Подшипники качения, поступившие на сборку с истекшим сроком хранения (консервации), должны быть расконсервированы. Подшипники качения расконсервируют в минеральном масле (индустриальное 12 или 20), с нагревом до температуры 90°С. После остывания подшипники промывают в бензине с добавлением 6-8% минерального масла (индустриальное 12). Точные подшипники должны быть установлены в сборочные единицы не позже чем через 2 часа после их расконсервации.
Установку подшипников на посадочные места при условии, что заданная посадка вызывает образование натяга между сопряженными поверхностями, осуществляют при помощи ручного или гидравлического пресса, а в случае значительной величины натяга – с предварительным нагревом подшипников (при посадке внутреннего кольца на вал) либо корпуса (при посадке наружного кольца в корпус).
Установка подшипников с посадками, при которых между сопряженными поверхностями должен быть гарантирован зазор или незначительный натяг, осуществляют при помощи ударного инструмента либо от руки.
При этом необходимо учитывать, где должно быть расположено вращающееся кольцо подшипника – на валу или в корпусе.
Основные приемы монтажа подшипников
При монтаже подшипников необходимо особо тщательно следить за чистотой рабочего места, монтажного инструмента и сопрягаемых деталей.
При сборке следует обратить внимание, чтобы на деталях были предусмотрены элементы, которые обеспечивали бы более точный и облегченный монтаж и демонтаж подшипника. Вот некоторые из них:
- на шейке вала и у расточки корпуса или стакана должны быть фаски;
- поверхность опорных шеек под подшипники качения с внутренним кольцом качения и без внутреннего кольца должна быть не ниже 46 HRC;
- диаметр шейки вала под посадку внутреннего кольца подшипника должен быть больше, чем диаметры предыдущих участков вала, чтобы кольцо подшипника свободно проходило через них.
В отдельных случаях допускают равенство номинальных диаметров участков вала, посадочного места и расположенного перед ним. Однако при этом обработка обоих участков должна быть выполнена с различными допусками так, чтобы нагретый в минеральном масле до t=100°С подшипник проходил свободно на посадочное место.
Посадка подшипников на валы, в гнезда корпусов деталей может быть выполнена вручную, с помощью ручных, гидравлических или пневматических прессов, с подогревом в горячем масле (80-90°С) или с охлаждением твердой углекислотой – сухим льдом (температура мину. 11-80°С).
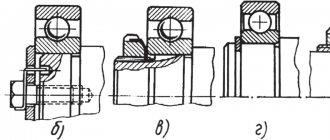
Для запрессовки шарикоподшипника на шейку вала могут быть использованы ручные приспособления – монтажные стаканы и оправки (рис. 1; а, б, в). Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для запрессовки подшипников на валы, имеющие на конце резьбу, часто используют гаечные и винтовые устройства (рис. 1, г).
При всех способах монтажа подшипников на валы и в корпусы необходимо соблюдать следующие основные правила.
Прикладывать усилие запрессовки только к тому кольцу подшипника, которое устанавливается на посадочное место с натягом (рис. 1, д).
Рис. 1. Приспособление для запрессовки подшипников: а – запрессовка подшипника с помощью оправки и ручного пресса; б – с помощью стакана 1 и кольца 2; в – с помощью ручной оправки; г – с помощью гаечного устройства; 1 – гайка; 2 – корпус; 3 – шайба; 4 – державка
При одновременной установке подшипника на вал и в корпус усилие запрессовки передавать через оба кольца (рис. 1; б, в).
Для установки кольца подшипника на посадочное место без перекоса усилие запрессовки должно распределяться равномерно по всей торцовой поверхности кольца. Для этой цели следует пользоваться специальными монтажными оправками, трубами или кольцами. При установке подшипника при помощи молотка и медной выколотки необходимо наносить удары поочередно по всем точкам монтируемого кольца, причем каждый последующий удар наносить в диаметрально противоположной зоне торца кольца.
Не следует применять таких способов монтажа подшипников, при которых усилие запрессовки может передаваться на тела качения, а также не следует наносить удары молотком непосредственно по кольцам подшипников.
Монтажные приспособления должны быть выполнены так, чтобы при запрессовке подшипников усилия не передавались на сепаратор.
При прогреве подшипников, монтируемых на валы, следует применять ванны с электрическим подогревом или сдвоенные баки; один из баков (внутренний) наполняется маслом, а другой (наружный) – водой, которую доводят до кипения. Прогрев подшипников ведется в минеральном масле, нагретом до 80-90°С. Прогрев корпусов осуществляют погружением их в нагретое масло либо путем обдувки горячим воздухом.
Существенную роль в обеспечении нормальной работы подшипниковых узлов имеет правильное крепление колец подшипников на валу и в корпусе.
Вращающееся кольцо подшипника на валу не должно проворачиваться, так как это ведет к износу посадочных мест. Это достигается гарантированным натягом.
Для предотвращения перемещения под действием осевого усилия кольца закрепляются на валу с помощью специальных устройств.
При наличии больших осевых усилий и высоких угловых скоростей крепление колец подшипников должно быть особенно надежным. Следует помнить, что осевое крепление колец не может обеспечить закрепление их от проворачивания, если не предусмотрена надлежащая посадка.
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом По-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
Посадки подшипников на вал и в корпус
Внутренние кольца подшипников часто закрепляют на валах посредством только соответствующей посадки (рис. 2, а).
Рис. 2. Основные схемы крепления подшипников на валу: а – неподвижное соединение по прессовой посадке; б – торцовой шайбой с винтом и стопорной планкой; в – круглой шлицевой гайкой и стопорной шайбой; г – стопорным кольцом; д – конусной разрезной втулкой и натяжной круглой гайкой и стопорной шайбой
Выбор характера посадки подшипника на вал и в корпус зависит от ряда факторов: типа и размера подшипника, условий его эксплуатации, величины, направления и характера нагрузок, класса точности подшипника, нагружения неподвижного кольца.
Различают следующие виды нагружения неподвижных колец: местное циркуляционное и колебательное.
Местная нагрузка воспринимается ограниченным участком дорожки качения и передается на ограниченный участок корпуса.
Циркуляционная нагрузка воспринимается всей окружностью дорожки качения и передается на всю опорную поверхность корпуса. Это наблюдается в том случае, когда вектор нагрузки вращается.
Колебательная нагрузка распространяется на определенный участок невращающегося кольца, например, при качательном движении.
Для вращающегося кольца, передающего внешнее усилие, следует назначать неподвижные посадки, например, в редукторах внутреннее кольцо подшипника должно насаживаться на вал с натягом. Наружное кольцо подшипника, сопряженное с неподвижной частью машины, должно иметь посадку, обеспечивающую весьма малый натяг или даже небольшой зазор, дающий возможность кольцу при работе несколько проворачиваться относительно своего посадочного места, что обеспечивает более равномерный износ беговых дорожек.
Посадка внутреннего кольца подшипника на вал или ось осуществляется по системе отверстия, а наружного кольца в корпус – по системе вала.
В связи с этим соединение внутренних колец подшипников с валами при переходных посадках будет фактически неподвижным с гарантированным натягом. При осуществлении неподвижной посадки следует очень тщательно следить за тем, чтобы соединение имело определенный натяг: ослабление посадки ведет к проскальзыванию вала по внутреннему кольцу, температура подшипника резко повышается, и он выходит из строя. При увеличенном натяге внутреннее кольцо подшипника расширяется, радиальный зазор между внутренним и наружным кольцом уменьшается. Это может привести к заклиниванию тел качения: подшипники нагреваются и быстро разрушаются.
Особенно тщательно следует осуществлять посадки радиальных шарикоподшипников. Шейки валов и расточенные отверстия корпусов с грубо обработанными посадочными поверхностями не должны допускаться к монтажу.
Шероховатость обработки и геометрические формы посадочных мест в значительной степени влияют на долговечность подшипников.
Овальность, конусность и биение заплечиков должны быть в пределах допусков, установленных для поверхностей, сопрягаемых с подшипниками.
Следует помнить, что от точности заплечиков валов и корпусов, а также размеров галтелей вала зависит нормальная работа подшипников качения и всего узла. При сборке необходимо следить за тем, чтобы заплечики валов и корпусов были строго перпендикулярны к оси вала, и кольца подшипников плотно прилегали к заплечикам по всей поверхности.
Размеры заплечиков вала и корпуса должны быть такими, чтобы при действии значительной осевой нагрузки торцы заплечиков не сминались. Однако очень большие заплечики затрудняют демонтаж подшипников, так как в этом случае захватить кольцо подшипника, из-за выступающего заплечика, не представляется возможным. Нормальная высота заплечиков ориентировочно должна быть равна 1/2 толщины внутреннего кольца. Если нельзя предусмотреть заплечики нормальной высоты, то применяют специальные упорные кольца.
Радиус галтели вала должен быть всегда несколько меньше, чем радиус фаски внутреннего кольца подшипника. То же относится к наружному кольцу.
При проектировании валов часто вместо галтелей делают проточки. Однако они ослабляют вал, вызывая концентрацию напряжений, и поэтому ими можно заменять галтели только в том случае, если вал имеет значительный запас прочности.
В тяжело нагруженных валах максимальные напряжения сосредоточиваются на посадочных местах вала у заплечиков. В таких случаях делать выточки и даже галтели нежелательно. Рекомендуется применять плавный конусный переход и ставить специальную упорную шайбу.
Установка конических роликоподшипников
Особенностью конструкции конического роликового подшипника является то, что сепаратор выступает за пределы наружного кольца на m и n (рис. 3, а). Это следует учитывать при установке смежных с подшипниками деталей, например, шлицевых гаек (рис. 3, б), или при установке двух рядом расположенных подшипников (рис. 3, в).
Смежная деталь должна отстоять от торца наружного кольца конического роликоподшипника на b=4…6 мм. Чтобы цилиндрические поверхности смежных деталей не касались сепаратора, высоты h1 и h2 не должны превышать величин: h1=0,1(D–d); h2=0,05(D–d).
Рис. 3. Установка конических роликоподшипников
Именно поэтому в очень распространенном креплении конического подшипника шлицевой гайкой (рис. 3, б) между торцами внутреннего кольца подшипника и гайки устанавливают дистанционную втулку 1. Примерно половиной своей длины втулка 1 заходит на вал диаметром d, выполненным под установку подшипника, а оставшейся длиной перекрывает канавку для выхода инструмента при нарезании резьбы.
Регулировка зазоров в подшипниках
Регулировка зазоров в подшипниках оказывает большое влияние на их долговечность и точность работы всего механизма. Различают два вида зазоров: радиальный и осевой. В процессе монтажа и эксплуатации подшипников эти зазоры изменяют свою величину.
Перед монтажом подшипник имеет так называемый начальный зазор, после установки подшипника в узле – посадочный зазор и, наконец, в процессе эксплуатации – рабочий зазор.
Рабочий зазор в радиально-упорных и упорных подшипниках должен быть таким, чтобы, с одной стороны, осуществлялось легкое вращение вала, а, с другой стороны, при температурном удлинении вала не защемлялись тела качения.
Регулировку радиально-упорных и упорных подшипников часто приходится осуществлять во время их эксплуатации, чтобы компенсировать зазоры, образующиеся от износа. Осевые и радиальные зазоры в радиально-упорных и упорных подшипниках имеют определенную геометрическую зависимость.
Оптимальная осевая игра (зазор) в подшипниках регулируемого типа зависит от многих факторов: конструкции и размера подшипников, температуры узла во время работы, жесткости опор, точности посадочных мест; поэтому величина осевой игры устанавливается индивидуально для каждого узла.
Следует учитывать, что отсутствие зазора, так же как и чрезмерно большой зазор, ведет к быстрому износу подшипников. Исключение составляют узлы точных станков, которые монтируются на подшипниках с предварительным натягом.
Радиально-упорные подшипники и особенно роликовые конические лучше работают при малой осевой игре.
Если в узле обеспечена высокая точность расточки посадочных мест, расстояние между подшипниками невелико и нет опасения защемления тел качения, то следует выбирать нижние пределы осевой игры.
Если вышеуказанные условия в узле не выполняются, то пределы осевой игры выбираются по табл. 1, 2 и 3 с учетом теплового удлинения вала.
Таблица 1. Примерные значения осевой игры для регулировки конических роликоподшипников
| Пределы диаметров вала, мм | Серия подшипников | Пределы осевой игры, мм |
| До 30 | Легкая | 0,02-0,04 |
| Легкая широкая | 0,03-0,09 | |
| Средняя и средняя широкая | 0,04-0,10 | |
| 30-50 | Легкая | 0,03-0,07 |
| Легкая широкая | 0,04-0,10 | |
| Средняя и средняя широкая | 0,05-0,12 | |
| 50-80 | Легкая | 0,04-0,07 |
| Легкая широкая | 0,05-0,12 | |
| Средняя и средняя широкая | 0,06-0,14 | |
| 80-120 | Легкая | 0,05-0,08 |
| Легкая широкая | 0,06-0,14 | |
| Средняя и средняя широкая | 0,07-0,17 |
Таблица 2. Примерные значения осевой игры для регулировки радиально-упорных шарикоподшипников
| Пределы диаметров вала, мм | Серия подшипников | Пределы осевой игры, мм |
| До 30 | Легкая | 0,02-0,06 |
| Средняя и тяжелая | 0,03-0,09 | |
| 30-50 | Легкая | 0,03-0,09 |
| Средняя и тяжелая | 0,04-0,10 | |
| 50-80 | Легкая | 0,04-0,10 |
| Средняя и тяжелая | 0,05-0,12 | |
| 80-120 | Легкая | 0,05-0,12 |
| Средняя и тяжелая | 0,06-0,15 |
Таблица 3. Примерные значения осевой игры для регулировки двойных упорных подшипников
| Пределы диаметров вала, мм | Серия двойных подшипников | Предел осевой игры, мм |
| До 30 | Легкая | 0,03-0,08 |
| Средняя и тяжелая | 0,05-0,11 | |
| 30-50 | Легкая | 004-0,10 |
| Средняя и тяжелая | 0,06-0,12 | |
| 50-80 | Легкая | 0,05-0,12 |
| Средняя и тяжелая | 0,07-0,14 | |
| 80-120 | Легкая | 0,06-0,15 |
| Средняя и тяжелая | 0,1-0,18 |
В зависимости от схемы установки подшипников осевая игра регулируется: прокладками между корпусом и торцом крышки (рис. 4; а, б); резьбовыми кольцами на валу или в корпусе; гайкой и специальной шайбой (рис. 4, в) и др.
В данной схеме в фиксированной опоре вала устанавливают два подшипника (рис. 4). Внутренние кольца подшипников обеих опор закрепляют на валу. Наружные кольца подшипников, расположенных в фиксированной опоре, закрепляют в корпусе. Наружное кольцо подшипника плавающей опоры оставляют свободным.
Рис. 4. Конструкция узла опоры с фиксированной парой подшипников
В фиксированной опоре радиальные и осевые зазоры сводятся к минимуму соответствующей регулировкой, и «игра» валов почти отсутствует. Жесткость опоры увеличивается. Кроме того, расположение двух подшипников в фиксированной опоре увеличивает и жесткость вала.
Рис. 5. Схема определения осевой игры вала
Геометрическая зависимость в коническом роликоподшипнике между зазором g по линии давления (перпендикулярно образующей дорожки качения наружного кольца), радиальным зазором А (перпендикулярно оси вращения подшипника) и осевой игрой S (параллельно оси вращения подшипника) (рис. 5) определяется следующими формулами:
g=λcosβ;
g=2Ssinβ;
λ=2Stgβ,
где β – угол между образующей конуса наружного кольца подшипника и осью подшипника.
Величина осевой игры S влияет только половину полной осевой игры вала, смонтированного на двух конических роликоподшипниках. То же относится и к случаям установки вала на двухили четырехрядных конических роликоподшипниках.
Регулировка осевой игры радиально-упорных шарикоподшипников при помощи прокладок производится следующим образом: надевают комплект прокладок на одну из крышек, устанавливают ее в корпус и зажимают болты до отказа.
Вторую крышку (без прокладок) также ставят на место; несколько не дожав болты до конца, проворачивают вал. Затем сильно зажимают болты крышки, добиваясь такого положения, чтобы вал проворачивался туго (зазор полностью уничтожен).
Далее замеряют щупом зазор между фланцем крышки и корпусом. К величине найденного щупом зазора прибавляют величину необходимого осевого зазора (осевой игры). Эта сумма размеров и составляет необходимую толщину комплекта прокладок для регулирования осевой игры. Осевая игра распределяется между двумя подшипниками.
Крышку без прокладок после измерения величины осевой игры следует снять, подобрать комплект прокладок и снова поставить с прокладками, зажать болты до отказа и при этом проворачивать вал от руки.
Если вал вращается туго, то необходимо добавить еще одну тонкую прокладку, после этого следует проверить величину полученной осевой игры (при помощи индикатора или щупа):
α–δt=1…2 мм.
Например, короткие валы при отсутствии значительного нагрева можно крепить посредством двух опор. При сборке для предупреждения защемления тел качения в радиальных подшипниках предусматривают минимальный осевой зазор а=0,2…0,3 мм между крышкой подшипника и наружным кольцом, а в радиально-упорных – осевую регулировку путем изменения общей толщины набора прокладок б между фланцем крышки подшипника и его корпусом (рис. 6).
Рис. 6. Конструкция сборочной единицы для регулировки зазора
После того как установится при работе узла нормальный тепловой режим, зазор уменьшается до нормальных пределов или исчезает. Величину начального зазора а устанавливают обычно для каждого изделия опытным путем.
Поэтому данная схема осевой фиксации валов применяется при относительно коротких валах и при дуплексировании (подборе пар подшипников для установки с предварительным натягом) упорных шарикоподшипников, которые применяются в быстроходных механизмах.
Точность регулировки подшипников в значительной степени зависит от качества прокладок, которые должны быть изготовлены точно (штампованная калиброванная латунь или мягкая сталь).
Регулировка осевой игры радиально-упорных подшипников при помощи резьбовых колец на валу производится следующим образом: внутреннее кольцо подшипника зажимают резьбовым кольцом до полного уничтожения зазора в подшипниках. Затем резьбовое кольцо несколько отворачивают на 1/3 или 1/4 оборота, в зависимости от шага резьбы и требуемого осевого зазора, добиваясь свободного проворота вала; после этого резьбовое кольцо стопорят.
При регулировании прокладками зазора в конических роликоподшипниках сначала зажимают крышку без прокладок до тех пор, пока вал не будет провертываться очень туго. Затягивая гайки или винты, вал нужно повернуть на несколько оборотов, чтобы ролики подшипника имели возможность правильно установиться.
При зажатой до конца крышке зазора в подшипнике нет. Замеряя в этом положении в двух-трех местах зазор А (рис. 7, а) между крышкой 1 и корпусом и прибавляя к нему требуемое осевое перемещение вала С, определим толщину Т калиброванной прокладки 2, которую нужно подложить под крышку, т. е. Т=А+С.
Рис. 7. Схемы регулирования зазора в конических роликоподшипниках: а – крышкой; б – болтом 4 в промежуточную крышку 3; в – втулкой 6 и угольником 7
При регулировании зазора в подшипнике болтом 4 и гайкой 5 (рис. 7, б) сначала их затягивают до тугого провертывания вала (это показывает, что зазоры выбраны правильно). Затем по величине шага Р резьбы определяют, на какой угол φ следует провернуть винт или гайку обратно, чтобы получить требуемый зазор: φ=С/(Р•360°) (обычно – это четверть оборота).
Съемники подшипников
Общий каталог «Изделий SKF для технического обслуживания и смазочные материалы» Купить механические съемники для подшипников в интернет-магазине Купить гидравлические съемники для подшипников в интернет-магазине Купить обратные съемники для подшипников в интернет-магазине Купить реверсивные съемники для подшипников в интернет-магазине
Компания SKF предлагает крупный ассортимент съемников, с различными типами захвата: внешние, внутренние и с глухим захватом.
Ассортимент включает механические и гидравлические съёмники, а также съёмники с гидроусилителями для больших демонтажных усилий.
Съемники от компании SKF способствуют снижению риска повреждения деталей и травматизму персонала.
В нашем интернет-магазине вы можете приобрести съемники:
- Механические съемники
- Гидравлические съемники
- Обратные съемники
- Реверсивные съемники
Механические съемники
Тяжёлые механические съёмники SKF серии ТММР обеспечивают точную центровку и отсутствие повреждений валов при демонтаже средних и крупногабаритных подшипников.
- Съёмники с тремя захватами с максимальным демонтажным усилием от 6 до 15 Т-с (от 13 500 до 33 700 фунтов-силы)
- Уникальная рычажная система обеспечивает надёжный захват и позволяет исключить перекосы при демонтаже
- Быстрая и эффективная работа
- Оксидированная высококачественная сталь с высокой коррозионной стойкостью
| Техническая спецификация тяжёлых механических съёмников SKF серий TMMP и TMHP SKF |
| 207 KB Русский,pdf |
| Руководство по эксплуатации серии TMMP SKF |
| 296 KB English,pdf |
Комплект гидравлических съемников
Съёмник SKF TMHP 10E оснащён гидроприводом, который позволяет создавать демонтажное усилие до 100 кН (11,2 тс).
Этот универсальный комплект включает три набора захватов разной длины, из которых может быть собран съёмник с двумя или тремя захватами (в зависимости от имеющегося пространства и способа применения).
Основные преимущества данного съемника это:
Высокое усилие съёма, до 100 кН (11,2 тс), позволяет съёмнику решать самые разные задачи
Захваты трёх разных размеров максимальной длиной до 200 мм (7,9 дюйма) позволяют использовать съёмник TMHP 10E в самых разных местах
Самофиксирующиеся захваты снижают риск соскальзывания съёмника с детали под нагрузкой
Гидропривод позволяет осуществлять лёгкий и быстрый демонтаж
Для предотвращения перегрузки гидропривод оборудован предохранительным клапаном, ограничивающим усилие величиной в 100 кН (11,2 тс)
Большой ход гидропривода, 80 мм (3,1 дюйма), позволяет осуществить демонтаж за одну операцию
Удлинители гидропривода позволяют быстро настраивать его на требуемую демонтажную длину
Подпружиненный упор гидропривода позволяет легко центрировать съёмник без риска повреждения вала
Гидравлические съёмники SKF TMHP 15,TMHP 30 и TMHP 50 соединяют в себе большую мощность и безопасность. Эти самоцентрирующиеся съёмники незаменимы там, где требуются очень большие усилия!
Как особенности данных съемников, можно выделить:
- Гидравлические съёмники с максимальным демонтажным усилием 15, 30 и 50 Т-с (от 33 700 до 112 700 фунтов-силы)
- Рычажная система обеспечивает равномерное распределение демонтажных усилий и снижает риск повреждения вала или подшипника
- Большая мощность и удобство эксплуатации (самоцентровка, подъёмная рукоятка, рым-болты и т.д.)
- Может поставляться отдельно или в комплекте с гидравлическим насосом SKF TMJL 100
Обратные съемники TMBS
Легкий демонтаж в ограниченном пространстве!
Обратные съёмники SKF TMBS 150E с большим демонтажным усилием предназначены для демонтажа подшипников в тех случаях, когда обычные съёмники неприменимы из-за ограниченного пространства или глубокой посадки подшипника. Съёмник TMBS 150E оборудован гидроприводом.
Особенности съёмника TMBS 150E:
- Специальная разборная конструкция съёмника SKF TMBS 150E легко позволяет вставить съёмник между подшипником и заплечиком на валу, даже в условиях ограниченного пространства
- Чёткий захват внутреннего кольца подшипника предотвращает перекос и снижает усилие, требуемое для демонтаж
- Высокое усилие, до 100 кН, позволяют использовать съёмник TMBS 150E для решения широкого круга задач по демонтажу подшипников и других деталей
- В комплекте со съёмником TMBS 150E поставляется полный комплект необходимых гидравлических принадлежностей, что позволяет легко модифицировать съёмник под конкретную ситуацию
- Удлинители для съёмников TMBS 100E и TMBS 150E позволяют легко и быстро настроить их на необходимую длину съёма
- Для предотвращения перегрузки, гидроцилиндр оборудован предохранительным клапаном, который ограничивает до 100 кН усилие съём
- Подпружиненный упор гидроцилиндра позволяет легко центрировать съёмник на валу, не повреждая его
- Большой ход штока гидроцилиндра, 80 мм, позволяет производить демонтаж за один заход
- Насос для создания силы более эффективен и требует меньших усилий, чем механический винт
- Удлинители гидроцилиндра позволяют быстро настраивать его на требуемую длину съёма
| Технические характеристики гидравлических и обратных съёмников SKF |
| 543 KB Русский,pdf |
Реверсивные съемники.
Удобные и прочные съёмники для демонтажа деталей с захватом как снаружи, так и изнутри!
Универсальные реверсивные съёмники SKF подходят для демонтажа подшипников и других компонентов, таких как шестерни и шкивы, с захватом как снаружи, так и изнутри. Стандартный ассортимент из восьми съёмников подходит для широкого диапазона размеров подшипников и компонентов. Четыре съёмника самых крупных размеров могут комплектоваться захватами увеличенной длины в стандартном исполнении (TMMR ..XL), что расширяет универсальность съёмников TMMR ..F. Захваты увеличенной длины упрощают демонтаж подшипников и компонентов, расположенных на удалении от конца вала. Длину данных захватов также можно увеличить с помощью удлинителей.
Что можно выделить, говоря, об этом типе съемников?
- Универсальный инструмент, необходимый для любой мастерской, подходит для демонтажа деталей с захватом как снаружи, так и изнутри
- Самофиксирующиеся захваты упрощают регулировку ширины захвата
- Шестигранная головка под ключ на основании позволяет вращать съёмник и подшипник во время демонтажа, что упрощает работу
- Широкий диапазон захвата от 23 мм (0,9 дюйма) (внутренний) до 350 мм (13,8 дюйма) (наружный) позволяет демонтировать многие подшипники и компоненты
- В отличие от многочисленных аналогичных съёмников, данные съёмники можно использовать с полной номинальной нагрузкой без риска остаточной деформации их захватов
- Захваты и основание оцинкованы и пассивированы, что увеличивает коррозионную стойкость и упрощает очистку
- Удобные в установке и снятии удлинители захватов увеличивают общую длину захвата. Удлинители не снижают общую прочность съёмника
- Реверсивные съёмники SKF также могут поставляться в виде трёх комплектов съёмников со стойкой
| Технические характеристики реверсивных съёмников серии TMMR F и XL SKF |
| 576 KB Русский,pdf |
| Руководство по эксплуатации реверсивных съёмников серии TMMR F и TMMR XL SKF |
| 1,75 Mb English,pdf |
| Руководство по эксплуатации комплектов TMMR SKF |
| 411 KB English,pdf |
Техноберинг желает вам удачных и надежных приобретений!
По вопросам приобретения съемников SKF, обращайтесь к нашим менеджерам, по бесплатному номеру
8. Также принимаем запросы на почту
По материалам https://www.skf.com
Дуплексация подшипников
К работе целого ряда подшипников предъявляются особо высокие требования (узлы точных приборов, авиационных двигателей, шпиндели точных станков и т. п.).
Вибрации валов, которые возникают при наличии даже нормальных зазоров, для этих узлов недопустимы.
Зазоры в подшипнике и упругие деформации его элементов под действием рабочей нагрузки вызывают осевые и радиальные вибрации вала. Уничтожение в подшипниках качения осевого и радиального зазоров (осевой и радиальной игры) и значительное повышение жесткости комплекта подшипников качения может быть обеспечено созданием предварительного натяга, т. е. приложением предварительной осевой нагрузки, в результате чего возникает начальная упругая деформация и исчезают осевые зазоры в комплекте.
Если затем к подшипнику приложить рабочую осевую нагрузку, то относительное перемещение его колец будет значительно меньше, чем до создания предварительного натяга. Следует иметь в виду, что по мере износа тел и дорожек качения в процессе эксплуатации или длительных испытаний величина предварительного натяга будет уменьшаться. Для сохранения предварительного натяга одно из колец подшипника смещают в осевом направлении устройством для компенсации износа или деформации деталей узла подшипников на величину, соответствующую значению натяга.
Предварительный натяг осуществляется различными способами. Для этого применяют дистанционные кольца h2 (рис. между внутренними и наружными кольцами подшипников, крышки с резьбой и специальные пружины (рис. 9), компенсирующие износ и деформацию деталей узла подшипников.
Рис. 8. Дуплексация подшипников: а – определением размера внутреннего кольца; б – определением размера наружного кольца
Рис. 9. Прорезная пружина: а – общий вид; б – осевое сечение (1 – прорезь, 2 – перемычка)
В понятие дуплексации подшипников входит подбор комплекта шариковых радиально-упорных подшипников, доработка посадочных поверхностей и деталей, их соединяющих, для выбора зазоров и создания натяга.
Точность сопрягаемых с подшипниками деталей должна соответствовать точности применяемых в узле подшипников. Например, цилиндричность и конусность отверстия шариковых радиально-упорных подшипников для внутришлифовального шпинделя станка, параллельность беговой дорожки и торцов, радиальное биение и параллельность торцов подшипников – не более 0,5 мкм. Допуск точности шариков по размеру и форме – не более 0,125 мкм. Разброс угла контакта шариков с дорожками качения – не более 1-2° у пары подшипников. Эти параметры проверяются и по результатам проверки подбираются пары подшипников с примерно одинаковыми параметрами.
При дуплексированной установке этой пары подшипников необходимо обеспечить точность шеек шпинделя и посадочных отверстий в корпусе под подшипники: круглость — 0,5-2 мкм, овальность – 1-3 мкм, радиальное биение относительно оси – 1-2 мкм, несоосность отверстий под подшипники в корпусе – 2 мкм на длине 400 мм, шероховатость поверхности – Ra=0,025-0,1 мкм. Эти параметры должны быть проверены перед сборкой.
В зависимости от радиального размера подшипников величина осевого усилия, которым обеспечивается предварительный натяг подшипников, может изменяться от 30 до 60 кГ. При монтаже дуплексированных подшипников следует придерживаться следующих рекомендаций:
- подшипники должны подбираться парами, с примерно одинаковыми параметрами;
- максимумы радиального биения внутренних колец подшипников и максимум радиального биения посадочной шейки вала, на которую должны быть смонтированы кольца подшипников, должны быть направлены в противоположные стороны, а максимальное торцовое биение колец подшипников должно быть направлено в сторону, противоположную максимальному торцовому биению заплечиков валов;
- наружные кольца подшипников следует устанавливать в посадочные отверстия корпуса так, чтобы максимумы радиального биения всех подшипников были направлены в одну сторону.
При ремонте конкретных узлов с дуплексированными подшипниками целесообразно пользоваться руководством по эксплуатации и учитывать при этом конструктивные особенности механизма.
Универсальный съемник подшипников ступицы своими руками
Покупка съёмника не всегда оправдывается, так как применяется при эксплуатации и ремонте авто не так часто, поэтому если есть желание, можно сделать инструмент своими руками.
Так же у самодельных инструментов есть преимущества:
- Проверенный материал.
- Возможность сделать под свои размеры.
- Стоимость ниже, чем у покупного приспособления.
- Возможность доделки или переделки.
Трех захватный самодельный инструмент
Данный тип инструмента самый сложный в изготовлении, так как имеют своеобразную форму деталей, и нуждается в точных размерах для их сопряжения.
Требуемые инструменты и материалы:
- Болгарка с отрезным диском по металлу;
- Лист 1 м2 толщиной 10-20 мм;
- Шпилька М18×1,5х 400 мм;
- Две гайки М18×1,5 высота 20 мм;
- Отрезок трубы наружный диаметр 89 мм, толщина стенки 7 мм;
- Болты М10 для подвески лапок в проушины;
- Сварочный аппарат.
Лапы вырезают из листа 10-20 мм, L = 200-220 мм, крестовину изготавливают из гайки М18×1,5, либо вырезают болгаркой из цельного листа. Размечают контуры крестовины, вырезают, по центру сверлят отверстие, затем метчиком М18×1,5 нарезают резьбу.
Второй вариант: приварить к листу гайку, вместо нарезки резьбы. В проушинах делают отверстия под болты М8 или М10.
Видео: «Изготовление трех захватного приспособления»
Чашечный съёмник
Основная часть инструмента: шпилька М18, чашка и сменные диски. Болт с резьбой и гайку можно подобрать в магазине, а вот остальные детали придется заказывать у токаря по эскизу или чертежу.
Монтаж игольчатых подшипников
Сборку подшипниковых сборочных единиц, в опорах которых применяют свободные игольчатые ролики, выполняют при помощи вспомогательных втулок. Диаметр наружной поверхности таких втулок должен быть на 0,2-0,3 мм меньше диаметра шейки вала с беговой дорожкой под игольчатые ролики.
На поверхность дорожки качения в отверстии корпуса наносят слой консистентной мази (используемой для смазки подшипникового узла), на которую «наклеивают» иглы в один или несколько рядов. В образовавшееся отверстие вводят вспомогательную втулку; благодаря уменьшенному (против диаметра вала) размеру диаметра наружной поверхности втулка легко входит в отверстие между иглами. К торцу вспомогательной втулки плотно прижимают монтируемый вал и вместе со вспомогательной втулкой проталкивают в отверстие (рис. 10).
Рис. 10. Монтаж игольчатого некомплектного подшипника
Вспомогательная втулка в процессе установки вала на свое место удерживает иглы на поверхности отверстия и не дает им возможности выпасть из отверстия, а монтируемый вал своей фаской прижимает иглы к поверхности дорожки качения в корпусе.
Комплектные игольчатые подшипники (с наружным и внутренним кольцами), а также с тонкостенным штампованным наружным кольцом монтируют теми же способами, которые применимы для установки подшипников других типов с массивными кольцами. При этом посадка подшипников со штампованным наружным кольцом в корпус должна осуществляться только при помощи ручного или механического пресса, так как даже легкие местные удары молотка через медную выколотку по тонкостенному кольцу вызывают его деформацию и повреждения. Наиболее целесообразно пользоваться специальными приспособлениями (рис. 11).
Рис. 11. Приспособление для монтажа игольчатого некомплектного подшипника с тонкостенным штампованным наружным кольцом
Виды съемников подшипников ступицы
Изучите сводную таблицу, в которой представлены несколько основных типов ССП, а так же конкретные рекомендуемые модели.
| Тип и модель | Применение | Средняя цена, руб. |
| С 3-лапами | Снятие деталей с осей и валов, в том числе обойм шарикоподшипников задних ступиц. | 2000—3000 |
| С 2-лапами | Снятие деталей с осей и валов, в том числе подшипников ступиц задних колёс. | 1000—2000 |
| Чашечный с набором оправок | Снятие и запрессовка деталей в отверстия, в том в поворотные кулаки и подшипники ступиц передних колес. | 6000—8000 |
Какие съемники нужны для снятия и запрессовки ступичных подшипников
Для переднего и заднего колеса рекомендуется использовать два вида инструмента: с тремя или двумя лапами и чашечный съемник – это минимальный набор съемного инструмента для правильного и безопасного снятия и запрессовки деталей ступичных узлов.
Стаканы для подшипников
Для размещения опор валов, состоящих из нескольких подшипников, применяют стаканы (рис. 12). Стаканы обычно выполняют из чугунного литья марки СЧ15 и из стали, которые применяют в чугунном или силуминовом корпусе при значительных нагрузках.
Рис. 12. Конструкции стаканов для подшипников: а – для универсальной сборки; б – для двух конических подшипников (внутри стакана); в – для двух конических подшипников (один снаружи и один внутри); г – для двух конических подшипников с буртами
Толщину стенки стаканов δ, мм, принимают в зависимости от диаметра D отверстия стакана под подшипник. Стаканы для подшипников вала конической шестерни (рис. 12, а) перемещают при сборке для регулировки осевого положения конической шестерни. Для этого применяют посадку стакана в корпусе H7/js6. Другие стаканы после их установки в корпус остаются неподвижными. Тогда применяют посадки типа H7/k6 или H7/m6.
Крышки и уплотнения для подшипников
Осевое положение вала в корпусе определяется с помощью торцовых крышек. Торцовые крышки должны быть достаточно прочными, чтобы выдержать осевые нагрузки, передаваемые валами через наружные кольца подшипников.
Крышки подшипников изготовляют из чугуна марки СЧ15. Различают крышки глухие и с отверстиями для прохода валов (рис. 13). Крышки изготовляются с центрирующим выступом и без него. Центрирующий выступ обычно контактирует с наружным кольцом подшипника для фиксирования положения вала в корпусе. Наружный диаметр выступа равен диаметру расточки под подшипник по посадке h9, а внутренний соответствует размеру t в стакане. Толщина и наружный диаметр фланца, диаметр, на котором расположены отверстия, и их количество определяются так же, как для стакана.
Рис. 13. Уплотнения валов, размещаемых в крышках: а – манжетное; б – щелевое (l=0,2…0,4; t=4,5…6; r=1,2…2); в – центробежное; г – лабиринтное (l=0,2…0,4; f1=1…2; f2=1,5…3)
Если крышка не контактирует с подшипником, то она может быть выполнена без центрирующего пояска (плоской). Если крышка выполнена с отверстием для прохода вала, то она отличается тем, что в ней, как правило, предусматривается место для установки уплотнения, которое защищает подшипник от попадания грязи и от вытекания смазки (рис. 13, а). Наличие уплотнения и деталей крепления подшипника на валу определяет в осевом сечении конфигурацию торцовой наружной и внутренней поверхности крышки (рис. 13).
Так как щелевые уплотнения недостаточно надежно защищают подшипники от попадания пыли и грязи, то их применяют для подшипников качения машин, работающих в чистой и сухой воздушной среде. Лабиринтные уплотнения (рис. 13, в) – самые надежные, особенно при больших частотах вращения валов. Уплотнения, основанные на действии центробежной силы (рис. 13; а, в, г), применяют в качестве наружных и внутренних. В ответственных случаях применяют комбинированные уплотнения (в). Уплотнения манжетные резиновые для валов приведены в табл. 4.
Таблица 4. Уплотнения манжетные резиновые для валов
| Манжета резиновая армированная, мм | d | D | h1 | h2 |
| 20; 21; 22 | 40 | |||
| 24 | 41 | |||
| 25 | 42 | |||
| 26 | 45 | |||
| 30; 32 | 52 | |||
| 35; 36; 38 | 58 | 10 | 14 | |
| 40 | 60 | |||
| 42 | 62 | |||
| 45 | 65 | |||
| 48; 50 | 70 | |||
| 52 | 75 |
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъемы составных корпусов герметизируют специальными мазями, наносимыми на плоскости разъема перед сборкой корпуса. Во фланцевых соединениях, когда положение фланца не определяет осевой зазор в подшипниковом узле, могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения в виде резиновых колец круглого сечения (рис. 14, а).
Для герметизации стыков типа фланец-корпус с центровочным буртом применяют установки колец в канавку (рис. 14, б), в торец (рис. 14, в) и в фаску (рис. 14, г). Установка колец в канавку занимает больше места в осевом направлении, но удобна при совмещении с регулировочными прокладками между фланцем и корпусом для осевого зазора, поскольку в этом случае изменение толщины прокладок не связано с деформацией сечения кольца, которым производится уплотнение по посадочной поверхности. Размеры установочных мест под резиновые уплотнительные кольца круглого сечения приведены в табл. 5. Эти же кольца можно применять для нецентрованных плоских стыков (не обязательно круговых). Для этого на одной из соединяемых деталей должна быть выполнена канавка. Пример кругового уплотнения показан на рис. 14, д.
Таблица 5. Размеры сечений круглых колец и установочных мест для них
| Размеры | Диаметр кольца, d, мм | |||
| 2,5 | 3,0 | 3,6 | 4,6 | |
| D | 24-54 | 25-100 | 28-205 | 36-260 |
| b | 3,6 | 4,0 | 4,7 | 5,6 |
| h | 1,85 | 2,35 | 2,8 | 3,7 |
| с | 2,0 | 2,0 | 2,5 | 2,5 |
| а | 3,5 | 4,5 | 5,0 | 6,0 |
| е | 1,85 | 2,2 | 2,6 | 3,3 |
| М | 3,3 | 4,2 | 5,0 | 7,2 |
Рис. 14. Уплотнение круглым кольцом
Гидравлические съемники подшипников
Съемники гидравлические со встроенным и выносным насосом предназначены для демонтажа деталей и узлов, имеющих посадку с натягом: подшипников, шкивов, шестерен, втулок, муфт, фланцев, зубчатых передач, железнодорожных колес, гребных винтов, крыльчаток, составных коленчатых валов, и т.п.
СЪЕМНИКИ ГИДРАВЛИЧЕСКИЕ
| Фото | Съемники гидравлические | Цена, руб. |
| СГ-5 Съемник гидравлический (5т, захват до 220мм) | 5 770 |
| СГ-10 Съемник гидравлический (10т, захват до 300мм) | 9 300 | |
| СГ-15 Съемник гидравлический (15т, захват до 330мм) | 16 800 | |
| СГ-20 Съемник гидравлический (20т, захват до 350мм) | 17 400 | |
| СГ-30 Съемник гидравлический (30т, захват до 400мм) | 25 800 | |
| СГ-50 Съемник гидравлический (50т, захват до 500мм) | 34 900 | |
| СГА-5 Съемник гидравлический (5т, захват до 200мм) | 5 400 |
| СГА-10 Съемник гидравлический (10т, захват до 250мм) | 8 900 | |
| СГА-15 Съемник гидравлический (15т, захват до 300мм) | 15 100 | |
| СГА-20 Съемник гидравлический (20т, захват до 350мм) | 16 500 | |
| СГА-30 Съемник гидравлический (30т, захват до 400мм) | 22 400 | |
| СГА-50 Съемник гидравлический (50т, захват до 500мм) | 33 500 | |
| Фото | Съемники гидравлические с выносным насосом | Цена, руб. |
| СГ-5Н Съемник гидравлический (5т, захват до 220мм)с насосом НРГ 600-0.3 | 11 800 |
| СГ-5Н Съемник гидравлический (5т, захват до 220мм)с насосом НРГ 700-0.35 | 15 200 | |
| СГ-5Н Съемник гидравлический (5т, захват до 220мм) с насосом НРГ 700-0.7 | 16 900 | |
| СГ-10Н Съемник гидравлический (10т, захват до 300мм) с насосом НРГ 600-0.3 | 14 600 | |
| СГ-10Н Съемник гидравлический (10т, захват до 300мм)с насосом НРГ 700-0.35 | 19 600 | |
| СГ-10Н Съемник гидравлический (10т, захват до 300мм)с насосом НРГ 700-0.7 | 21 200 | |
| СГ-20Н Съемник гидравлический (20т, захват до 350мм)с насосом НРГ 700-0.35 | 25 600 | |
| СГ-20Н Съемник гидравлический (20т, захват до 350мм)с насосом НРГ 700-0.7 | 27 200 | |
| СГ-30Н Съемник гидравлический (30т, захват до 400мм)с насосом НРГ 700-0.7 | 35 600 | |
| СГ-50Н Съемник гидравлический (50т, захват до 500мм) с насосом НРГ 700-0.7 | 44 700 | |
| СГ-100Н Съемник гидравлический (100т, захват до 650мм) с насосом НРГ 700-2.7 | 138 600 | |
| СГ-100Н Съемник гидравлический (100т, захват до 650мм) с маслостанцией МГС 630-0.8-Р-1 | 155 300 | |
| СГ-100Н Съемник гидравлический (100т, захват до 650мм) с маслостанцией МГС 630-0.8П-Р-1 | 158 800 | |
| СГ-100Н Съемник гидравлический (100т, захват до 650мм) с маслостанцией МГС 700-0.8П-3-1 | 164 900 | |
| СГ2-5Н Съемник гидравлический (5т, захват до 200мм) с насосом НРГ 600-0.3 | 11 100 |
| СГ2-5Н Съемник гидравлический (5т, захват до 200мм) с насосом НРГ 700-0.7 | 16 900 | |
| СГ2-10Н Съемник гидравлический (10т, захват до 250мм) с насосом НРГ 600-0.3 | 14 500 | |
| СГ2-10Н Съемник гидравлический (10т, захват до 250мм) с насосом НРГ 700-0.7 | 20 600 | |
| СГ2-15Н Съемник гидравлический (15т, захват до 300мм) с насосом НРГ 600-0.3 | 20 700 |
| СГ2-15Н Съемник гидравлический (15т, захват до 300мм) с насосом НРГ 700-0.7 | 26 700 | |
| СГ2-20Н Съемник гидравлический (20т, захват до 350мм) с насосом НРГ 600-0.3 | 22 300 | |
| СГ2-20Н Съемник гидравлический (20т, захват до 350мм) с насосом НРГ 700-0.7 | 28 200 | |
| СГ2-30Н Съемник гидравлический (30т, захват до 400мм) с насосом НРГ 700-0.7 | 34 200 | |
| СГ2-50Н Съемник гидравлический (50т, захват до 500мм) с насосом НРГ 700-0.7 | 45 200 | |
| Фото | Съемники гидравлические самоцентрирующиеся | Цена, руб. |
| СГ-5Ф Съемник гидравлический самоцентрирующийся (5т, охват до 220мм) | 7 900 |
| СГ-10Ф Съемник гидравлический самоцентрирующийся (10т, охват до 300мм) | 11 200 | |
| СГ-20Ф Съемник гидравлический самоцентрирующийся (20т, охват до 350мм) | 21 900 | |
| СГ-5Н-Ф Съемник гидравлический самоцентрирующийся (5т, охват до 220мм) с насосом НРГ 700-0.35 | 17 630 | |
| СГ-10Н-Ф Съемник гидравлический самоцентрирующийся (10т, охват до 300мм) с насосом НРГ 700-0.35 | 22 800 | |
| СГ-10Н-Ф Съемник гидравлический самоцентрирующийся (10т, охват до 300мм) с насосом НРГ 700-0.7 | 24 600 | |
| СГ-20Н-Ф Съемник гидравлический самоцентрирующийся (20т, охват до 350мм) с насосом НРГ 700-0.7 | 32 900 | |
| СГ-20НК Съемник гидравлический самоцентрирующийся (5т, охват до 220мм) с насосом НРГ 700-0.7 | 38 500 |
| СГ-30НК Съемник гидравлический самоцентрирующийся (10т, охват до 300мм) с насосом НРГ 700-0.7 | 60 800 | |
| СГ-20НК Съемник гидравлический самоцентрирующийся (5т, охват до 220мм) без насоса | 27 500 |
| СГ-30НК Съемник гидравлический самоцентрирующийся (10т, охват до 300мм) без насоса | 49 800 |
ДОСТАВКА
Доставка товара в регионы России осуществляется транспортными компаниями: ТК Деловые Линии, ТК Желдорэкспедиция, ТК ПЭК, ТК СДЭК, ТК ЭНЕРГИЯ. Доставка транспортными компаниями в города России: г. Москва, г. Новосибирск, г. Екатеринбург, г. Нижний, г. Новгород, г. Казань, г. Челябинск, г. Омск, г. Самара, г. Уфа, г. Красноярск, г. Пермь, г. Воронеж, г. Волгоград, г. Краснодар, г. Саратов, г. Тюмень, г. Тольятти, г. Ижевск, г. Барнаул, г. Иркутск, г. Ульяновск, г. Хабаровск, г. Ярославль, г. Владивосток, г. Махачкала, г. Томск, г. Оренбург, г. Кемерово, г. Новокузнецк, г. Рязань, г. Астрахань, г. Пенза, г. Липецк и другие города, по желанию заказчика.