для выполнения самых разнообразных работ. Всего их бывает пять штук:
- горизонтально токарно-револьверные;
- токорно-лобовые;
- токарно-карусельные;
- многошпиндельные;
- токарно-фрезерные.
Сейчас будет рассказано о всех по отдельности.
Горизонтально токарно-револьверные
Предназначены в основном для серийного производства деталей. При помощи патрона устанавливаются детали, которые и будут обрабатывать заготовку до того, как она станет деталью.
Токорно-лобовые
Этот станок используется для обработки деталей, диаметр которых превышает размер заготовки. В основном это железнодорожные колёса, маховики и прочие. Также он может удалять торцы, делать детали цилиндрической формы, протачивать канавки и так далее.
Токарно-карусельные
Такие станки предназначены для заготовок, которые весят по несколько тонн. Также заготовки для такого станка имеют диаметр больше их высоты. Благодаря патрону и установленным на него режущим частям есть возможность нанести резьбу на заготовку или сверлить отверстия.
Многошпиндельные
Как ясно из названия — в конструкции этого станка находятся несколько шпинделей, которые обеспечивают обработку заготовки до состояния детали в нескольких местах либо одновременно, либо посменно через каждый определённый промежуток времени.
Токарно-фрезерные
Токарно-фрезерные станки с установленным ЧПУ — универсальны. Они могут выполнять самые разнообразные работы с изделиями. Всё будет зависеть от того, какая программа была установлена в компьютер числового программного управления и от того, какие инструменты были установлены на патроны.
Данный станок может выполнять любые функции узконаправленной аппаратуры, будь то токарное, сверлильное, фрезерное. Он справится с любым типом работ.
Как пишутся программы для ЧПУ
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
Как работает 3D-принтер
Трёхмерная модель детали, на основе которой будет сгенерирован код для станка.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
Обзор современных моделей станков токарной группы с ЧПУ
По сравнению с более старыми моделями современные токарные станки стали более простыми в использовании, стали выполнять гораздо больше функций. Работа таких станков стала быстрее и лучше, предоставляя лучшее качество и меньшее количество бракованных изделий.
Таким образом, можно сказать, что за токарными станками с числовым программным управлением будущее. Благодаря ему количество брака вследствие недоработок человека стал практически нулевым, притом, что рабочие места никто не потерял — просто теперь специалисты, которые раньше работали на станках, теперь за работой этих станков следят, исправляя поломки и давая им новые программы.
Как научиться работать на фрезерном и токарном станке с ЧПУ по дереву и металлу?
Обращению с токарными и фрезерными ЧПУ-станками учат в колледжах. Там уделяют достаточно много внимания и теории, и практике. Однако практика, пройденная к колледже, может не соответствовать тем требованиям, которые конкретный работодатель будет предъявлять на рабочем месте. Поэтому у многих работодателей есть вакансии с обучением на месте, где от соискателей требуется в первую очередь знание теории.
Теорию можно пройти в интернете. Минимальная продолжительность курса по Skype составляет две недели. За три дня, вопреки рекламным обещаниям, ничему научиться нельзя.
Дистанционные курсы хороши тем, что ученикам дается много заданий на написание управляющих программ для станков и создание векторных изображений.
Принцип работы и краткое описание системы
Это линейная последовательность, которая состоит из следующих промежуточных действий:
- человек задает основные параметры, проектирует изготавливаемую модель в графическом редакторе, отвечает за правильность чертежа и характеристик изделия;
- компьютерная программа обрабатывает графику и текстовые данные, расчеты, систематизирует их, переводит в читаемый станками формат;
- система управления сохраняет математические формулы и числовые значения, вырабатывает последовательность действий и подает команды всем элементам оборудования;
- рабочие инструменты производят механические колебания по заданному алгоритму, гарантируя точность и скорость движений.
В результате получается выполненная цель, над достижением которой работал искусственный разум вместе с человеком. За аппаратурой постоянно смотрит операционист, он может внести коррективы в деятельность машины, приостановить ее, увидеть и исправить неполадки, а также переоснастить ее под новые задачи. В основном программой задаются следующие параметры:
- мощность двигателя;
- скорость произведения функции;
- моменты ускорения и замедления для получения нужных качеств заготовки (очень характерно для манипуляций с металлом);
- вращение цилиндрических и круглых элементов;
- направление движения, особенно важно в случаях художественной резки – каждый изгиб определяется точной математической формулой.
Как выглядит программа для ЧПУ
Если мы заглянем в код, то увидим такое:
N1 G17 G20 G34 G40 N2 T1 M16 N3 S8600 M2 N4 G54 N5 M8 …
N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Основы числового программного управления
Рассмотрим классификацию с тремя подсистемами:
- Управление – это центр, именно отсюда отдаются команды, реализуется расшифровка языка программирования, здесь происходит контакт оператора и установки. Процессор находится внутри стойки, а снаружи – экран и кнопки. С помощью пользовательского интерфейса возможна наладка. Есть закрытые системы и открытые, первые имеют узкий набор функций, в них нельзя внести коррективы, зачастую только специальные программы могут обеспечить новый тип работы. Вторые легче управляются, тестируются на совместимость с командами и компьютерным программным обеспечением.
- Приводы – здесь сосредоточена механика и электроника, которая приводит в действие все остальные детали. Двигатель дает энергию ходовым винтам, которые запускают процессы вращения заготовки, движение резцов и пр. Если быть точными, то в приборе присутствует сразу несколько электродвигателей, каждый из готовых отвечает за один узел.
- Обратная связь. Это ряд датчиков, которые собирают информацию о положении, скорости движения составляющих частей и передают эти сведения в виде математических формул в управляющий блок для обработки целостного цикла, корректировок.