Эти электроды используются для сварки углеродистых и низколегированных сталей. Область применения: металлоконструкции особой надежности, которые должны работать при больших переменных нагрузках, в том числе, в условиях холодного климата или в холодильных установках, что делает их пригодными для судостроительных целей. Они подходят для сосудов повышенного давления, толстых листовых материалов и при ремонте литейных дефектов.
К данному типу относятся марки: ВН-48, ОЗС-2, СМ-11, УОНИ 13/45, УОНИ 13/45А, УП-1/45, УП-2/45, ЦУ-6. (См. также соседний по характеристикам тип Э42).
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.
Технические характеристики
Электроды типа Э42 изготавливаются по ГОСТу 9466-75. Они имеют сертификат НАКС. По государственным стандартам им присущи такие технические характеристики марки Э42А:
- Диаметры покрытия — 4-12 мм.
- Ударная вязкость — 150 Дж/см2.
- Максимальное сопротивление разрыва — 420 мпа.
- При размере сечения в 4 мм длина составляет 45 см.
- Рабочий диапазон температур — до 20°C.
- Предел текучести — 333 Мпа.
- Относительное удлинение — 27%.
- Примерный расход на 1 кг чистого шва — около 1,6 кг расходного материала.
Представленные выше характеристики допустимы при соблюдении правил, технологии и режимов сварки. В состав входит фосфор, углерод, кремний, марганец и сера. От процентного соотношения этих веществ в составе плавких элементов зависят их характеристики.
При желании высказать свое мнение по представленной выше теме делитесь своими знаниями и предположениями в блоке комментариев.
Расшифровка, что обозначает Э42А
Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Вообще, из-за большой номенклатуры сплавов, применяемых в промышленности, и их пар, поддающихся сварке, число типов электродов трудно поддается перечислению. Некоторые электроды применяются чаще других. Э42А принадлежит к числу таких.
Э – в обозначении типа означает электрод.
42 – это предел прочности на разрыв в Мегапаскалях в расчете на 1квадратный мм сечения шва (соответствует силе приблизительно 40 кг). Это может означать, что проволока сечением в 1 кв.мм, изготовленная из металла шва выдержит груз массой до 40 кг. Конструкторы специалисты по сопромату могут рассчитать прочность швов, работающих на разрыв или изгиб по этим данным. То есть, сам тип электродов уже несет в себе полезную информацию для специалистов.
Буква А в обозначении имеет значение “улучшенный” (по сравнению с Э42), то есть с особыми свойствами, которые подходят для повышенных требований к качеству сварки: пластические свойства, вязкость, хим. состав.
Характеристики электродов данной марки
Электроды марки Э42 по своим характеристикам соответствуют требованиям двух государственных стандартов (9466 и 9467), которые были утверждены в 1975 году. Характеристики электродов Э42 позволяют соединять с их помощью детали из углеродистых и низколегированных сталей, получать сварные швы, отличающиеся высокой ударной вязкостью и пластичностью.
Подобные изделия преимущественно используют, когда металл формируемого шва должен иметь показатель сопротивления разрыву (временного), не превышающий 50 кг/мм2. Если же металл сварного шва должен обладать большим значением данного параметра, то выбирают электроды другого типа, к примеру, для работ по дому, часто используются изделия марки АНО 6 (рабочий диаметр составляет от 3 до 6 мм), на которые нанесено рутиловое покрытие.
Расшифровка маркировки электродов
Для каких сталей
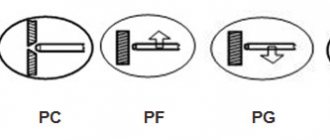
Тип Э42А применяется для сварки углеродистых сталей 08, Ст3, 20, 20Л. Кроме этого они могут применяться для работы с легированными сталями 14Г2 и 09Г2. При сварке используется постоянный ток обратной полярности. Можно производить сварку в любом положении, за исключением только вертикальных швов сверху вниз. При сварке образуется шов с небольшим содержанием водорода и при этом отсутствуют трещины, которые могут образоваться при кристаллизации металла.
Имейте в виду! Тип Э42А обеспечивает отличное качество шва, если соблюдать технологию, которая при работе с данным типом электрода состоит в том, что надо выдерживать режим сварочной дуги. Ее не допускается удлинять, сварщик должен выдерживать небольшое расстояние на всем протяжении шва.
Дуга поджигается не слишком легко.
Сварочные электроды УОНИИ 13/45 (УОНИ 13/45) d=5 тип электрода Э42 А
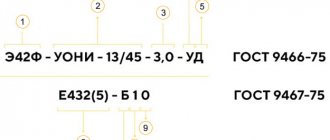
Электроды Э-42А УОНИИ–13/45 – d – УД Е 412(4) – Б 20 ГОСТ 9466-75 ГОСТ 9467-75
Сертификаты на электроды УОНИ 13 / 45:
- Сертификат Соответствия ГОСТ-Р;
- Санитарно эпидемиологическое заключение на электроды;
- Свидетельство об одобрении сварочных материалов Российский Морской Регистр Судоходства;
- Сертификат об одобрении типового изделия Российский Речной Регистр;
- Свидетельство о признании №ВВФ030 Российский Речной Регистр.
Область применения электродов УОНИИ 13/45 /положение сварки. Сварочные электроды УОНИИ-13/45 применяются для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, с временным сопротивлением до 50 кгс/мм2, при постоянном токе обратной полярности во всех пространственных положениях, кроме вертикального сверху вниз. Сварку производят только на короткой дуге по очищенным кромкам. Электроды УОНИ — 13/45 применяются, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, при работе в условиях пониженных температур. При помощи электродов УОНИИ — 13/45 производится сварка:
- Особо ответственных металлоконструкций, работающих под динамическими нагрузками в условиях отрицательных температур;
- Сосудов, работающих под давлением;
- Судостроительных металлоконструкций;
- Металлов большой толщины;
- Заварка дефектов литья.
Преимущества в сравнении с электродами аналогичного назначения: Электроды УОНИИ 13/45 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Особенности: Электроды УОНИИ13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. Тип покрытия: основное.
Механические свойства металла шва
| Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре |
| +20 | 410 | 22 | 147 | -30 |
Химический состав наплавленного металла, %
| C не более | Mn | Si | S | P |
| 0,11 | 0,45-0,80 | 0,20-0,30 | 0,030 | 0,035 |
Характеристики расплавления УОНИ 13/45 тип электрода Э42 А(режим сварочного тока)
| Режим сварки, диаметр, мм | Ток, А | Коэффициент наплавки г А/час | Расход электродов на 1 кг наплавленного металла, кг |
| 3 | 120-140 | 7,5-9,5 | 1,6 |
| 4 | 140-200 | 7,5-9,5 | 1,6 |
| 5 | 180-260 | 7,5-9,5 | 1,6 |
| 6 | 260-320 | 7,5-9,5 | 1,6 |
Ограничения по применению
Нельзя использовать сварку переменным током, а также варить вертикальные швы сверху вниз. Не подходят для сварки высоколегированных и нержавеющих сталей, чугуна и цветных сплавов.
Отсыревшие электроды Э42А вообще не дадут возможности работать. Обмазка начинает проводить ток и условия зажигания дуги сильно ухудшаются, кроме того, происходит насыщение шва водородом, что приводит к пористости. Электрод будет прилипать.
Отсыревшие электроды нельзя использовать и еще по одной причине. При горении дуги, благодаря сильному разогреву, влага будет закипать в обмазке и она начнет трескаться (лопаться) и осыпаться с электрода. Количество шлака станет недостаточным для для защиты сварочной ванны и одновременно ухудшаются условия горении дуги.
Внимание! Потребители часто упускают из виду необходимость просушки электродов, что приводит к неудачам и браку.
Особенности электродов
Электроды марки Э42 отличаются следующими особенностями их использования.
- Сварной шов, который получают с их использованием, обладает достаточно высокой прочностью и пластичностью, что делает его устойчивым даже к значительным нагрузкам на излом.
- Шлаковая корка, формирующаяся после кристаллизации сварного шва, легко удаляется.
- Получаемый сварной шов характеризуется однородностью, в нем нет пор и пустот, если технология выполнения сварочных работ строго соблюдается.
- Электродами Э42 достаточно качественные соединения может выполнять даже тот, кто не имеет большого опыта.
- При использовании таких изделий дуга зажигается очень легко.
- Дуга, зажигаемая при помощи электродов типа Э42 различного диаметра, характеризуется высокой устойчивостью.
- Экономичный расход материала электрода.
- Покрытия, которые нанесены на изделия данного типа, отличаются большим разнообразием.
- Работать подобными изделиями можно даже в том случае, если поверхность деталей влажная и покрыта слоем ржавчины.
- Вне зависимости от конкретной марки используемых электродов, они различаются оптимальным соотношением цена-качество.
- При использовании данных изделий коэффициент наплавки составляет 10г/Ач.
- Электроды марки Э42, диаметр которых может составлять 4–6 мм, выпускаются длиной до 45 см.
- Чтобы сформировать 1 кг сварного шва, электродов Э42 потребуется 1,6 кг.
- Используя изделия марки Э42 различных диаметров (в диапазоне от 4 до 6 мм), можно не переживать за колебания длины дуги, они часто могут происходить по причине скачков напряжения в электрической сети.
Сварочные электроды Э42
Особенности
По своим характеристикам Е42 соответствуют требованиям двух государственных стандартов, утвержденных в 1975 году (9466 и 9467). Характеристики электродов E42 позволяют получать уплотнения из углеродистых и низколегированных сталей и являются источниками высокой прочности и эластичности.
Такие изделия обычно используются, когда швейный металл имеет индекс напряжения (температуры) не менее 50 кг/мм2. Если металл сварного шва имеет большое значение для этого параметра, выберите другой тип электрода, например, для домашней работы, часто используются продукты ANO 6 (от 3 до 6 мм в рабочем диаметре), они покрыты рутиловым покрытием.
E42 выделяются из следующих особенностей:
- Полученный из них сварной шов обладает достаточной прочностью и гибкостью, чтобы противостоять даже самым важным изломам.
- После укладки источника встроенный шлак легко удаляется.
- Сварка, как средство защиты, характеризуется однородностью, и при строгом соблюдении техники сварки нет никаких отверстий или зазоров.
- Даже те, у кого мало опыта, могут сделать E42 высокого качества.
- Дуга легко воспламеняется при использовании таких продуктов.
- Тип E42 характеризуется высокой стабильностью дуги зажигания электродами разных диаметров.
- Экономичный расход электродных материалов.
- Чехлы, используемые для этого типа продукта, очень разные.
- Хотя поверхность кусков покрыта влагой и ржавчиной, вы можете работать с аналогичными продуктами.
- Независимо от точного фирменного наименования используемых электродов, оно зависит от оптимального соотношения цены и качества.
- Скорость оседания при использовании этих продуктов составляет 10 г/Ач.
- E42 диаметром 4-6 миллиметров могут производить до 45 сантиметров.
- Для Е42 требуется 1,6 кг.
- Вы можете не беспокоиться о колебаниях длины дуги, используя различные фирменные продукты E42 (от 4 до 6 мм), что, вероятно, связано с более высоким напряжением.