| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость,Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто. Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
| Сила сварочного тока (А), для электрода диаметром, мм | |||||
| 2,0 | 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 40-80 | 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В.)
Упаковочные данные
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,00 | 300 | 50-54; 99-108 | 0,5; 1 |
| 2,50 | 350 | 27-28; 53-56; 133-140 | 0,5; 1; 2,5 |
| 3,00 | 350 | 18-19; 35-37; 89-93 | 0,5; 1; 2,5 |
| 3,20 | 350 | 16; 32; 78-81 | 0,5; 1; 2,5 |
| 4,00 | 450 | 8; 16-17; 40-41; 81-83 | 0,5; 1; 2,5; 5 |
| 5,00 | 450 | 53-54 | 5 |
Аналоги
| Производитель | Марка электродов |
| ESAB | OK 46.00 |
| Oerlikon | Overcord, Overcord Z |
Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
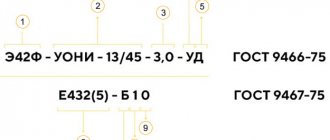
| AWS A 5.1:E 6013 | ISO 2560-А- E 38 0 R 12 | ГОСТ 9466 | Э 46 –МР-3 АРС- Ø — УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
| Mn | C | Si | P | S |
| 0,40-0,70 | не более | |||
| 0,10 | 0,15-0,35 | 0,030 | 0,030 | |
Механические свойства металла шва
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.
Сварочные данные
| Сила сварочного тока, А, для электрода диаметром, мм | ||||
| 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Упаковочные данные
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 17-18 | 55-58; 139-147 | 1; 2,5 |
| 3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
| 3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
| 4,00 | 450 | 58-59 | 42-43; 84-86 | 2,5; 5 |
| 5,00 | 450 | 91-92 | 27; 54 | 2,5; 5 |
Аналоги
| Производитель | Марка электродов |
| ЛЭЗ | МР-3С, АНО-4 |
| СпецЭлектрод | МР-3С, АНО-4 |
| Thyssen | Phoenix SH Gelb R |
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Электроды «Монолит»: технические характеристики, отзывы
Тот, кто занимается сваркой в домашних условиях (на даче или загородном коттедже), знает, как важно иметь в наличии хороший сварочный электрод.
Конечно, инверторы сделали сварку проще и качественнее, но, как показывает практика, от электрода многое зависит: и качество шва, и минимальное количество шлака, и быстрый розжиг расходника. Современный рынок предлагает огромный ассортимент сварочных электродов.
Здесь и огромный модельный ряд, и разнообразие производителей. Но профессионалы пользуются брендовыми материалами, которые, конечно, стоят дороже обычных.
К примеру, известная во всем мире шведская , выпускающая высокого качества электроды одноименного названия. На самом деле качество сварных стержней отменное, но и стоят они недешево. Поэтому для многих домашних мастеров они не доступны.
Украинская сегодня предлагает аналогичные по техническим характеристикам электроды «Монолит РЦ», которые по популярности не уступают шведским аналогам и соответствуют марке «ESAB KO 46.00».
Конечно, качество чуть ниже, определенные позиции, касающиеся сварочного процесса, также ниже, но цена все компенсирует.
Технические характеристики
К основным техническим характеристикам относятся вид тока и полярность сварки. Так вот электроды марки «Монолит» можно использовать при сварке постоянным или переменным током. При этом полярность может быть как обратной, так и прямой.
Обратная полярность – это когда на деталь подается минус, а на электрод плюс. Соответственно при прямой полярности соединение производится наоборот.
Полюса плюс и минус указываются на сварочном инверторе, они соединяются со стержнем и деталью кабелями (проводами).
Очень важный момент при сварке электродами – это возможность варить в разных положениях. Так вот с помощью «Монолита» это делать можно без проблем.
Единственная позиция – электрод диаметром 5 мм –им нельзя варить в вертикальном направлении сверху вниз. Сварщик, давно работающий по специальности, знает, что это значит.
Как важно иметь возможность варить металлические конструкции и заготовки в разных положениях.
Внимание! Варить сверху вниз электродами марки «Монолит» несложно. Но лучше это делать короткой дугой, то есть, расстояние между концом стержня и сварочной ванной должно быть минимальным.
Чтобы вертикальный шов был максимально качественным, необходимо сварной стержень держать под углом 40-70°. При нижнем положении сварки этот угол должен быть в пределах 20-40°. И еще несколько характеристик сварочных расходников «Монолит».
- Стержни обмазываются рутил-целлюлозным покрытием.
- Их расход (диаметра 3 мм) на 1 кг наплавления – 1,75 кг.
- Коэффициент наплавляемости – 9,5 г/А.ч.
Начинающие сварщики часто неправильно выставляют силу тока на инверторе в соответствии с диаметром используемого расходника. Это всегда сказывается на качестве сварного шва, а соответственно и на качестве самого соединения. Поэтому очень важно правильно соотнести эти два показателя.
| Диаметр, мм | Сила тока, А |
| 2 | 40-80 |
| 2,5 | 50-90 |
| 3 | 70-110 |
| 3,2 | 80-120 |
| 4 | 110-170 |
| 5 | 150-220 |
Внимание! Если электрод марки «Монолит» намочился водой или лежал в сыром помещении, то варить им запрещено. Перед началом сварки его надо обязательно прокалить в течение получаса при температуре +120С.
Преимущества
Перед основными электродами разных марок, которые часто используются при сварочных работах в домашних условиях, «Монолит» имеет ряд достоинств. Их оценили все без исключения сварщики: профессионалы и любители.
А именно:
- Стержни легко поджигаются, даже при повторном сварочном процессе.
- У них стабильная дуга без скачков и провалов.
- В процессе сварки металл не разбрызгивается (практически нет брызг).
- Шов получается ровным, равномерно заполненным и скругленным.
- Шлак, который выделяется от обмазки электрода, легко отделяется от зоны сварочной ванны.
- Их можно использовать и с профессиональными сварочными аппаратами, и с бытовыми инверторами малой мощности.
- Если в процессе сварки попался участок с труднодоступной сварочной линией, то сам стержень можно легко согнуть. И в таком состоянии он прекрасно варит, без дефектов и изъянов.
- Для неответственных конструкций этот электрод можно использовать без предварительной очистки свариваемых деталей. То есть, нет необходимости зачищать сварные кромки от масла, жира, загрязнений и даже ржавчины.
Все эти описания технических характеристик и преимуществ сварочного электрода марки «Монолит» позволяют новичкам легко справляться со сварочным процессом. Он не залипает, легко варит практически без брызг металла. И при всем при этом шов получается качественным.
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
| WS A 5.1:E 7018 | ISO 2560-А-E 42 4 В 42 Н 5 | ГОСТ 9466 | Э 50А – УОНИ-13/55 ПЛАЗМА – Ø – УД Е 51 5 — БЖ 26 |
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Электрод монолит рц характеристики
Люди, имеющие дело со сваркой не по работе, а на дачах, в частных домах и т. д. , знают, насколько важно качество сварочного электрода. Конечно, с появлением инверторов сварка сделалась качественнее и проще, но практика показывает, что многое зависит от электрода: количество шлака, качество шва, быстрый розжиг расходника.
Сегодня с приобретением этих элементов проблем нет — рынок предлагает огромнейший ассортимент.
Разнообразные модели от разных производителей. Профессионалы предпочитают брендовые изделия, чья стоимость выше, чем у обычных.
Хороша, к примеру, продукция шведской компании ESAB, которая выпускает электроды высокого качества с одноименным названием. Продукция шведов — действительно отменные стержни, хотя и цена соответствующая. В связи с последним обстоятельством не каждый домашний мастер позволит себе купить электрод данной марки.
Аналогичные по тех. характеристикам расходники сегодня выпускает украинская «Плазмо Тек» — это электроды «Монолит РЦ», соответствующие марке ESAB KO 46.00. Качество их пониже, также хуже стержни по определенным позициям, относящихся к сварочному процессу, но доступная цена делает изделия привлекательными.
Другие характеристики
- Электроды имеют рутил-целлюлозное покрытие.
- Коэффициент наплавляемости — 9,5 г/А.ч.
- Расход расходника (Ø3 мм) на 1 кг наплавления — 1,75 кг.
Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения.
Поэтому крайне важно соотнести показатели правильно.
Если стержень намочен или находился достаточно долго в сыром помещении, варить им запрещается! Перед сваркой обязательно прокаливают его в течение 30 мин. при температуре 120 ° C .
«Монолит РЦ» подходят для стыковых соединений. Временное сопротивление электродов равно 340 Н на мм², наименьший угол наклона — 35°. Важно отметить и то, что в этом случае используют рутиловое покрытие. Наибольший угол наклона — 70° .
Специалисты утверждают, что расход стержней описываемой марки незначительный. Диаметр изделия — 3 мм. Относительное удлинение на уровне 22%. Чувствительность к загрязнению невелика. Высокий коэффициент наплавки. Стержни данной марки могут использоваться для работы с трубопроводами.
Продаются «Монолит РЦ» в упаковках по 1 кг, а средняя цена равна 340 руб.
Достоинства
У «Монолита» есть ряд преимуществ перед электродами других марок, часто использующихся во время сварочного процесса в домашних условиях. Изделия по достоинству оценили и профессиональные сварщики, и любители.
Речь идет вот о чем:
- Стержни поджигаются легко даже при повторной сварке.
- Стабильная дуга без провалов и скачков.
- В процессе сварки нет брызг металла.
- Обеспечивается получение ровного шва, скругленного и равномерно заполненного.
- Шлак, выделяющийся от обмазки стержня, легко отделим от зоны сварочной ванны.
- Возможность использования расходников и с профессиональными сварочными аппаратами, и бытовыми маломощными инверторами.
- Если при сварке попался участок с плохо доступной сварочной линией, стержень может быть без труда согнут, но и таким он отлично варит без изъянов.
- Для конструкций неответственных стержень можно использовать без предварительной очистки свариваемых деталей. Сварные кромки не нужно зачищать от жира, масла, загрязнений и ржавчины.
Благодаря своим характеристикам, «Монолит» позволяют даже новичку в сварочном деле легко выполнить сварку. Стержень не залипает, легко варит, и при этом практически отсутствуют брызги металла, а шов получается качественным. Электроды «Монолит РЦ» являются универсальными. Могут использоваться в быту или в промышленном производстве, и подходят любому типу сварки.
Электроды «Монолит» — технические характеристики, отзывы
Время чтения: 4 минуты
Электроды Монолит РЦ (они же Monolith Life) нечасто становятся темой для обсуждения. И зря. Ведь они получают в основном положительные отзывы, продаются во многих магазинах и обладают интересными техническими характеристиками.
Режимы сварки и преимущества расходников
Соединение выполняется переменным током с напряжением холостого хода 50 В и постоянным любой полярности (предпочтительнее обратная).
Настройка по силе тока для разных диаметров стержней представлена в таблице:
В случае увлажнения расходников, требуется 30-ти минутная прокалка, при 120°С.
Плюсы изделий Монолит:
- легкий начальный и повторный поджиг;
- стабильная дуга;
- малое разбрызгивание металла;
- красивый шов;
- самоотделяемость шлака;
- сварка на низких токах от бытовых источников питания;
- возможность согнуть электрод для труднодоступных мест;
- работа по окрашенным, окисленным, масляным поверхностям.
Перечисленные преимущества расходников, позволяют зеленым новичкам, познать азы сварного дела за короткие сроки.