| Место | Наименование | Характеристика в рейтинге |
| Лучшие сварочные электроды с основным покрытием |
| 1 | ESAB УОНИ 13/55 (350 x 3,0 мм; 4,5 кг) | Лучшая цена на основные электроды |
| 2 | KOBELCO LB-52U (350 х 3,2 мм; 5 кг) | Лучшее сочетание цены и качества |
| 3 | QUATTRO ELEMENTI 771-374 (350 х 2,5 мм; 0.9 кг) | Лучшая совокупность механических характеристик электродного металла |
| 4 | ESAB FILARC 88S (350 х 2,5 мм; 7,2 кг) | Высокое качество получаемых сварных соединений. Специальная серия |
| 5 | «КЕДР» E 308L-16/ОЗЛ-8 (350 х 3,2 мм; 2 кг) | Лучшие электроды с основным покрытием для сваривания высоколегированных сталей |
| Лучшие сварочные электроды с рутиловым покрытием |
| 1 | ESAB OK 46.30 (450 x 5,0 мм; 18,9 кг) | Самые экономичные электроды |
| 2 | Quattro Elementi 772-166 (300 x 2,0 мм; 3 кг) | Высокая степень популярности |
| 3 | «Ресанта» МР-3С (350 х 3 мм; 3 кг) | Самое выгодное ценовое предложение |
| 4 | Inforce МР-3 11-05-01 (450 x 5 мм; 5 кг) | Сбалансированные механические показатели |
| 5 | ELITECH МР-3С (350 x 3 мм; 5 кг) | Оптимальное сочетание цены и качества наплавленного слоя |
| Лучшие сварочные электроды с целлюлозным покрытием |
| 1 | ESAB Pipeweld 7010 Plus (350 x 4,0 мм; 20 кг) | Хорошая устойчивость электродов к перегреву |
| 2 | «СпецЭлектрод» МР-3С (450 x 4 мм; 5 кг) | Высокие кондиции сваривания без предварительной подготовки металла |
| 3 | «Монолит» РЦ АНО-36 (4 мм; 5 кг) | Лучшая цена |
| Лучшие сварочные электроды с кислым покрытием |
| 1 | ESAB ОК 67.71 (350 x 3,2 мм; 4,8 кг) | Широкие границы применимости. Высокое качество сварных швов |
| 2 | ESAB ОК 61.20 (30 x 2,5 мм; 4,2 кг) | Оптимальные параметры стоимости |
Сварочные электроды – обязательный расходный материал, применяемый при проведении сварочных операций. Его суть заключается во внесении дополнительного (электродного) металла в сварную ванночку, образованную при расплавлении основного металла в зоне шва. Результатом такого действия станет неразъёмное соединение, способное воспринимать различного рода нагрузки, обеспечивать жёсткость или герметичность (в случае сварки труб) конструкции.
Простой на словах, в действительности данный процесс требует изрядной подготовки, в том числе и в плане подбора электродов. Мало подобрать плавящийся элемент с металлом, свойства которого максимально приближены к основному. Рынок постепенно наполняется конкурирующим продуктом, поэтому сделать правильный выбор в такой среде зачастую не получается даже у профессионалов, не говоря уже о начинающих пользователях. Изучив отзывы потребителей и экспертов, мы подготовили для вас рейтинг самых лучших сварочных электродов, разделённых на четыре основных категории.
Лучшие сварочные электроды с основным покрытием
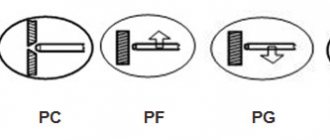
Электроды с основным покрытием применяются достаточно часто, поскольку не накладывают на сварку строгих ограничений. Свариваемые детали можно ориентировать в пространстве под любым углом – электрод работает во всех пространственных положениях. Кроме того, процессу получения неразъёмного соединения можно подвергать не только тонкие металлические изделия – толстые листы металла и толстостенные конструкции также подлежат сварке основным электродом. Единственное условие: данные процессы должны проходить при постоянном токе обратной полярности.
Какие электроды для сварки труб выбрать в 2021 – обзор ТМ + особенностей прутков
Ситуативность в процессе работы с трубами крайне высокая. Основной критерий распределения – это назначение трубопровода. Далее мы сделаем обзор электродов для труб высокого давления, нефтяных, газовых, тепловых, водопроводных, оцинкованных, отопительных и профильных.
Вольфрамовые электроды: продукция ГК СпецМеталлМастер
1) Выбор электродов для сварки труб под высоким давлением
Основное требование к сварочным швам в системах с высоким давлением – это прочность. Для получения качественного соединения требуется основательно проварить шов, а сделать это может далеко не каждый тип электрода.
Лучшие ТМ электродов для сварки труб высокого давления:
- ОК 53.70;
Электрод с основным типом покрытия и низким содержанием водорода. Используется для односторонней сварки в конструкциях общего назначения. Проплавка большой глубины и плоский шов на выходе позволят легко избавиться от шлаковой корки. Режим прокалки прутка 330-370 градусов на протяжении 2 часов. Напряжение холостого хода составляет 60В. Электрод особо хорош для сваривания заполняющих и облицовочных проходов на стыках труб. Стоимость за 1 кг от 175 рублей;
- МТГ-03;
Электрод ESAB с основным типом покрытия, который используется в ручной электродуговой сварке на токе постоянного типа (обратная полярность). Оптимальные конструкции для обработки швов должны состоять из углеродистых или низколегированных сталей перлитного класса. Прутки хорошо заходят для обработки неповоротных стыков. Прокалка на 370-390 градусах на протяжении часа. Стоимость от 250 рублей за 1 кг расходника;
- OK 55.00;
Наиболее дорогой вариант расходника для труб высокого давления. Стоимость за 1 кг начинается с 400 рублей и может достигать 450. Прутки хорошо заходят для высокопрочных низколегированных типов стали. Сварочные швы имеют высокий показатель стойкости к возникновению горячих трещин + ударную вязкость при низких температурах. Предел по текучести составляет 480 Мпа, а предел прочности составляет 590 Мпа. Показательно относительного удлинения – 28%.
К приемлемым альтернативам, которые чуть хуже представленных выше, относятся ОК 7470 и МТГ-01K. Ценник таких прутков начинается с 200 рублей и заканчивается 350 рублями за 1 килограмм.
2) Электроды для нефтепроводов и газопроводов
При строительстве крупных магистралей по транспортировке газа или нефти используются трубы крупных диаметров, потому о качестве сварки швов здесь стоит позаботиться в первую очередь. Даже мелкие бреши могут привести к потере десятков тонн сырья, а это громадная просадка в экономическом плане.
ТОП-3 варианта электродов для сварки газо- нефтепроводов:
- ЛБгп;
По диаметру данный тип прутков выпускается в 2.5, 3 и 4 миллиметра. В отношении наплавки пруток имеет показатель в 9.4 г/Ач. Расход материала составляет 1.8 килограмма на получение 1 кг чистого металла вдоль шва. Основное преимущество торговой марки – хорошая ударная вязкость и качество получаемого сварочного шва. Помогают таких показателей достигнуть вкрапления кремния, фосфора, серы и углерода. Стоимость от 180 рублей за 1 килограмм;
- LB-52U;
Марка имеет аттестацию от Национальной Ассоциации Контроля сварки. Документ подтверждает сертификацию в отношении использования прутков при строительстве и ремонте магистральных трубопроводов. Расходник хорошо поддерживает стабильную дугу и может использоваться в любом из пространственных положений.
Также проявляет хорошую ударную вязкость в холодных условиях + имеет высокую стойкость к растрескиванию. Базовые материалы для сваривания – углеродистая и низколегированная типы стали. Цена начинается от 470 рублей за 1 кг;
- УОНИ-13/55;
Марка с основным типом покрытия и коэффициентом наплавки в 9.5 г/А*ч. Расход материала для получения 1 килограмма наплавки составляет от 1.7 кг сырья. Предел текучести составляет 410 МПа, а ударная вязкость на уровне 260 Джоулей на сантиметр квадратный. Показатель относительного удлинения составляет 29%.
Вариативность по диаметру от 2 до 5 мм. В последнем случае на 1 кг материала приходится 11 единиц прутков. Время прокалки составляет 1.5 часа при температурном режиме в 350 градусов. Стоимость начинается 130 рублей за кг и доходит до 300 рублей.
К приемлемым альтернативам по пруткам для сваривания газо- и нефтепровода относится ОК-46, ЛБ-52 и некоторые вариации МТГ. Детальнее по данному вопросу следует консультироваться со штатным инженером, который руководит ремонтными или строительными работами.
Чем хороши электроды ОК-46 и кому они пригодятся
3) Электроды для теплосетей
Работа с тепловыми сетями подразумевает потоки горячей воды и паров. При сварочных работах электродами, используемыми в водопроводных системах, результат не будет оптимальным из-за разницы в температурном режиме эксплуатации. Здесь требуется особые марки прутков. Ниже представим наиболее популярные ТМ по соотношении цены к качеству в 2022 году.
ТОП-3 марки электродов для тепловых систем:
- Э-09Х1МФ;
Отличительной чертой прутков является температурный режим эксплуатации сварочных швов – до 580 градусов по Цельсию. По диаметру на рынке присутствуют вариации в 3,4 и 5 миллиметров. Для наплавки 1 кг чистого металла требуется использовать 1.6 кг электродов. Коэффициент наплавки составляет 9.5 г/А*ч.
Временное сопротивление разрыву до 490 МПа. Ударная вязкость на уровне 78 Дж на сантиметр квадратный. Допускают сварку в узкой разделке шва со скосом кромок в 15 градусов. Стоимость от 200 рублей за 1 кг;
- ЦЛ-9;
Весьма дорогая марка прутков с ценником от 440 рублей за 1 кг. По направлению использования являются универсальными, но ориентация идет на сварку двухслойных сталей со стороны легированного слоя. Также поддерживается ряд коррозионностойких марок (12Х18Н10Т, 12Х18Н9Т и другие).
Допустима сварка во всех положениях пространство кроме по вертикали сверху-вниз и постоянным током с обратной полярностью. Коэффициент наплавки составляет 11 г/А*ч, а для получения 1 кг металла, нужно использовать 1.7 кг электродов. Временное сопротивление разрыву 590 МПа;
- МР-3;
Распространённая марка, которая выпускается как российскими производителями, так и большинством иностранных (среди известны). Тип прутка Э46 с рутиловым или рутилово-основным типом покрытия. Используется для сваривания углеродистых или низколегированных сталей тепловых систем.
Одинаково себя проявляют как на переменном, так и постоянном токе. Коэффициент наплавки пуртка составляет 8.5 г/А*ч. Подбор можно осуществлять по диаметру прутка – от 3 до 6 либо типу покрытия.
К альтернативным торговым маркам вне списка выше также отнесем Э42А с толстым покрытием типа «У» и ЦЛ-20 с покрытием типа «Д». Ценник на данные прутки начинается от 200 рублей и выше за 1 килограмм.
4) Электроды для сварки трубопровода с водой
Если рассматривать бытовую ситуацию, — это прокладка под землей системы с поставкой воды к потребителям. Ранее данные системы делались только из чугуна, потому классические электроды для труб в старых системах, которые чаще всего и требуют ремонта, не подойдут.
Важно: при сварке труб с водой нужно обеспечить защиту шва от воздействия азота. Сделать это могут только прутки с толстым слоем покрытия.
Пропуская данный нюанс мимо ушей, сварщик получит соединение со слабым значением прочности, что приведет к скорой протечке и повторному ремонту.
ТОП-3 марки электродов для сварки труб с водой:
- МНЧ-2;
Стартовая цена в розницу от 180 рублей за 1 кг. По типу покрытия являются смешанными (П). Используют прутки для сваривания чугунных труб при постоянном токе. Рекомендуют для вертикальной сварки снизу-вверх и в нижнем пространственном положении. Коэффициент наплавки составляет 11.2 г/А*ч. Химический состав – никель (70%), железо (3%) и марганец с медью на остатке. Поставляется 3 диаметра сечения прутка – 3, 4 и 5 мм;
- ОЗЧ-2;
Электроды с кислым покрытием, основа которых является медь. Также имеются незначительные вкрапления никеля, марганца и железа. Выпуск по диаметрам от 3 до 5 мм. с шагом в 1 пункт. На 1 кг электродов приходится от 7 до 24 штук в зависимости от сечения. При сваривании требуется использовать короткие валики в 3-5 см.
Предварительно требуется прокалка в 1 час при температуре в 200 градусов. Твердость наплавленного металла составляет 170 НВ, а временное сопротивление – 250 МПа. Для получения 1 кг чистого металла с наплавки требуется использовать 1.7 кг прутков. Стоимость начинается от 500 рублей за 1 кг;
- ЦЧ-4;
Прутки для работы с чугуном, который обойдутся сварщику от 400 до 900 рублей за 1 кг в зависимости от диаметра электрода. Покрытие материала основное (Б), а ориентация по сварке приоритетная в нижнем пространственном положении. Коэффициент наплавки составляет 10.0 г/А*час.
Для получения 1 кг чистой наплавки металла потребуется использовать 1.8 кг электродов. Твердость получаемой наплавки – 180 НВ. Прутки выпускаются в диаметрах 3,4 и 5 мм с поддержкой по силе тока от 65 до 150 А.
Среди прочих стоящих вариантов для сварки труб из чугуна отнесем марки УОНИ, ОЗС, АНО, ЦУ-5, KOBELKO LB-52U и ESAB. Если трубопровод с водой сделан из нержавеющей стали, то рационально применить прутки ЦЛ-11.
Как выбрать электроды по нержавейке
Разбор популярных марок электродов для сварки труб:
Лучшие сварочные электроды с рутиловым покрытием
Рутиловые электроды набрали большую популярность среди сварщиков за счёт комбинации полезных характеристик. Они обладают облегчённым розжигом, имеют высокую устойчивость к сырости, а также могут использоваться на постоянном и переменном токе. К числу их недостатков можно отнести невозможность сваривания конструкций из высокоуглеродистой стали, прямую зависимость качества шва от режимов сварки, а также необходимость тщательного проведения подготовительных операций (таких как сушка и прокалка поверхности).
Трубы НКТ
Особым является решением вопроса, какими электродами варить трубу НКТ. В силу своего ответственного назначения трубы НКТ имеют усиленные требования к своим характеристикам, касающихся условий эксплуатации. Их можно удачно сваривать электродами МР-3. Также для этой цели возможно применение электродов УОНИ 13/45 и 13/55.