Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой.
Инструменты и принадлежности.
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией.
К принадлежностям сварщика относятся:
— стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки;
— молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма;
— зубило для вырубки дефектных мест сварного шва.
Для замера геометрических размеров швов сварщику выдают набор шаблонов или универсальный шаблон сварщика УШС (рисунок 39).
Шаблон сварщика универсальный предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва.
Обозначение: «Шаблон сварщика универсальный УШС 3 модели 00314 ТУ 3936-050-00221190-99». Основные технические характеристики шаблона:
— диапазон измерения глубины дефектов (вмятин, забоин) глубины разделки шва до корневого слоя, превышения кромок (шкала Г), 0 — 15 мм;
— диапазон измерения высоты усиления шва (шкала Г), 0 — 5 мм;
— диапазон измерения величин притупления и ширины шва (шкала Е), 0 — 50 мм;
— диапазон измерения величины зазора (шкала И), 0,5 — 4 мм;
— диапазон измерения углов скоса кромок (шкала Д), 0 — 45 град.;
— номинальные значения диаметров электродов, измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм;
— масса (не более), 0,18 кг.
Устройство и принцип работы.
Шаблон состоит из основания 1, соединенного осью 4 с движком 2 и закрепленного на движке указателем 3 (рисунок 39).
Рисунок 39 — Универсальный шаблон сварщика УШС-3
Контроль производится следующим образом:
1. Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона поверхностью А на изделие, затем поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью. Результат считывается против риски К по шкале Г.
2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. По шкале И, нанесенной на движке, считывается результат.
3. Контроль притупления шва, ширины шва производить при помощи шкалы Е, пользуясь ею как измерительной линейкой.
4. Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
5. Определение диаметров проволоки производится с помощью пазов Ж. Показатели назначения. Наименование показателя. Единица измерения. Значение. Контроль глубины дефектов (вмятин, забоев), глубины разделки шва до корневого слоя, превышение кромок (шкала Г), 0 — 15 мм. Контроль высоты усиления шва (шкала Г), 0 — 5 мм.
Контроль величины притупления и ширины шва (шкала Е), 0 — 50 мм. Контроль зазоров (шкала И), 0,5 — 4,0 мм. Контроль углов скоса кромок (шкала Д), 0 — 45 град. Определение номинального значения диаметра электродов, 1,0; 1,2; 2,0; 2,5; 3,0; 3,25; 4,0; 5,0 мм.
Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Ассортимент шумопоглощающих перегородок достаточно широк.
Простые шумопоглощающие перегородки позволяют легко ограничить временное рабочее место или получить отдельную кабину сварщика, которую легко собирать/разобрать и установить на новом месте.
Модульные шумопоглощающие перегородки, предлагаемые сегодня промышленностью, позволяют легко получить отдельную кабину сварщика, увеличить площадь имеющейся кабины, создать комплекс кабин. Все элементы легко собирать/разобрать и установить на новом месте.
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 — 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
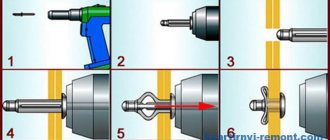
— электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
— электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.
Рисунок 40 — Электрододержатель винтового типа
Рисунок 41 — Электрододержатель пассатижного типа
а — схема; б — общий вид 1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляция; 5 — нижняя губка; 6 — конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа — для тока 125 А; 2 типа — 125 — 315 А; 3 типа — 315 — 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели — например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
Таблица 5 — Технические характеристики электрододержателей
| Параметр | Тип электрододержателя | ||||||
| ЭП-2 | ЭП-3 | ЭД-125-1 | ЭД-300-1 | ЭД-500-1 | ЭУ-300 | ЭУ-500 | |
| Допустимая сила сварочного тока | 250 | 500 | 125 | 300 | 500 | 315 | 500 |
| Диаметр металлического стержня, мм | 6 — 8 | 1,6 — 3 | 2 — 6 | 4 — 10 | 3 — 6 | 5 — 8 | |
| Сечение подсоединяемого кабеля, мм2 | 50 | 70 | 25 | 50 | 70 | 50 | 70 |
Вспомогательные инструменты сварщика и расходные материалы
Кроме сварочного оборудования для эффективной и безопасной работы необходимо иметь набор дополнительных инструментов и сварочных аксессуаров. К таким принадлежностям можно отнести:
- металлические щетки для зачистки металла перед началом работы, очистки швов от шлака после сварки;
- зубило для удаления дефектных мест сварного шва;
- шлакоотбойный молоток для устранения шлака с заготовки после окончания сварки;
- сварочные клеммы для заземления;
- магнитный держатель (магнитный угольник) для фиксации и сваривания заготовок под нужным углом;
- магнитный контакт для быстрого и удобного заземления сварочного кабеля массы к металлической детали;
- набор шаблонов для контроля и проверки размеров швов.
Также для работы со сварочным инвертором не обойтись без расходных материалов. Для электросварки основными являются электроды. Они отличаются по предназначению, материалу, типу и толщине покрытия, возможным пространственным положениям, по роду и полярности сварочного тока.
В процессе сварочных работ применяются также различные виды проволоки. Она используется для сваривании металла при помощи сварочного полуавтомата. Проволока также имеет свои особенности и подбирается с учетом типа сварки, назначения и свариваемого материала.
Естественно, это не полный набор сварочного инвентаря, но наличие этого базового минимума позволит выполнять работу эффективно.
Сварочные кабели, кабельные разъемы и наконечники
Сварочные кабели.
Для подвода тока к электрододержателю и изделию от источника питания применяют гибкие сварочные кабели марок РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. Длина гибкого кабеля, к которому подсоединен держатель электродов, обычно равна 2 — 3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПНТ и КРПСН. Применять кабель длиной более 30 — 40 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи, что отрицательно сказывается на качестве сварки. Кабель, соединяющий свариваемое изделие с источником питания, может быть более жестким и менее дорогостоящим, например ПРН. Сечение сварочных кабелей выбирают в зависимости от тока дуги и допустимых нагрузок для конкретной марки кабеля.
Кабель сварочный КСсш (рисунок 42) предназначен для соединения при дуговой сварке электродержателей, автоматических и полуавтоматических сварочных установок с источником питания на номинальное переменное напряжение до 220 В номинальной частоты 50 Гц или постоянное номинальное напряжение 700 В.
Конструкция: токопроводящая жила медная, многопроволочная, класса 5 для жил сечением от 10,0 до 95,0 мм2 и класса 4 для жил сечением 120,0 мм2 по ГОСТ 22483-77; изоляция: первый слой, состоящий из сшитого полиэтилена, накладывается обжатием, придавая кабелю круглую форму, второй слой — из поливинилхлоридного пластиката.
Рисунок 42 — Общий вид сварочного кабеля КСсш
Количество жил: 1.
Сечение: 10,0; 16,0; 25,0; 35,0; 50,0; 70,0; 95,0; 120,0 мм2.
Сварочный кабель КГ — одножильный гибкий изолированный провод, сплетенный из большого числа медных, отожженных и про- луженных проволочек диаметром 0,18 — 0,2 мм. Поставляемый сварочный кабель соответствует ТУ 16 К73.05-93. Обозначение: КГ (КОГ) 1 25 — кабель гибкий (особо гибкий), 1 — одна жила в кабеле, цифры после знака умножения — сечение жилы кабеля. Кабель КГН — с нулевой жилой.
Конструкция: токопроводящая жила медная, многопроволочная, круглой формы, 5 класса по ГОСТ 22483. Токопроводящие жилы кабелей, предназначенных для работы в районах с тропическим климатом, изготовлены из медной проволоки луженой оловом или покрытой оловянно-свинцовым припоем с содержанием олова не менее 40 %.
Разделительный слой — синтетическая пленка, допускается наложение изоляции без пленки при отсутствии залипания резины.
Изоляция — из резины изоляционной. Изолированные жилы имеют отличительную расцветку сплошную или в виде продольной полосы. Изоляция нулевой жилы выполняется голубого цвета; если нулевая жила отсутствует, голубой цвет применяется для расцветки любой жилы, кроме заземляющей. Жила заземления имеет зелено- желтый цвет или обозначена цифрой 0. Расцветка одножильных и двухжильных кабелей не нормируется. Цвета красный, серый, белый и, если не в сочетании, зеленый и желтый не используются для расцветки жил многожильных кабелей.
Скрутка — изолированные жилы скручены с шагом скрутки не более 16 диаметров по скрутке.
Разделительный слой — поверх скрученных жил — синтетическая пленка или тальк, или другой аналогичный материал. Допускается изготовление без пленки при условии отделения изолированных жил от оболочки.
Оболочка — из резины шланговой. Оболочка кабелей, предназначенных для эксплуатации в районах с холодным климатом, изготовлена из резины шланговой в холодостойком исполнении. Оболочка кабелей, предназначенных для эксплуатации в тропических условиях, изготовлена из антисептированной резины. В одножильных кабелях марки КГ допускается замена изоляции и оболочки изоляционно-защитной оболочкой. Номинальная толщина изоляционнозащитной оболочки равна сумме номинальных толщин изоляции и оболочки или удвоенной толщине изоляции.
Сварочный кабель КГ предназначен для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до плюс 75 оС.
Для кабелей в тропическом исполнении к марке кабеля добавляют через дефис букву «Т». Для кабелей в холодостойком исполнении к марке кабеля добавляют через дефис буквы «ХЛ». В условное обозначение кабелей с нулевой жилой к марке добавляется буква «н», кабелей с двумя и тремя основными жилами и одной или двумя вспомогательными жилами — буква «в».
Характеристики кабеля КГ, предназначенного для присоединения электрододержателя и зажима заземления к источнику сварочного тока, представлены в таблице 6.
Как подобрать сварочный кабель?
Сварочный кабель подбирается в зависимости от параметров сварки.
При предварительном расчете необходимо исходить из того, что плотность тока в кабеле при номинальном значении сварочного тока данного источника питания не должна превышать 5 А/мм . Например, для номинального тока сварки 250 А сечение сварочного кабеля S равно 50 мм , а суммарное сопротивление R прямого и обратного провода должно быть не более 2:250 = 0,008 Ом. Допустимая для заданного сечения общая длина L прямого и обратного провода определяется из простой формулы R = pl/S. Для кабеля с медными жилами (p= 0,017 Л0″6 Омм) она составит около 24 м, т. е. длина как прямого, так и обратного провода равна 12 м. Более точные параметры эксплуатации кабелей необходимо брать из паспортных данных.
Таблица 6 — Кабель сварочный КГ
| Наименование | Токовая нагрузка, не более, А | Масса кабеля, кг/м |
| Кабель сварочный КГ 1 16 | 175 | 0,31 |
| Кабель сварочный КГ-ХЛ 1 16 | ||
| Кабель сварочный КГ 1 25 | 220 | 0,45 |
| Кабель сварочный КГ-ХЛ 1 25 | ||
| Кабель сварочный КГ 1 35 | 270 | 0,59 |
| Кабель сварочный КГ-ХЛ 1 35 | ||
| Кабель сварочный КГ 1 50 | 330 | 0,82 |
| Кабель сварочный КГ-ХЛ 1 50 | ||
| Кабель сварочный КГ 1 70 | 400 | 1,09 |
| Кабель сварочный КГ-ХЛ 1 70 | ||
| Кабель сварочный КГ 1 95 | 465 | 1,4 |
| Кабель сварочный КГ-ХЛ 1 95 | ||
| Примечание: ХЛ — в холодостойком исполнении | ||
Площадь сечения сварочного кабеля и его длину желательно подбирать таким образом, чтобы падение напряжения в соединительных проводах (прямом и обратном) сварочного контура не превышало 2 В. При этом падение напряжения определяют как разность напряжений, измеренных на зажимах сварочной цепи источника питания (трансформатора, выпрямителя, агрегата) и между электродом и изделием.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Зажимы для обратного провода (клеммы заземления)
При подключении источника питания к сварочной цепи следует обращать внимание на качество электрических контактов на выходных клеммах аппарата и в местах подсоединения изделия и электрода.
Обратный провод, т. е. провод, соединяющий свариваемое изделие или приспособление с источником питания, может быть менее гибким и обычно изготовляется из более дешевого провода марки ПРГ, ПРН (ГОСТ 1977-68). Обратный провод часто снабжают быстродействующим зажимом (клеммой) из электропроводного металла для присоединения к свариваемому изделию.
Зажимы для проводов могут быть пружинного (рисунок 43) или винтового типа с насечками для надежного электрического контакта даже в тех случаях, когда металл не совсем очищен. Желательно предусмотреть возможность подвода тока через обе губки зажима. Часто при работе в стационарных условиях обратный провод заменяют медной, алюминиевой или стальной шиной. Сечение стального шинопровода по сравнению с медным должно быть увеличено, так как удельное сопротивление стали значительно больше. Кроме того, при сварке на переменном токе учитывают дополнительные потери, связанные с поверхностным эффектом, т. е. с явлением неравномерной плотности тока в проводниках (увеличение плотности тока на периферии и снижение внутри проводника).
Рисунок 43 — Зажимы пружинного типа
Зажимы обеспечивают отличный контакт с изделием, отличаются надежностью и долговечностью, предназначены для использования при сварке с силой тока до 150 — 200 и 300 — 400 А.
Выпускаются также клеммы-струбцины (рисунок 44) и магнитные клеммы (рисунок 45).
Рисунок 44 — Клемма-струбцина
Рисунок 45 — Магнитная клемма
Соединители сварочных проводов. Для соединения сварочных проводов (кабелей) применяются специальные соединители. Примером могут служить соединители кабельные неразъемные СКН-25 (250А), СКН-31 (315А) и СКН-50 (500 А) с винтовым соединением при редком разъединении кабеля. Изготавливаются в климатическом исполнении У категории размещения 1 по ГОСТ 15150 (рисунок 46).
Разъемные соединители типа СКР (рисунок 47) предполагают частое разъединение.
Соединители кабельные неразъемные СКНП и разъемные панельные СКРП (рисунок 48) могут крепиться на жестком основании.
Рисунок 46 — Соединитель кабельный неразъемный СКН
Рисунок 47 — Соединитель кабельный разъемный типа СКР
Рисунок 48 — Соединитель кабельный неразъемный панельный СКНП (а) и разъемный панельный типа СКРП (б)
Перемещение и угол наклона электрода
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях — на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги.
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
— огнестойкость и термостойкость наружной поверхности;
— внутренняя поверхность должна быть влагопоглощающей. Промышленностью предлагаются различные варианты одежды,
например, костюм «ЗЕВС», представленный на рисунке 49.
Рисунок 49 — Костюм «ЗЕВС» мужской
Выпускается в соответствии с ТУ 8572-111-54927561-2007.
Ткань верха:
— «Геркулес» (Klopman International), хлопок — 100 %, плотность — 460 г/м , цвет зеленый, НМВО пропитка «Гидрофойл», КЩС- 50, огнестойкая технология «Пробан» (105-0019-03);
— «Арсенал», хлопок — 100 %, 500 г/м , цвет черный, МВО, огнестойкая отделка (105-0019-79).
Сварщик также пользуется подшлемниками (рисунок 50), специальной обувью (рисунок 51), рукавицами (перчатками, рисунок 52).
Рисунок 50 — Подшлемник сварщика «ЗЕВС»
Подшлемник изготавливается по ГОСТ 17-635-87; ТУ 8579-00454927561-2007, используются ткани «Геркулес» и «Арсенал», застежка на пуговицах; в подшлемнике есть регулировка по глубине.
Рисунок 51 — Ботинки «Сварщик»
В специальной обуви для сварщиков использована подошва из нитрильного каучука (нитрил). Такая подошва выдерживает широкий температурный диапазон от минус 40 до плюс 300 оС, практически не скользит, имеет отличную износостойкость и хорошую масло-, бензо, кислото- (до 60 %) и щелочеустойчивость. Эта обувь имеет сертификат EN ISO 20345 HRO (Heat Resistant Outsole), подошва выдерживает воздействие высоких температур. Имеется механизм быстрого сброса обуви, в случае попадания искр, брызг раскаленного металла вовнутрь ботинка.
Рисунок 52 — Перчатки «ANSELL Воркгард»
Перчатки «ANSELL Воркгард» соответствуют ГОСТ 12.4.01075, EN388, EN407, EN420. Кожаные перчатки с усиленной ладонной частью отлично подходят для проведения сварочных работ, устойчивы к истиранию, разрывам. Все швы прошиты нитью «Кевлар Фай- бер», материал подкладки состоит из хлопка. Длина 380 мм. Применяются также специальные краги (рисунок 53).
Рисунок 53 — Краги спилковые пятипалые
Краги рекомендуются для работников металлургической промышленности, сварщиков. Защищают руки от искр, брызг раскаленного металла, повышенных температур. Отличительные характеристики: хлопчатобумажная подкладка. Соответствуют ГОСТ 17-528-85.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски — полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».
Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Измерение скорости подачи электродной проволоки
Для измерения скорости подачи электродной проволоки обычно используется два типа тахогенераторов; оптический тахогенератор и тахогенератор электромагнитной системы.
Параметры выходного сигнала тахогенератора первого типа позволяют использовать его с измерительными устройствами с цифровым входом, в то время как тахогенератор второго типа должен подключаться к аналоговому входу измерительного устройства.
При отсутствии соответствующих тахогенераторов скорость подачи электродной проволоки можно измерить при настройке сварочной установки путем замера длины куска проволоки и времени, в течение которого он был подан подающим механизмом.
Внешний вид одного из тахогенераторов для измерения скорости подачи электродной проволоки
Регистрирующие устройства
Для измерения параметров сварки и, в первую очередь, для регистрации результатов измерений используются самопишущие приборы измерения различных типов, а также системы на базе персональных компьютеров и другие электронные измерительные системы.
Одна из портативных систем для измерения и регистрации (на бумажном носителе) параметров сварки
Один из типов самопишущих приборов