Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является Краснодарский экспериментальный завод им. Калинина.
Разработчик Краснодарское специальное конструкторское бюро автоматических линий.
Производителем ножовочно-отрезного станка модели 8725 является, также, ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 — Вистан, г. Витебск
- СН1 — Гомельский завод станочных узлов
- МП6-1697 — Станкостроительный завод им. Кирова, г. Минск
- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 — Барнаульский станкостроительный завод
- 8Б72К, Н-1 — Каунасский станкостроительный
Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
- 8Б72
— станок ножовочно-отрезной Ø 250 - 872А
— станок ножовочно-отрезной Ø 250 - 872М
— станок ножовочно-отрезной Ø 250 - 8725
— станок ножовочно-отрезной Ø 250
Как установить ножовочное полотно в ножовочном станке
Перед началом работы нужно вставить полотно в пильную раму, которая передвигается в той или иной плоскости. Чтобы натянуть полотно, необходимо закрутить баранчик на регулировочном устройстве. Здесь важно найти оптимальную силу натяжения. Если полотно установлено правильно, т.е. без перекосов, то пропил во время резания будет ровным.
Движение подачи рабочего инструмента обычно осуществляется благодаря качанию рамы вокруг цапфы. Во время работы на ножовочном станке необходимо строго соблюдать правила безопасности.
Ножовочно-отрезные станки помогают точно и быстро раскраивать металлические заготовки. Производители предлагают разнообразные модели с широкими технологическими возможностями и множеством функций. Сегодня существует множество видов оборудования, поэтому подобрать его не составит труда.
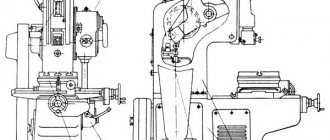
Общий вид отрезного ножовочного станка 8725
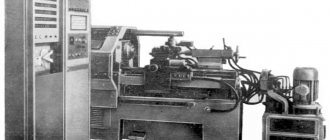
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725
Кинематическая схема отрезного ножовочного станка 8725
Кинематическая схема отрезного ножовочного станка 8725
Схема расположения подшипников отрезного ножовочного станка 8725
Привод станка осуществляется от индивидуального электродвигателя 5, N=3,0 кВт, n=960 об/мин. Движение мотора передается посредством клиноременной передачи шкивом 8 на шкив 9, свободно вращающемуся на оси I. Главный вал II может получать 2 числа оборотов благодаря двум ступеням на шкивах клиноременной передачи.
- n1=55 об/мин при передаче движения с меньшей ступени шкива электромотора на большую ступень шкива на оси I.
- n2=114 об/мин при передаче движения с большей ступени шкива электромотора на меньшую ступень шкива на оси I.
На валу II на шпонке крепится кривошипный диск 15 с пальцев кривошипа 12. От него посредством шатуна 4, пильная рама 2 получает возвратно – поступательное движение с числом двойных ходов, соответствующее числу оборотов вала II. На валу II установлены подшипники 13 и 14, передающие движение поршням 17 и 18 гидравлического насоса посредством тяг с шарниром.
Поршни насоса нагнетают масло через распределительный кран 19 в рабочий цилиндр 20, который посредством тяги 23 и двух шарниров соединен с рукавом 3 и может поворачивать его вокруг оси рукава III.
Таким образом, подъем и опускание пильной рамы 2, подача при резании, а также приподниманию полотна при обратном ходе осуществляется гидроприводом станка. Рукоятка 25 служит для управления гидроприводом. После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
Этим самым через шестерню 27, на распределительном кране 13, распределительный кран устанавливается в положение, соответствующее подъему пильной рамы, и ножовочное полотно автоматически поднимается на высоту согласно установленного заранее выключателя 22, который нажимает на конечный выключатель 26.
Электронасос охлаждения работает при включении тумблера, расположенного на панели электрошкафа.
ОСОБЕННОСТИ И ОПИСАНИЕ СТАНКОВ
Функциональность конструкции ножовочных отрезных станков позволяет производить резку металлов в условиях единичного и массового производства в заготовительных и вспомогательных производствах предприятий машиностроения и заготовительных участков.
Преимущества ножовочных станков перед другими способами резки:
- Низкие эксплуатационные расходы при оптимальной скорости резки. Скорость до 40 м/мин, хороший результат для металлорежущих станков. Скорость подачи пильного полотна регулируется ступенчато.
- Наличие простых по конструкции, но при этом, эффективных тисков. Разрезаемая с помощью ножовочного станка заготовка вручную или с помощью рольганга, помещается в зону резки. Получение производственной травмы при работе на ножовочных станках полностью исключено.
- Максимально быстрая переналадка тисков под определенный угол резки
- Надежная и обладающая отличным ресурсом конструкция ножовочных станков.
- Отличная точность резки. Настройку режимов резания можно выбирать максимально быстро в зависимости от диаметра и материала заготовки. самостоятельно.
- Процесс резки и обратный ход с возвратом в исходную точку выполняются с помощью гидропривода. Жесткость конструкции механизмов подачи и движения пильной рамы позволяют снизить увод ножовочного полотна, увеличив точность и качество резки.
Все детали отрезного ножовочного станка устанавливаются в станине, которая имеет коробчатую литую форму для станов моделей 8725, 8725АМ, сварную для модели 8725АМ-300. Станина имеет внутреннюю полость, в которой находится емкость для СОЖ и установлен насос для подачи охлаждающей жидкости.
Резка заготовки производится ножовочным полотном, возвратно-поступательные движения пильной рамы с подачей при помощи гидравлического насоса позволяют быстро и эффективно производить резку. Ножовочное полотно отрезного станка приводится в действие при помощи коленчатого вала, передающего вращение через шестерни от электрического двигателя.
Подъем и опускание пильной рамы осуществляется с помощью гидравлического насоса станков модели 8725, 8725АМ и гидравлического цилиндра у станка модели 8725АМ-300. Пильная рама шарнирно закреплена на кронштейне станины таким образом обеспечивается перемещение пилы относительно заготовки в процессе резки, то есть, рабочая подача. Резка выполняется с амплитудой движения (ход пильной рамы) 160 мм и скоростью от 85 до 110 циклов в минуту для станков модели 8725АМ. По окончании резки при срабатывании конечного выключателя пильная рама возвращается в исходное положение автоматически.
Если необходимо производить пиление заготовки под углом до 45 градусов, ножовочный станок может быть укомплектован поворотными тисками, устройствами для пакетной резки и рольгангом для резки длинных заготовок за дополнительную стоимость, увеличив производительность станка.
Отлитая из серого чугуна СЧ-20 станина станков модели 8725, 8725АМ жесткая и стабильная, рассчитана на значительные нагрузки, возникающих при работе с заготовками большого веса. Станина состоит из основания с рабочим столом, кривошипно-шатунного узла, пильного рукава и рамы, на которых устанавливается заготовка и пильное полотно. Разрезаемая заготовка устанавливается на столе станка и зажимается в тисках, в комплект которых входит набор накладок под определенный профиль. Конструкция станка предусматривает возможность разворота заготовки и резки под углом до 45°.
Краткое описание конструкции станка
Привод станка
Мотор 5 (см. рис. 2) установлен на рамке 6, укрепленной к станине 1 кронштейном 7. На валу мотора насажен шкив 8 клиноременной передачи. На оси 1 насажен свободно вращающийся второй шкив 9, на ступице которого имеется косозубая шестерня 10 z=26, М=2,5, с этой шестерней сцепляется шестерня 11, z=145, М=2,5, которая насажена на шпонке на главном валу II. Шестерни и шкивы привода закрыты кожухом. Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
При подъеме рукава до его верхнего положения, выключатель 22 нажимает на конечный выключатель и автоматически выключает мотор. Винт 33 служит для натяга ремней клиноременной передачи.
Станина
Станина (см. рис. 2) 1 имеет коробчатую форму с усиливающим ребром внутри. Нижняя часть станины является резервуаром для охлаждающей жидкости. За одно целое со станиной изготовлен резервуар для масла гидропривода. На станине монтируется все узлы станка.
Стойка
Чугунная стойка 24 укреплена на задней стороне поверх станины. Стойка имеет подшипники скольжения для главного вала II и для оси III качающего рукава.
На задней стороне стойки расположен электрошкаф. На внутренней стороне стойки на пальце закреплена опора рукава 31.
Рукав
Качающийся на оси III рукав 3 на нижней своей поверхности имеет направляющие в форме ласточкина хвоста, по которым движется пильная рама.
Посредством тяги 23 и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама
Пильная рама 2 имеет направляющие согласно направляющих рукава и движется по ним возвратно – поступательным движением от кривошипного диска 15, с которым она соединена шатуном 4.
Ножовочное полотно 32 одним своим отверстием одевается на штифт неподвижно укрепленной планки, а другим отверстием на штифт подвижной планки и прижимается спец. планками.
Натяг ножовочного полотна осуществляется гайкой.
Зажимные тиски
Для закрепления разрезаемого материала станок снабжен специальными зажимами с плоскими рифлеными губками.
Зажим производится с помощью винта и упора.
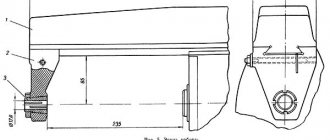
Упор для материала
При резке заготовок небольшой одинаковой длины, применяется упор 34, который можно установить в нужном положении.
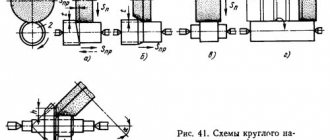
Кинематическая схема механической ножовки 872А
Кинематическая схема механической ножовки 872А
Кинематика станка. Принцип работы станка 872А
Движение от вала I (рис. 24) электродвигателя посредством клиноременной передачи и двух двухступенчатых шкивов 1, 2, 3, 4 передается на приводной вал II. Шкив, свободно вращающийся на валу II, сблокирован с шестерней 5. Через шестерню 5 и зубчатое колесо 6 движение передается валу III, на втором конце которого закреплен кривошипный диск 17 с пальцем кривошипа 16.
От кривошипного диска посредством шатуна получает возвратно-поступательное движение пильная рама. Число ее двойных ходов — ПО или 85. На валу III между двумя опорами имеются эксцентричные шейки, от которых движение посредством шатунных тяг передается поршням 7 и 8 гидронасоса. Поршни нагнетают масло в распределительный кран 9, откуда оно поступает в рабочий цилиндр 11. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом.
Таким образом, подъем и опускание пильной рамы, а также рабочая подача при резании осуществляются от гидропривода.
Управление гидроприводом производится рукояткой 14, которая может быть зафиксирована в пяти положениях: 1 — «Бездействие», 2 — «Опускание», 3 — «Подъем», 4 — «Резание медленное», 5 — «Резание быстрое».
По окончании разрезания заготовки в крайнем нижнем положении пильной рамы планка 10, закрепленная на раме, ударяет по рейке 12 и перемещает ее. Рейка через промежуточную шестерню 13 передает вращение шестерне 15, жестко соединенной с валом IV распределительного крана. При этом кран устанавливается в положение подъема пильной рамы.
Пильная рама поднимается до тех пор, пока упор, находящийся на рукаве, не нажмет кнопку «Стоп» кнопочной станции. При этом размыкается электроцепь и выключается электродвигатель главного движения. Одновременно выключается мотор электронасоса охлаждения.
Гидропривод отрезного ножовочного станка 8725
Гидропривод отрезного ножовочного станка 8725
Гидропривод отрезного ножовочного станка 8725
С помощью гидропривода (рис.3) осуществляется подъем и опускание ножовочного полотна.
Полотно может быть установлено на постоянной высоте.
При резании в начале рабочего хода давление полотна на отрезаемый материал минимальное, затем оно плавно возрастает и незадолго до окончания рабочего хода падает. Во время обратного хода пильной рамы, ножовочное полотно приподнимается и не входит в соприкосновение с разрезаемым материалом.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла.
Предельное давление масла определяется прочностью ножовочных полотен и устанавливается предохранительным клапаном.
Все управление гидроприводом осуществляется краном 19 с рукояткой 25. Рукоятка 25 с указателем 60 передвигается по шкале 61, снабженной надписями: «Подъем», «Опускание», «Бездействие», «Медленное действие», «Быстрее», чем и устанавливается режим работы ножовочного полотна в пределах от минимума до максимума.
Корпус гидропривода 62 крепится на стакане 1 и входит в резервуар для масла 34. Масло и резервуар заливается через отверстие 63, для чего необходимо отвернуть пробку 75. Маслоуказатель 85 имеет черту на стакане, соответствующую нормальному уровню масла. Выпуск масла производится через отверстие в стакане, закрытое пробкой 59.
В корпусе гидронасоса расточены 2 наклонных цилиндра 66 и 67 с запрессованными в них биметаллическими втулками. Поршни 17 и 18 цилиндров 66 и 67 получают движение посредством тяг 72 и 73 от подшипников 13 и 14, сидящих на валу II. Поршни 17 и 18 засасывают масло из резервуара 34 через фильтр 68 и нагнетают через каналы втулки крана 74 и пробки крана 19 в рабочий цилиндр 20.
Шток поршня 78 шарнирно соединен с тягой 23 с рукавом 3 и управляет его движением. Поворот пробки крана 19 осуществляется рукояткой 25. При окончании резания пробка крана автоматически устанавливается в положение «Подъем» и ножовочное полотно поднимается. Уплотнение в кране достигается подтягиванием гайки 75.
Для установки предохранительного клапана 58 на нужное давление, степень сжатия пружины 79 регулируется винтом 80.
Канал 81 служит для подводки масла к контрольному манометру и при работе станка должен быть закрыт пробкой 82. Предохранительный клапан 58 должен быть отрегулирован на давление не ниже 25 атмосфер.
При регулировке клапана контрольный манометр ввинчивается вместо пробки 82.
Описание схемы гидропривода
На рис. 4, 5, 6, 7, 8 изображены схемы гидропривода станка для основных положений крана.
1-е положение «Бездействие» (черт. №3). В этом положении рукав, связанный с поршнем 78 рабочего цилиндра 20, неподвижен.
Масло из верхней полости цилиндра 20 имеет выход по каналам 103, 91, 92, 109, и 93 в резервуар и по каналам 103, 90, 89 и 88 и цилиндр 67, так как в этот момент поршень 17 движется вверх и засасывает масло.
2-я часть обратного холостого хода пильной рамы.
Во 2-й части обратного хода поршень 18, а затем поршень 17 меняют направление движения и поршень 78 опускается.
1-я часть рабочего хода пильной рамы.
Непосредственно вслед за началом рабочего хода, ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы полотно получает подачу, осуществляющуюся следующим путем: поршень 17, продолжая двигаться вниз, нагнетает масло в верхнюю полость цилиндра 20. Давление из поршня 78 в верхней полости создается дросселированием избыточного объема масла, отводящегося в резервуар по каналам 91, 92 дросселирующему каналу 109 и отверстие 93.
Масло из нижней полости цилиндра 20 имеет выход в резервуар по каналам 83, 84, 97, 96 и 95, 108, 110 и 111, так как поршень 18 в этой части хода находится выше отверстия 108 и цилиндра 66.
2-я часть рабочего хода пильной рамы.
Во второй части рабочего хода поршень 18 меняет направление движения и начинает нагнетать масло, так как поршень 18 находится выше канала 108, то нагнетенное масло по каналам 108, 110 и 111 отводится в резервуар.
Незадолго до конца рабочего хода поршень 17, также меняет свое направление и начинает всасывать. Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
5-е положение – «Действие быстрое»
Давление сверху на поршень 78 в положении 4-ом незначительно, так как перепад давлений в дросселирующем канале 109 незначителен. При вращении рукоятки пробки крана из 4-го положения по часовой стрелке, сечение дросселирующего канала 109 постепенно суживается и давление сверху на поршень постепенно возрастает. В 5-м положении, получаемом поворотом рукоятки на 135° по часовой стрелке из 4-го положения, сечение дросселирующего канала сводится к нулю. Избыточный объем масла теперь поступает через предохранительный клапан 58 в резервуар. Предельное давление, на которое регулируется предохранительный клапан 58 не должно превышать 25 атм. и устанавливается по контрольному манометру 112.
Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие»
Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание»
Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем»
Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно»
Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро»
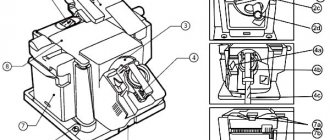
Основные узлы станка и их назначение
Станок состоит из следующих основных узлов (рис. 22):
- Станина I
- Рукав с пильной рамой II
- Стойка III
- Ограждение IV
- Привод V
- Электрооборудование VI
- Гидропривод VII
- Тиски VIII
- Система охлаждения IX
Станина
Станина имеет коробчатую форму с усиливающим ребром внутри. На ней монтируются все узлы станка. Сзади на станине крепятся стойка, корпус насоса и электромотор; с правой стороны — защитный кожух; на передней части — тиски. Нижняя часть станины является резервуаром для охлаждающей жидкости. Здесь же устанавливается электронасос охлаждения. Вместе со станиной отлит масляный резервуар гидропривода. К станине крепится упор для регулировки нужной длины отрезки материала (до 350 мм).
Привод
Описание конструкции и работы привода дано в разделе «Кинематика станка».
Стойка
Чугунная стойка, укрепленная на задней стороне станины, служит опорой для качающегося на оси рукава и главного приводного вала. Приводной вал, как и ось рукава, вращается в подшипниках скольжения. На задней стороне стойки имеются платики для установки магнитного пускателя.
Рукав и пильная рама
К стойке на оси крепится рукав, в нижней части которого имеются направляющие в форме «ласточкина хвоста», по которым движется пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама имеет направляющие, соответствующие направляющим рукава. Ей передается возвратно-поступательное движение от кривошипного диска, с которым она соединена шатуном. При подъеме рукава до верхнего положения упор нажимает на кнопку «Стоп» и электродвигатель автоматически выключается.
Ножовочное полотно надевается одним отверстием на штифт неподвижно укрепленной планки, а другим — на штифт подвижной планки и прижимается специальными планками. Для натяга ножовочного полотна имеется гайка.
Система охлаждения
Для охлаждения ножовочного полотна имеется электронасос, установленный внутри станины. Резервуаром для охлаждающей жидкости является сама станина.
Насос засасывает охлаждающую жидкость и подает ее по шлангу и насадке к месту прореза. С помощью зажимного приспособления, передвигающегося по стойке, насадка может быть установлена в нужном положении.
Образующаяся при резании стружка собирается в съемное корыто. Охлаждающая жидкость по наклонным поверхностям станины стекает в выемку и через отверстие в станине снова попадает в резервуар.
Тиски
Для закрепления разрезаемого материала станок снабжен тисками двух типов: неповоротными и поворотными (рис. 23). Для квадратного и прямоугольного, а также для круглого материала диаметром более 120 мм применяются тиски с плоскими параллельно расположенными губками, а для круглых прутков диаметром 120 мм и меньше — тиски с губками, имеющими V-образные вырезы. Такими губками можно зажимать как один, так и несколько прутков или заготовок других профилей.
Материал в тисках зажимается с помощью упора и винта. Тиски могут перемещаться по станине в продольном направлении и закрепляться в любом месте под ножовочным полотном. Тиски с плоскими губками можно поворачивать вокруг оси и закреплять разрезаемый материал для угловой резки под углом 0°, 15°, 25°, 35°, 45°.
Для зажима разрезаемого материала в тисках с плоскими губками необходимо винт устанавливать в верхнее резьбовое отверстие упора зажима, а для зажима в тисках с V-образными губками — в нижнее.
Ограждение
Для защиты шестерен и шкивов привода станка применяются кожухи сварной конструкции.
Гидропривод станка
Гидропривод предназначен для подъема и опускания рукава с пильной рамой и для осуществления рабочей подачи ножовочного полотна в процессе резания. В начале рабочего хода давление полотна на разрезаемый материал минимальное, затем оно плавно возрастает, а перед окончанием рабочего хода падает. При обратном ходе пильной рамы ножовочное полотно приподнимается и с разрезаемым материалом не соприкасается.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла. Предельное давление масла в зависимости от прочности ножовочных полотен устанавливается предохранительным клапаном. Для установки предохранительного клапана на нужное давление степень сжатия пружины регулируется винтом.
Канал при подводе масла к контрольному манометру должен быть закрыт пробкой. При регулировке вместо пробки ввинчивается контрольный манометр.
Предохранительный клапан должен быть отрегулирован на давление не выше 25 кГ/см2.
Управление гидроприводом осуществляется краном с рукояткой. Рукоятка с указателем передвигается по шкале с надписями: «Подъем», «Медленное», «Быстрое», «Бездействие» и «Опускание». Поворотом рукоятки устанавливается соответствующий режим работы.
Масло в резервуар заливается через отверстие, которое после этого закрывается пробкой. Маслоуказатель имеет на стекле риску, соответствующую уровню масла. Сливается масло через отверстие в станине, также закрываемое пробкой.
В корпусе гидронасоса имеются два наклонных отверстия с запрессованными втулками. При движении поршней масло засасывается из резервуара через фильтр и нагнетается через каналы и пробки крана в рабочий цилиндр.
Шток поршня шарнирно соединен тягой с рукавом и управляет его движением.
Станок ножовочный отрезной 872А имеет гидравлическую систему для механизации основных вспомогательных операций:
- Опускание пильной рамы
- Резание с регулированием давления подачи и отскоком полотна во время холостого хода (резание медленное)
- Резание с регулированием давления подачи без отскока полотна (резание быстрое)
- Подъем пильной рамы после окончания пиления
Гидравлическая схема механической ножовки 872А
Гидравлическая схема механической ножовки 872а
Гидравлическая схема механической ножовки 872а
Гидропривод служит для быстрого подъема пильной рамы после окончания пиления и для рабочей подачи полотна в процессе резания.
В начале рабочего хода процесса резания на полотно действует минимальное давление, затем оно постепенно повышается и перед окончанием рабочего хода давление плавно падает.
В зависимости от рода материала величина падачи плавно регулируется дросселированием масла. Предельное давление масла в зависимости от прочности ножовочных полотен устанавливается предохранительным клапаном. Установка предохранительного клапана на нужное давление определяет степень сжатия пружины, которое регулируется винтом. Предохранительный клапан должен быть отрегулирован на давление не выше 25 кгс/см2. Станок поставляется отрегулированным в пределах 15..25 кгс/см2
Во время обратного (холостого) хода полотна осуществляется подсечка — отрыв полотна от заготовки чтобы не уменьшать ресурс режущего инструмента.
Описание гидравлической схемы
I положение — «Бездействие» (рис. 25, а), В этом положении рукав, связанный с поршнем 1 рабочего цилиндра 2, неподвижен. Пильная рама может иметь только возвратно-поступательное движение от кривошипного диска. Масло не может уходить из нижней полости цилиндра 2, так как канал 3 перекрыт телом пробки крана, а канал 4 — клапаном 5; поршень 1 остается неподвижным. Поршни 6 и 7 работают вхолостую.
Поршень 6 через фильтр 8 по каналам 9 и 10 всасывает масло в цилиндр 11 и выбрасывает его по каналам 12, 13, 14, 15 и 16 в резервуар. Поршень 7 через фильтр 8 по каналам 17 и 18 всасывает масло в цилиндр 19 и выбрасывает по каналам 20, 21 в резервуар.
II положение — «Опускание» (рис. 25, б) достигается поворотом рукоятки пробки крана из первого положения на 45° по часовой стрелке. В этом положении рукав с пильной рамой быстро и плавно опускается вниз.
Поршни 6 и 7, как и в первом положении, работают вхолостую. Поршень 1 под воздействием веса рукава и пильной рамы вытесняет масло из нижней полости цилиндра 2 по каналам 22, 3, 23, 24, 25, 26 в резервуар. Пространство вверху цилиндра 2 заполняется маслом, имеющим свободный доступ по каналам 10, 12, 13, 27, избыток масла идет в резервуар по каналам 14, 15, 16.
III положение — «Подъем» (рис. 25, в) достигается поворотом рукоятки пробки крана из второго положения на 45° по часовой стрелке. В этом положении рукав с пильной рамой быстро поднимается. Поршень 6 нагнетает масло в нижнюю полость цилиндра 2 по каналам 10, 28, 25, 29, 3, 22.
Поршень 7 также нагнетает масло в нижнюю полость цилиндра 2 по каналам 18, 30, 4, 5, 22.
Из верхней полости этого цилиндра масло свободно выходит в резервуар по каналам 27, 14, 15, 16. Поршень 1 поднимается вверх до положения, указанного на схеме. Здесь подъем прекращается, так как масло, нагнетаемое в нижнюю полость цилиндра, начинает свободно выходить в резервуар по каналам 31, 27, 14, 15, 16.
IV положение — «Резание медленное» (рис. 25, г) достигается поворотом рукоятки пробки крана из третьего положения на 45° по часовой стрелке.
В IV положении осуществляется минимальная подача, т.е. минимальное врезание ножовочного полотна в материал при рабочем ходе. При обратном ходе пильной рамы ножовочное полотно приподнимается над разрезаемым материалом.
Координация возвратно-поступательного движения пильной рамы и качательного движения рукава обеспечивается тем, что кривошипный диск, приводящий пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125° друг к другу и передающими движение поршням 6 и 7.
Цикл работы гидропривода в IV положении крана следующий:
Обратный ход пильной рамы
1-я часть: поршень 7, двигаясь вниз, незадолго до начала обратного холостого хода, перекрывает канал 33, и масло, нагнетаемое им, поступает по каналам 18, 20, 32, 3, 22 в нижнюю полость цилиндра 2. Поршень 1 перемещается вверх. Вследствие этого при обратном ходе зубья ножовочного полотна не касаются разрезаемого материала.
Масло из верхней полости цилиндра 2 выходит по каналам 27, 14, 15, 34, 16 в резервуар и по каналам 27, 13, 12, 10 — в цилиндр 11, так как в этот момент поршень 6 движется вверх и производит всасывание.
2-я часть: поршень 7, а затем поршень 6 меняют направление движения, и поршень 1 опускается.
Рабочий ход пильной рамы
1-я часть: непосредственно вслед за началом рабочего хода ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы получает подачу. Происходит это следующим образом: поршень 6 продолжает двигаться вниз, нагнетая масло в верхнюю полость цилиндра 2. Давление на поршень 1 в верхней полости создается дросселированием избыточного масла, которое отводится в резервуар по каналам 14, 15, 34 и 16.
Масло из нижней полости цилиндра 2 выходит в резервуар по каналам 22, 3, 32, 20, 18, 36, так как поршень 7 находится выше канала 33 в цилиндре 19.
2-я часть: поршень 7 меняет направление движения и начинает нагнетать масло. Так как поршень находится выше канала 33, нагнетаемое масло незадолго до конца рабочего хода отводится по каналам 33, 35, 36 в резервуар, поршень 6 также меняет свое направление и засасывает масло. Поршень 7 перекрывает канал 33 и начинает нагнетать масло по каналам 18, 20, 32, 3, 22 в нижнюю полость цилиндра 2. Поршень 1 движется вверх, ножовочное полотно приподнимается над разрезаемым материалом.
V положение — «Резание быстрое» (рис. 25, д). Давление сверху на поршень 1 в положении IV невелико, так как перепад давления в дросселирующем канале 34 незначителен. При вращении рукоятки пробки крана из IV положения по часовой стрелке сечение дросселирующего канала 34 постепенно сужается и давление сверху на поршень постепенно возрастает.
В V положении — при повороте рукоятки из IV положения на 135° по часовой стрелке — сечение дросселирующего канала сводится к нулю, в результате чего ножовочное полотно получает максимальную подачу. При этом избыточное масло поступает через предохранительный клапан 37 в резервуар.
Обслуживание и уход за станком
Станок отправляется заводом отрегулированным и проверенным на ходу.
Прежде чем пустить станок в ход, необходимо установить на требуемое число двойных ходов пильной рамы. При резке твердых металлов ножовке дают 55 дв.хода/мин. При резке мягких – 114 дв.ход/мин. В резервуар для масла гидропривода станка заливается около 10 литров масла «Индустриальное И30». За уровнем масла следят по маслоуказателю.
Необходимо проверить смазку станка, пополнить маслом масленки и подлить масло на шестерни привода. Охлаждающая жидкость заливается в нижнюю часть станины, служащую резервуаром. Количество охлаждающей жидкости – около 20 литров. Хорошей охлаждающей жидкостью является 6-10%; раствор «Эмульсола» в воде. Тиски устанавливаются на станке с таким расчетом, чтобы ось разрезаемой заготовки приходила посредине хода пильной рамы. При установке материала и закреплении его с тисках необходимо следить, чтобы заготовка лежала горизонтально и под углом к ножовочному полотну. Особое внимание следует обращать на состояние ножовочного полотна. Полотно должно быть натянуто, его зубцы должны быть остры.
Слабо натянутое полотно сделает неправильный разрез, а полотно с тупыми или поломанными зубцами будет непроизводительно работать и даст плохой с неровной поверхностью разрез, а при вязком металле может сломаться.
Прежде чем приступить к работе на станке, необходимо пустить станок на непродолжительное время вхолостую, для того, чтобы удалить воздух, находящийся в цилиндрах и каналах гидропривода. Воздух из пробки 82, выпускается при ее неполном вывинчивании при пуске станка, так как рукав станка находится в нижнем положении, рукоятку 25 крана гидропривода ставит из положения «Подъем» и затем включают мотор, нажав кнопку «Пуск». После того, как воздух будет удален и uyhгидропривод покажет нормальную работу при всех положениях, рукоятки крана можно приступить к работе станка.
При пуске станка рукоятку крана ставят с положение «Опускание» и включают мотор. После того, как полотно опустится к разрезаемому материалу, рукоятку крана переводят в положение «Медленное действие» для предварительного резания. После устанавливают той же рукояткой желаемую подачу.
Дальнейшая работа станка происходит автоматически. По окончании резки планка пильной рамы, ударяясь по рейке 16 переводит рукоятку 25 в положение «Подъем». Пильная рама поднимается, станок останавливается. Положение рейки 16 относительно шестерни, сидящей на пробке крана устанавливается заводом и не подлежит регулировке. Положение выключателя 25 относительно рукава устанавливается двумя винтами. Для нормальной работы станка необходимо применять для гидропривода и для смазки чистое минеральное масло, свободное от кислот и других примесей. Охлаждающая жидкость не должна быть загрязнена и засорена мелкими металлическими частицами и периодически должна фильтроваться или заменяться. На электрической части не должно быть пыли, грязи и особенно масла.
Шариковые подшипники мотора должны смазываться свободной от кислот и щелочей консистентной мазью, которая периодически меняется. Подшипники перед заполнением их смазкой должны тщательно промываться бензином. Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Температурные условия цеха, в котором должен работать станок, должны быть от +15° С и выше (по УХЛ4).
Регулировка изнашиваемых деталей
- 1.Износ направляющих пильной рамы компенсируется перемещением подвижного клина пильной рамы подтягиванием винта.
- 2.Износ пробки крана 19 и втулки крана компенсируется подтягиванием гайки 75 до получения нужного уплотнения.
Неполадки в работе станка и методы их устранения
При нарезании станок показывает низкую производительность:
- проверить уплотнение в кране и устранить утечку;
- проверить уплотнение в пробках заглушающих каналы в корпусе гидронасоса;
- отрегулировать предохранительный клапан.
Инструмент отрезных ножовочных станков 8725
Размеры ножовочных станочных полотен
Разрезание материала на ножовочных станках производится ножовочными полотнами, которые изготавливаются из сталей Р9, Р18 или ШХ 15.
Ножовочные полотна подбираются по длине и шагу зубьев в зависимости от размеров распиливаемой заготовки и материала. Основные размеры ножовочных полотен приведены в табл. 69.
Шаг зубьев ножовочных полотен подбирается в зависимости от толщины разрезаемой заготовки и ее материала. Ножовки с мелкими зубьями применяются для разрезания тонких заготовок и твердых материалов, ножовки с крупными зубьями— для заготовок с крупным сечением и мягких материалов.
Так, при разрезании станочными ножовками стали σвр = 40—60 кГ/мм2 рекомендуются ножовки с шагом зубьев 3..4 мм, стали σвр = 60 кГ/мм2 — с шагом 2,5 мм.
Форма зуба ножовочных полотен
Обычно форма зуба ножовочных полотен треугольная (рис. 27).
Для станочных ножовочных полотен принимают передний угол γ = 0—5°, задний угол α = 35—40°, угол заострения β = 50—55°, радиус впадин 0,5—1,5 мм. Всесоюзный научно-исследовательский инструментальный институт рекомендует симметричный зуб с передним углом γ = — 30° и угол заострения β = 60°
Эти ножовочные полотна имеют меньший износ зубьев, повышенную производительность и при затуплении могут дополнительно использоваться путем установки другим концом.
Для уменьшения бокового трения зубья ножовочных полотен имеют развод 0,6—0,8 мм. Разность в высоте вершин смежных зубьев полотна не должна превышать 0,1 мм у полотен с шагом зубьев 1 мм и 0,15 мм у полотен с шагом зубьев свыше 1 мм.
Производительность ножовочных станков зависит от давления на полотно, которое рекомендуется выбирать в зависимости от толщины полотна. Так, при толщине ножовочного полотна 0,8, 1 и 2 мм давление соответственно составляет 5, 10 и 30 кГ
При работе полотно должно быть туго натянуто на раме, после нескольких ходов пилы необходимо затянуть полотно вторично.
Технические характеристики механической ножовки 8725
| Наименование параметра | 872а | 872м | 8725 | 8Б72 |
| Основные параметры станка | ||||
| Наибольшие размеры сечения круглой заготовки (угол реза 90°), мм | 250 | 250 | 250 | 250 |
| Наибольшие размеры сечения круглой заготовки (угол реза 45°), мм | 120 | 100 | 140 | 140 |
| Наибольшие размеры сечения квадратной заготовки (угол реза 90°), мм | 250 х 250 | 250 х 250 | 250 х 250 | 250 х 250 |
| Наибольшие размеры сечения прямоугольной заготовки (угол реза 45°), мм | 120 х 120 | 100 х 100 | 140 х 250 | |
| Наибольшее расстояние от полотна доврхней части рамы, мм | 223 | 223 | ||
| Максимальная длина отрезаемой заготовки по упору, мм | 350 | 350 | 350 | 350 |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 550 | 450 | ||
| Размеры применяемого ножовочного полотна(ДхШхТолщ.), мм | 500 | 450 | 450х40х2; Ø 8 | 500х40х2; Ø 8 |
| Максимальная ширина пропила, мм | 2,5 | 3,8 | 3,5 | 3,8 |
| Число двойных ходов пильной рамы в минуту | 85; 110 | 85; 110 | 45, 56, 71, 112, 140, 128 | 75, 120 |
| Длина хода пильной рамы, мм | 150 | 140, 180 | 180 | 140, 180 |
| Угол поворота тисков, град | 45° | 45° | 45° | 45° |
| Производительность при резке стали 45 ГОСТ 1050-74 Ø 100мм, не менее см2/мин | 30 | |||
| Механизм зажима заготовки | вручную | вручную | вручную | |
| Электрооборудование станка | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,7 | 1,5 (1420) | 2,2 | 1,5 (1400) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) | ||
| Габарит и масса пресс-ножниц | ||||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1470 х 875 х 925 | 1470 х 690 х 885 | 1690 х 700 х 900 | 1610 х 700 х 900 |
| Масса пресс-ножниц, кг | 605 | 650 | 700 | 645 |
- Ножовочный станок 8725. Руководство по эксплуатации 8725.00.001 РЭ, Завод им. М.И. Калинина, г. Краснодар, 1975
- Веселовский С.И. Разрезка материалов, 1973
- Дроздов Ф., Лебедевич В., Рубежин В. Справочное пособие по отрезным станкам, 1967
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители