Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Виды покрытий для электродов
На ряду с материалом изготовления и назначением выбирается и тип покрытия электрода. Выбор покрытия также зависит от свариваемого металла. Покрытие (или обмазка) выполняет защитную функцию. При плавлении электрода покрытие выделяет защитные вещества и шлак, что улучшает качество шва, получаются надежные и долговечные сварные соединения. Производители используются следующие виды покрытий электродов:
- Кислое покрытие. Маркируется буквой «А» на упаковке и самом электроде. Используется для узконаправленных задач, например, для нижних сварочных швов. Можно использовать как с переменным, так и с постоянным током.
- Рутиловое покрытие. Маркируется буквой «Р». Одно из самых популярных покрытий как у новичков, так и у профессионалов. По сравнению с другими покрытиями почти не токсично и обеспечивает хорошее качества швов. При сгорании образует шлак с защитными свойствами. Состав может быть разнообразным, но в основе всегда двуокись титана или просто рутил. Отсюда и название.
- Целлюлозное покрытие. Маркируется буквой «Ц». Подходит для выполнения любых сварных соединений, обеспечивает хорошее качество шва, но при этом способствует сильному разбрызгиванию металла. Мы рекомендуем использовать электроды с целлюлозным покрытием при сварке трубопровода, поскольку при такой работе недостатки не критичны.
- Основное покрытие. Обозначается буквой «Б». Самый популярный вид покрытия на ряду с рутиловым. Имитирует сварку под газом за счет выделения углекислоты при горении дуги. Мы рекомендуем использовать стержни с основным покрытием только в сочетании с постоянным током и обратной полярностью. Если использовать переменный ток, то сварочный шов получится некачественным и потребуются дополнительные меры по улучшению прочности шва.
- Прочие виды покрытий. Маркируются буквой «П». В составе содержат легирующие вещества. Благодаря этому качество шва улучшается. В целом, прочие виды покрытий используются реже всего.
- Специальные виды покрытий. Обозначаются буквой «С» или надписью «специальные» на упаковке. Используются для сложной сварки под водой, поскольку содержат в своем составе жидкое стекло и смолосодержащие вещества.
Как видите, электроды выбираются исходя из конкретных задач. Для ручной дуговой сварки чаще всего используют стержни с рутиловым покрытием, поскольку они универсальны.
Типы электродов
Э42А
-УОНИ-13/45-3.0-УД ———————————— Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Тип шва и выбор электрода
Вполне логично, что проводить выбор комплектующих для РДС стоит в соответствии с соединением. Металл и шов играют большую роль в этом вопросе. Есть обычные швы: вертикальные, горизонтальные, а также наклонные.
Помимо этого разделения существуют еще и стыковые, косые, а также швы, сделанные со скосом. Эта информация пригодится как новичкам, так и мастерам с 15-летним стажем. Стоит остановиться на том, какие существуют марки сварочных стержней в 2022 году.
Электроды отличают по маркам в случае с ручной дуговой сваркой. Этот факт также зависит от того, с каким металлом нужно работать. Данные отображены в таблице.
Марки электродов
Э42А-УОНИ-13/45
-3.0-УД ———————————— Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, -5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, -13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, -6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-3.0
-УД ———————————— Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Выбираем диаметр
Шов не получится качественным, если диаметр электрода будет подобран неправильно. То, какой толщины рабочая деталь, влияет на размер комплектующих.
Если стержень будет правильным, то вся работа не будет иметь смысла без правильного стержня. Чтобы выбрать электрод, нужно посмотреть на упаковку или на стержень.
Диаметр имеет прямое влияние на длину конструкции. Если вы собираетесь сварить дома или на даче, тогда вам подойдут сварочные стержни, диаметр которых 2-4 мм.
Это универсальный вариант, когда вы работаете с ручной дуговой сваркой. Кроме этого, стержни подойдут при любых металлообработках. Если работа происходит на заводе, тогда стоит взять стержни, толщина которых более 4 мм.
Назначение электродов
Э42А-УОНИ-13/45-3.0-У
Д ———————————— Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Разделение электродов по применению
В зависимости от того, для чего изготавливается сплав, выбирается режим функционирования и электроды. Разные металлы требуют определенных компонентов. Это их назначение.
Информация находится на упаковке компонента и на стержне. Это одна из букв:
- «У» – для углеродистых материалов и низколегированной стали;
- «Л» – для работы с легированными конструкциями;
- «В» – нужны для высоколегированных материалов;
- «Т» – при обработке теплостойких конструкций;
- «Н» – их используют, когда идет речь об основах для наплавки.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
———————————— Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД ———————————— Е432(5)
-Б 1 0
Цифра 4
указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3
относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2
— предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Характеристики сварки ручным дуговым методом
Перед тем, как говорить об электродах, нужно разобраться в сварочных работах. Ручная дуговая сварка считается сложным процессом несмотря на свою простоту. Дуга – это поток частиц, которые появляются по причине ионизации катода и анода.
Это происходят потому, что ток и короткое замыкание взаимодействуют между собой. Сварочный процесс зависит от того, какой состав у обмазки компонентов. Он исходит из атмосферы, что исключает его контроль.
В итоге все процессы нагревают арку. Большой объём тепла выделяется в воздух, что позволяет кромкам деталей варится за минуту. После остывания последних шов получается ровным и надежным.
Электрод играет центральную роль в этом вопросе. Если его не будет, то арка не зажжется и ее горение не поддержится. Сварка возможна, когда применяется 1 или два электрода, предназначенных для арочных работ.
Одного разделения стержней не существует, потому что электроды для ручных работ разделены на подкатегории. Они отличаются согласно целям сварки и материалу, который использован в работе.
Кроме этого, электроды могут изготавливаться из других сплавов, кроме металлических.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД ———————————— Е
432(5)-
Б
1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Краткая классификация электродов
Как мы писали выше, электроды сложно классифицировать лишь по одному параметру. Но в основном все стержни прежде всего делятся по типу материала, из которых они изготовлены, а также по покрытию (или обмазке). Вот краткая классификация электродов:
- Плавящиеся электроды. Их изготавливают из металла, например, чугуна, алюминия, стали или меди. Материал, из которого изготовлен электрод, подбирается в соответствии с металлом, который необходимо сварить. Плавящиеся электроды одновременно являются и анодом, и катодом. Это самый распространенный тип стержней на данный момент.
- Неплавящиеся электроды. Изготавливаются из угля, графита или вольфрама. Их используют в паре со сварочной проволокой, потому что такие стержни не способны сформировать сварочный шов. При использовании угольных стержней используйте прямую полярность вместо обратной. Вольфрамовые стержни незаменимы при аргонодуговой сварке за счет высокой температуры плавления, но редко используются при ручной дуговой сварке.
- Электроды без покрытия или обмазки. Они используются в связке с флюсом, который непрерывно подается на протяжении всего сварочного процесса. При ручной дуговой сварке такие стержни не используются.
- Электроды с покрытием или обмазкой. Самые распространенные электроды на рынке. Покрытие электродов для ручной дуговой сварки выполняет сразу несколько функций: защищает металл от негативного влияния кислорода, обеспечивает стабильное горение дуги, улучшает качества сварного соединения. Такие электроды используются не только при ручной дуговой сварке, но и при полуавтоматической и автоматической.
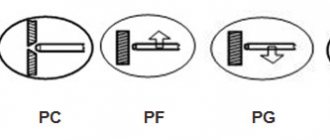
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД ———————————— Е432(5)-Б 1
0
- универсальные для всех положений (как в нашем примере).
- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.