Электроды МР
Наиболее яркими представителями продукции этого старейшего завода являются лосиноостровские электроды МР-3. Их основное назначение — сварка конструкций ответственного значения из углеродистых сталей, а также низколегированных. Имеется возможность сваривать детали большой толщины.
Электроды имеют рутиловое покрытие. Возможно использование постоянного и переменного тока. Сварку можно осуществлять в различных положениях в пространстве, исключая перемещение вниз. Поперечные сечения расходняков: 2,5; 3,0; 4,0; 5,0; 6,0 миллиметров. Количество элементов 3,0 миллиметров в одном килограмме равно 39, а 4,0 миллиметров — 16. Завод предлагает для покупки пачки, в которых находятся расходные элементы весом 1,0; 2,5; 5,0 килограмма.
Лосиноостровские электроды этой марки могут различаться по цвету, что зависит от их обмазки. Имеются синие электроды, зеленые, красные электроды и обычные серые.
Особенности процесса сварки
Перед проведением технологического процесса сварки электродами марки ЦЛ их необходимо прокалить, чтобы убрать лишнюю влагу. Температуру и время выдержки взять из инструкции к использованию расходников данной марки.
Обязательно подготовить поверхность (описано выше в статье). Строго соблюдать режимы сварки по величине тока. Высокое значение может привести к перегреву электрода. Процесс наплавления пойдет с отклонениями и шов не будет соответствовать технической документации.
Электроды по нержавейке ЦЛ 39
Большая усадка легированных сталей после сварки создает внутренние напряжения, которые могут приводить к образованию трещин. Для уменьшения этого фактора между заготовками устанавливается зазор, уменьшающий влияние усадки на напряженное состояние сварочного шва. Вероятность трещинообразования почти исключается при охлаждении зоны сварки естественным путем, искусственный холод наоборот гарантирует расслоение металла.
Нержавеющие стали сильно деформируются при сварке. Чтобы зона сварки не меняла свое положение от действия внутренних напряжений, необходимо обязательно установить достаточное количество прихваток. При движении электрода не стоит делать колебательных движений.
Электроды 29/9
Электроды ЛЭЗ-29/9 назначаются для соединения трудносвариваемых сталей. Свариваться между собой могут не только одинаковые, но и разнородные стали. При этом используется ручной дуговой метод. Может использоваться переменный и постоянный ток. Размер сечения расходняков: 2,5; 3,0; 4,0 миллиметра.
Виды и марки электродов
Всех производителей расходных материалов можно разделить на две группы:
- Отечественные. Самым популярным изготовителем сварочных электродов является завод ЛЭЗ – Лосиноостровский электродный завод, который выпускает как обычные электроды, для сварки черного металла, так и узкоспециализированные, для работы с высоколегированными сплавами. Продукцию российских компаний отличает идеальное соотношение цена-качество.
- Зарубежные. Наиболее известным производителем, пользующимся заслуженным уважением у российских сварщиков, является шведская компания ESAB, продукция которой отличается высоким качеством.
Рассмотрим наиболее популярные марки электродов.
ЦЛ-11
Электроды ЦЛ-11 считают самым простым и надежным средством для соединения нержавеющей стали. Благодаря своей популярности, его производством занимается множество заводов: ЛЭЗ, Монолит, Патон и другие.
Специальный состав идеально подходит для работы со сплавами, содержащими в себе самые популярные легирующие добавки – никель и хром.
Рабочая температура, рекомендованная производителями, составляет +450 Сº. Единственное ограничение использование – отсутствие возможности работы с вертикальным расположением шва.
Процесс соединения характеризуется низким количеством брызг, а полученный шов имеет высокие технические характеристики.
ОЛЗ-8
Применяется на монтажных работах по сборке металлоконструкций, эксплуатирующихся в условиях повышенной температурной нагрузке. Основное отличие шва – устойчивость к температуре до 1000 Сº. Прочие показатели не отличаются от характеристик вышерассмотренной марки.
НЖ-13
Данный расходный материал – незаменимый элемент при работе с элементами пищевой промышленности. Состав флюсового покрытия хорошо зарекомендовал себя при сварке легированных сталей, в состав которых входит молибден.
ЗИО-8
Электроды этой марки используют при сварке жаростойких высоколегированных сталей. Основной состав флюсового покрытия позволяет работать на постоянном токе обратной полярности.
Главное преимущество заключается в отсутствии ограничений по расположению шва.
ЭФ-400/10У
Состав разработан специально для аустенистых сортов нержавеющей стали, которые используют в качестве основы элементов, эксплуатирующихся в агрессивных средах жидкого агрегатного состояния.
Максимальная рабочая температура составляет 350 Сº.
ОЗЛ-17У
Рутилово-основное покрытие позволяет эксплуатировать стержни на постоянном токе обратной полярности. Ограничения по расположению шва и направлению движения дуги отсутствуют. Ограничения касаются толщины свариваемых элементов – она не должна превышать 12 мм.
Наилучшие результаты показывает при соединении узлов конструкции, которые эксплуатируются в среде фосфорной или серной кислот.
НИИ-48Г
Универсальный электрод с основным флюсовым покрытием, который разрешено использовать для всех типов коррозионностойких и специальных низколегированных сталей, включая высокомарганцовистые составы. Работы выполняют на постоянном токе обратной полярности. Применяется на особо ответственных работах, к качеству которых предъявляют наиболее высокие требования.
Электроды для нержавейки, работающие на переменном токе
Вышерассмотренные электроды отечественного производства предназначены для работ на сварочном оборудовании, функционирующем на постоянном токе. Стоимость подобных аппаратов достаточно высока, что не позволяет приобрести их мелким компаниям.
Для агрегатов, работающих на переменном токе, выпускают следующие марки электродов по нержавейке:
- ОЗЛ-14;
- ЛЭЗ-8;
- АНВ-36;
- Н-48;
- ЭА-400.
Теперь рассмотрим наиболее употребительные продукты зарубежного производства.
ОК 61.30
Электроды серии «ОК» — продукт производства концерна эсаб. Данная марка имеет универсальный состав покрытия, которое способно обеспечить высокое качества шва при максимально комфортных условиях работ. Данный электрод отличает облегченное образование дуги, даже после прерывания сварочного процесса. Рудно-кислая обмазка придает шлаку особые свойства, которые позволяют легко удалять его после кристаллизации шва.
Работы ведутся на постоянном или переменном токе с прямой полярностью.
ОК 67.45
Электрод, который применяется как при сварочных, так и наплавочных работах. Идеально подходит при многослойном покрытии шва. В этом случае его применяют в качестве основы, на которую наносят более прочные покрытия.
После полной кристаллизации шов отличается высокой устойчивостью к силам трения и воздействию высоких температур.
CROMAROD 309L
Сварочный стержень Elga 309l – еще один высококачественный продукт шведского производства. По своим техническим характеристикам является аналогом ESAB ОК 67.62. Рутиловое покрытие позволяет получать швы высокого качества. Данные электроды применяют при ответственных работах, например, сварка сосудов из нержавейки, работающих под большим давлением.
Требование к оборудованию – сварочный аппарат постоянного тока. Ограничение в расположение шва – вертикальное, при движении дуги сверху вниз.
Расходные элементы УОНИ
Сварочные электроды ЛЭЗ включают в себя такие широко востребованные расходники, как УОНИ-13/55. Имеется возможность соединять ими между собой ответственные изделия, которые будут эксплуатироваться при низких температурах. При использовании УОНИ-13/55 можно получить пластичный шов с достаточной ударной вязкостью. Долговечность и вязкость шва обеспечивает стержень из проволоки, изготовленной из низкоуглеродистой стали.
Главное преимущество этого вида электродов заключается в том, что шов при работе с ними обладает устойчивостью к образованию трещин. Также в нем содержится пониженное количество водорода. Рекомендуемая технология при их использовании — короткая дуга. Удлинение дуги отрицательно скажется на качестве шва.
В обмазке УОНИ-13/55 не имеется органических включений, поэтому их можно прокаливать при высокой температуре, обеспечивая невосприимчивость к влаге.
Для чего используются, применение, назначение: для нержавейки и не только
В областях промышленности, где оборудование работает в агрессивных средах и при повышенной температуре, применяются материалы с высокой коррозионной стойкостью и другими особыми свойствами (теплоустойчивость, жаростойкость и другие). Изготовить и эксплуатировать некоторые виды такого оборудования без применения сварочных технологий невозможно. Поэтому трубопроводы в пищевой промышленности, котлы в энергоустановках, технологические узлы и элементы в химической промышленности и многих других подобных технических средств, в конструкции имеют сварочные швы, выполненные электродами марки ЦЛ.
Кроме устойчивости к коррозии шов обладает прочностью, хорошими пластическими свойствами и достаточной ударной вязкостью. Наличие в составе основного покрытия специальных присадок в комплексе с режимами технологии сварки предотвращают появление межкристаллитной коррозии (ее наличие трудно определить визуально) в материалах с большим содержанием хрома. Такие конструкции обычно применяются в местах с жесткими требованиями к надежности.
Электроды ЦЛ-11
Расходные элементы ЛЭЗ ЦЛ-11 используются при ручном дуговом сваривании. Хорошо зарекомендовали себя при соединении сталей, устойчивых к коррозии. Работа с ними осуществляется с помощью постоянного тока. Сварку необходимо осуществлять при короткой дуге. Покрытие — основное.
Преимущество этих расходных элементов заключается в том, что полученный при их использовании шов отличается высокой стойкостью к коррозии при эксплуатации в неблагоприятных условиях.
Расшифровка
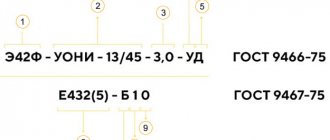
Основная информация об электродах марки ЦЛ представляется на маркировке в виде условных обозначений. Каждой букве и цифре соответствуют определенные технические характеристики соответствующие ГОСТ 9466-75, ГОСТ 9467-75 и ГОСТ 10052-75.
Марка электрода ЦЛ-11 обозначается как:
Э – 08Х20Н9Г2Б – ЦЛ -11 – 2,5 – ВГ / Е – 2453 – Б 20.
Расходник ЦЛ-25 имеет маркировку:
Э – 10Х25Н13Г2 – ЦЛ – 25 – 3,0 – ВД / Е – 2005 – Б 20.
Электроды ЦЛ9
Отличаются все марки электродов ЦЛ в первую очередь материалом стержня (выбор регламентируется ГОСТ 10052-75), так как используются для сварки различающихся по химическому составу материалов. Соответственно, механические характеристики каждой марки (группа цифр после буквы Е) имеют разные показатели, обозначенные в ГОСТ 9467-75.
Остальные параметры для всех марок расходных материалов ЦЛ имеют практически одинаковые характеристики:
- «Ц» – обозначает разработчика электрода, первая буква от «ЦНИИТМАШ» (научно – производственное объединение).
- «Л» – легированный.
- Используются для сварки высокоуглеродистых сталей.
- Покрытие отличается большой (Д) или очень большой (Г) толщиной.
- Вид покрытия – основной.
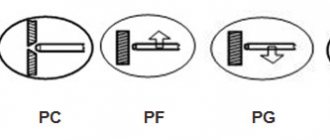
- Для большинства марок все пространственные положения сварочных швов являются допустимыми, кроме вертикального «сверху-вниз» (2).
- Электроды марки ЦЛ эффективно работают с помощью постоянного источника тока на обратной полярности (0).
Основные техники и разновидности
Использование правильных нержавеющих электродов – основное, но не единственное требование к работе с данным типом стали. Не последнюю роль играют габаритные размеры и толщина заготовки, а также применяемое сварочное оборудование. Рассмотрим основные особенности.
Переменным или постоянным
В технической документации отсутствуют ограничения, связанные с полярностью, потому допустимо применению тока, удобного сварщику. Каждый тип имеет свои достоинства и недостатки.
При постоянном токе практически отсутствуют брызги расплава, что позволяет снизить расход стержней и повысить производительность и качество. Однако аппараты данного типа отличаются высокой стоимостью, что сужает круг их использования.
На крупных предприятиях используют только постоянный тип тока.
Агрегаты обратного вида гораздо дешевле, однако расход электродов, за счет сильного разбрызгивания, будет выше.
Для постоянного тока
Наиболее употребительными являются стержни, которые были рассмотрены выше:
- ОЗЛ-6;
- ЦЛ-11;
- НЖ-13.
Если есть возможность, лучше воспользоваться зарубежными электродами ОК по нержавейке, производства ESAB.
Для переменного тока
Инверторы относятся к бюджетному классу сварочного оборудования. Соответственно, расходные материалы обладают более низким качеством и доступной ценой. К ним относят:
- ЭА-400;
- ОЗЛ-14;
- ЛЭЗ-8;
- ЦТ-50;
- Н-48.
Для нержавеющих сталей и черного металла
Соединение разнородных элементов выполняют специальными переходными электродами с нержавейки на черный металл. Разрешено использовать как стержни с флюсовым покрытием, так и аппараты, функционирующие в среде защитного газа. В качестве расходного материала применяют следующие виды:
- ОЗЛ-312. Универсальный состав позволяет выполнять работы с заготовками, изготовленными из материалов, не поддающихся идентификации.
- ЭА-395/9. Применяют для более ответственных узлов из нержавеющей стали.
Какими варить 1 мм?
Тонкие элементы – самый сложный вид, с точки зрения сварочных технологий. Это обусловлено следующими факторами:
- Интенсивное тепловое воздействие электрической дуги может разрезать поверхность или привести к нарушению целостности плоскости.
- Передвижение короткой дуги необходимо выполнять с особым вниманием – малейшее отклонение руки потушит ее.
Для облегчения процесса опытные специалисты рекомендуют использовать электроды ESAB. Их обозначают аббревиатурой ОК. Лучшим выбором будут ОК 63.34 – он отличается универсальностью работы.
Для тонкостенных конструкций следует отдать предпочтение ОК 63.20.
Можно ли варить сталь?
Прямых запретов на подобную деятельность не существует, однако опытным путем было установлено, что при сварке стали нержавеющими стержнями в зоне вокруг шва начала активно развиваться коррозия. Примечательно, что сам шов абсолютно не страдает.
Сфера применения и свойства
Отличием “ЦЛ-11” является возможность их применения на производствах, где собираются изделий и конструкции, работающие в условиях высоких температур — до 600°С. Полученный шов обладает большой стойкостью к внешним воздействиям и содержит около 6% ферритной фазы.
Работы рекомендуется выполнять на короткой дуге. В этом случае шов будет более глубоким и аккуратным. Хорошее проплавление кромок обеспечивает надежное и равномерное соединение.
Другой особенностью сварки под короткой дугой, является хорошая защищенность ванны.
Сварка на короткой дуге означает, что расстояние, между электродом и свариваемой поверхностью, равно половине диаметра стержня.
Вот какие технические характеристики имеют “ЦЛ-11”:
- покрытие: основное;
- наплавка: 11 г/Ач;
- расход: 1,7 кг на 1 кг металла;
- производительность: 1,5 кг/ч
Сварка допускается во всех положениях, кроме вертикального направления “сверху — вниз”. Для сварки потребуется источник постоянного напряжения обратной полярности.
Перед непосредственными работами, необходимо провести подготовку изделий. Для этого понадобится специальная печь для электродов. Их нужно поместить в нее примерно на час. Температура печи должна составлять примерно 190°С.
Электроды выпускаются в нескольких диаметрах. От 2 до 5 мм. Для каждого размера нужно подбирать свою силу тока:
- 2 мм: 30 — 55 А;
- 2,5 мм: 40 — 65 А;
- 3 мм: 50 — 90 А;
- 4 мм: 110 — 150 А;
- 5 мм: 120 — 180 А.
Высокие качества соединения достигаются за счет покрытия электродов и их хим. состава. Благодаря фтористым соединениям, в шве не появляются трещины и содержится минимальное количество примесей.
Основу стержня представляет проволоку СВ-07, производящаяся по ГОСТу 246-70.
Длина электродов составляет от 200 до 350 мм. Размер зависит от диаметра электродов.
Справочная информация
Лосиноостровский завод свое место в истории сварки занял еще в 40-х годах века прошлого. Сварочную проволоку и электроды апробировало в работе ни одно поколение мастеров сварного дела.
За минувшие годы продукция собрала много характеристик. Есть и похвала , и критика. Это нормально для такого разнообразного перечня. Без электродов не представишь сварку, наплавку резку, строжку металлов.
Объем продукции, что выходит из цехов ЛЭЗ, может удивить многих. Часто покупатели делают свой выбор раз навсегда.
Спецприменение
Основной вопрос, возникающий при выборе сварочных материалов для ответственных конструкций из особых типов сталей,- возможно ли варить нержавеющий металл. С электродами ЦЛ-11 ответ может быть только положительным.
Весь свое потенциал они раскрывают при сварке металлов, противостоящих агрессивной среде, высоким нагрузкам, нержавеющей стали.
Швы, формируемые при работе с этой моделью устойчивы к фосфатной и азотной кислотам, поэтому продукция широко используется в любой отрасли, от машиностроения до пищевой промышленности.