Ремонт автомобильного двигателя бывает разный. Можно использовать просто восстановление после поломки некоторых внутренних и периферийных деталей. А можно восстанавливать после серьезного повреждения. К таким видам поломок можно отнести трещины в блоке цилиндров, сколы на функциональных местах агрегата и различные прочие особенности. С такими поломками эксплуатировать силовой агрегат просто невозможно, иначе его может разорвать в процессе нагнетания давления в камерах. Есть два варианта выхода из ситуации. Первый — это замена поврежденной детали. Нужно подобрать подходящий вариант блока двигателя или определенную деталь, можно выполнить это на разборке, но с помощью хорошего специалиста. Так вы сможете выполнить действительно качественный подбор и купите надежные запчасти для восстановления.
Второй вариант — сварка аргоном. Многие владельца автомобилей с поврежденными силовыми агрегатами выполняют сварку аргоном. Это достаточно качественный процесс соединения деталей алюминиевого сплава между собой. Впрочем, для несущих основных деталей двигателя это не самое лучшее решение. Если треснул блок цилиндров, лучше купить новый. Здесь сварка не будет уместным вариантом решения проблемы. Это один из самых дорогих вариантов поломок на автомобилях, но иногда можно обойтись более или менее демократичными затратами. Все зависит от типа и расположения трещины, а также ряда других особенностей. Важно выполнить все задачи действительно качественно, чтобы восстановить все детали и получить высокую надежность службы силового агрегата.
Как самому заварить алюминиевый блок двигателя
В статье мы можем увидеть несколько повреждений блока цилиндров из алюминиевых сплавов в автомобиле. Из них можно увидеть, как в отдельных случаях производятся восстановительные работы цилиндрического блока.
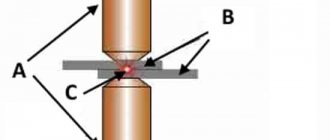
Повреждение блока цилиндров двигателя ЗМЗ-24
Повреждение заключается в трещине наружной рубашки охлаждения на углу блока. Одним концом она выходит к отверстию резьбы под шпильку крепления головки.
Техническими требованиями к свариванию является обеспечение прочности и герметичности сварочного соединения.
Наиболее целесообразным решением будет устранение повреждения с помощью аргонодуговой сварки. Вдоль трещины требуется разделать канавку и зачистить поверхность металла до полного снятия оксидной пленки, то есть перед свариванием должен появиться полностью чистый металл. Непосредственно перед началом сваривания вокруг трещины требуется произвести ее подогрев до температуры 250 – 280 градусов по Цельсию. Данную операцию можно осуществить с использованием пламени газовой горелки, на которой установлен наконечник номер 4 или номер 5. До требуемой температуры металл можно разогреть за 1,5 – 2 минуты. Чтобы предупредить возможное коробление металла под гильзу цилиндра в отверстие вставляется технологическая гильза.
Для сваривания применяется горелка номер 2, в которой установлен вольфрамовый электрод диаметром 5 – 6 миллиметров. Процесс сваривания ведется при силе тока 240 – 280 Ампер. Трещину можно заварить с любого конца, но лучше всего начинать сваривание от резьбового отверстия и после этого перейти на боковую поверхность блока.
Возможное образование пор в металле шва является следствием попадания в сварочную ванну накипей засасываемых с внутренней полости блока. Шов, в составе которого присутствуют поры, требуется переплавить без добавки присадочного материала. При этом горелке придаются серповидные движения поперек шва или петлеобразные движения перпендикулярно плоскости.
Окончив сваривание блока цилиндров, место проведения сварочных работ требуется накрыть асбестом для медленного охлаждения металла, таким образом, избегая резкого перепада температур. Для того чтобы полностью убедиться в герметичности сварочного соединения, блок цилиндров следует опрессовывать на гидравлическом стенде, воздействуя на него под давлением 0,3 — ,4 МПа.
В данном случае было произведено восстановление блока цилиндров до возобновления всех его рабочих функций. Для работы потребовалось использование аргонодуговой сварки, а также умение и опыт сварщика, которые являются незаменимым инструментом при проведении любых сварочных работ. Из данного примера можно увидеть, что сваривание блока цилиндров является не столь сложной работой, однако она требует внимательности и старания, благодаря чему сварочный шов станет прочным и долговечным.
Источник
Ремонтируем блок цилиндров ч.6 – клей вместо сварки
(публикуется в сокращении)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук?
«Упустил масло» — так описал свой случай один из водителей. Упустил — значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
Такой блок, конечно, надо менять. Но он стоит денег, и немалых. Так что варианты хоть и есть, но реальный выход из положения они обеспечивают далеко не всегда.
А если все-таки блок не менять? Попробовать его отремонтировать? Что ж, дело хорошее, только непростое, требующее знаний и некоторого опыта.
Варить или не варить?
Принципиально можно отремонтировать блок цилиндров с любыми повреждениями. Весь вопрос в том, насколько это экономически оправданно.
Конечно же, прежде чем начинать исправление таких сложных повреждений, как пробоины, необходимо наметить технологию ремонта. Самый важный вопрос — каким способом заделывать пробоину. От этого зависит и трудоемкость работы, и потребность в специальном оборудовании и инструменте, и в конечном счете — надежность двигателя после ремонта.
Традиционным способом ремонта пробоин в блоке цилиндров считается сварка. Однако просто взять и заварить пробоину трудно. Локальный нагрев в зоне сварочного шва всегда приводит к возникновению больших напряжений при остывании блока. А это опасно — могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
Конечно, результат сильно зависит от квалификации сварщика и используемого оборудования. Например, если перед сваркой блок подогреть, а после — медленно охладить, то напряжения будут заметно снижены. Значит, и деформации уменьшатся, и трещины, скорее всего, не появятся. Правда, такой процесс требует специальной печи, а это уже не так дешево. Кстати, хорошее сварочное оборудование тоже не отличается дешевизной. У сварки есть и другие недостатки, связанные с материалами, из которых изготавливаются блоки цилиндров. Так, легирующие элементы, присутствующие в металле, нередко мешают получению качественного сварного шва.
Когда пробоина заварена, прочность и жесткость блока, нарушенные в результате поломки, будут восстановлены. Но это вовсе не значит, что отремонтированный блок обретет былую герметичность. Ее обязательно нужно проверять — и при необходимости дополнительно герметизировать шов, например, с помощью различных клеевых композиций.
Вот и получается, что во многих случаях сварка — довольно сложный и не самый удачный способ ремонта. А какой лучше? Однозначно не ответить, но альтернатива сварке все же есть.
Как заклеить пробоину
Итак, применяемая технология должна быть доступной и недорогой, то есть не требовать дорогостоящего оборудования, инструмента и материалов; она должна выполняться персоналом средней квалификации и обеспечивать высокую надежность двигателя после ремонта. Всем перечисленным требованиям вполне удовлетворяет способ ремонта с помощью клеевых композиций.
Вы удивлены? Напрасно. Технология клейки блоков давно проверена и успешно применяется рядом специализированных мастерских по ремонту двигателей.
Любую клеевую композицию, как и сварку, нельзя применять просто так, что называется, в лоб. Надо обязательно соблюдать требования, которые уже достаточно хорошо отработаны. Коротко сформулируем задачу: надо заделать пробоину в блоке, обеспечив высокую прочность и герметичность стенки после ремонта. Решение ее доступно любой мастерской или СТО.
Начинать, как и всегда, надо с подготовки. Необходимо тщательно зачистить поверхность вокруг пробоины (и внутри, и снаружи блока) на ширину 20-25 мм. Далее следует вырезать и подогнать накладки из листовой стали толщиной 0,7-0,8 мм. Для того, чтобы с нахлестом 15-20 мм закрыть пробоину с двух сторон — изнутри и снаружи. Поскольку форма накладок, скорее всего, получится сложной, повторяющей «рельеф» поверхности блока, вначале лучше сделать картонные шаблоны, а уже затем по ним вырезать накладки.
Накладки подгоняют по месту, обстукивая молотком так, чтобы обеспечить их точное прилегание к блоку. Там, где есть полное прилегание, размечаются и сверлятся отверстия. Для этого накладка прижимается к блоку, и сверлом 5,0-5,2 мм делаются сквозные сверления через накладку в стенке блока. Отверстия должны располагаться равномерно по контуру пробоины с шагом 40-50 мм. Отверстия в накладках рассверливаются до 6,5 мм, а в отверстиях блока нарезается резьба М6. Там, где стенки блока достаточно тонкие (менее 8-10 мм), можно рассверлить отверстия в блоке до 6,5 мм, чтобы затем одним болтом притянуть обе накладки — и снаружи, и изнутри.
Нелишним будет предварительно собрать конструкцию — поставить и затянуть все болты, чтобы проконтролировать, как встают накладки на блок и заворачиваются болты. Осталось тщательно зачистить поверхности накладок, все обезжирить ацетоном и приступить к финальной стадии ремонта — нанесению клеевой композиции. А что наносить?
Действительно, широко распространенная в прошлом эпоксидная смола сегодня не годится. Например, без наполнителя она вытечет из зазоров между накладками и блоком. Без пластификатора тоже ничего не получится — затвердевшая смола треснет, поскольку блок цилиндров постоянно испытывает циклы нагрева-охлаждения, приводящие к опасным для смолы напряжениям.
Более удачны композиции типа «холодной сварки». Основа у них, как правило, та же, эпоксидная, но свойства за счет добавок лучше — и прочность, и пластичность, и адгезия. Некоторые из этих материалов выдерживают высокие температуры — до 250-3000С, что для двигателя не будет лишним.
Но мы из имеющихся вариантов выбрали композицию американской фирмы Belzona.
Для ремонта чугунных деталей в программе фирмы имеются композиции с мелкой чугунной крошкой, идеально подходящие для блоков цилиндров. Ну и, конечно, многолетний опыт использования этих композиций для ремонта блоков — он тоже немалого стоит. Единственный, по нашему мнению, недостаток материалов Belzona — сравнительно высокая цена (более 100 долл. США за килограмм).
Смешав компоненты в необходимой пропорции (1:3 по объему), наносим их на стенку блока по контуру пробоины и прижимаем одну из накладок. После этого пробоина заполняется композицией и устанавливается вторая накладка. Между накладками должно оказаться столько композиции, чтобы при затягивании болтов часть ее выдавилась по всему контуру накладок.
Когда композиция отвердеет, останется только срезать выступающую часть болтов (из эстетических соображений или если они чему-нибудь мешают) и покрасить блок.?
www.motornn.ru
Как заварить алюминиевый блок двигателя
Блоки цилиндров двигателя ЗМЗ-53 изготавливаются из алюминиевого сплава АЛ-4. Сваривание данного сплава имеет множество особенностей, которые создают некоторые трудности при сваривании. Главной трудностью является то, что во время сварочного процесса алюминий при взаимодействии с кислородом соединяется и образовывается оксидная пленка, которая имеет большую температуру плавления в отличие от чистого алюминия. Находясь на поверхности сварочной ванны, окись алюминия затрудняет сваривание. Также стоит обратить внимание на то, что сваривание алюминиевых сплавов может быть затруднено тем, что металл имеет высокую теплопроводность, а при повышенной температуре достаточно хрупок, что при несоблюдении некоторых требования может привести к образованию трещин на его поверхности.
Сваривание блока цилиндров двигателя требуется производить с нейтральной зоной ацетиленокислородного пламени. Также можете применять пламя с избытком ацетилена.
Сварочные работы по сварке блока цилиндров производятся с за сверлением в поверхность кромок металла. Зона трещины зачищается от загрязнений разного рода с помощью абразивного круга или специальной металлической щетки. После этого блок цилиндров нагревается до температуры 250 – 300 градусов по Цельсию. Для проведения данного процесса блок может помещаться в специальную печь для разогрева или подогреваться с помощью пламени горелки. При подогреве трещина должна находиться в горизонтальном положении.
С обеих сторон от трещины располагаются кусочки присадочного материала, которым являются стержни алюминиевого сплава АЛ-4, из которого изготовлен сам блок. Пламя горелки направляется на трещины, в которую вводится стальной крючок. После начала плавления металла крючок погружается в глубину металла и с его помощью производится перемешивание расплавленного металла.
Таким образом, разрушается пленку тугоплавких окислов, а сами окислы удаляются из сварочной ванны, что позволяет сделать сварочный шов прочным и долговечным. После разогрева сварочной ванны, в нее вводится присадочный материал. Он вводится без отведения пламени горелки, а для растворения образовавшихся окислов применяются флюсы.
Ориентировочные цены на услуги
| № | Наименование работ | Количество нормо-часов | Стоимость нормо-часа (руб.) | Общая стоимость (руб.) |
| 1 | Сварка блока двигателя | 2,8 | 1200 | 3360 |
| 2 | Покраска корпуса зеркала | 1,3 | 1200 | 1560 |
| 3 | Крыло переднее — снятие/установка или замена. | 1,8 | 1200 | 2160 |
| 4 | Ремонт двери. | 2,8 | 1200 | 3360 |
| 5 | Окрас крыши. | 8,8 | 1200 | 10560 |
| 6 | Аргонная сварка сложных узлов и деталей | 2,8 | 1200 | 3360 |
| 7 | Покраска двигателя | 24,8 | 1200 | 29760 |
| 8 | Удаление вмятин PDR | 3,8 | 1200 | 4560 |
| 9 | Покраска мотора | 24,8 | 1200 | 29760 |
| 10 | Панель передняя – замена От | 3,8 | 1200 | 4560 |
Обратите внимание на то, что данный интернет-ресурс (в том числе указанные цены на услуги) носит исключительно ознакомительный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса РФ. Стоимость работ меняется в зависимости от марки автомобиля, его возраста и технического состояния.
Что такое блоки ДВС
Блок цилиндров мотора отлит из чугуна или алюминиевого сплава. В теле выполнены отверстия для гильз или находится монолитная вставка с таковыми для поршней. Внутри детали выполнены протоки для антифриза и масла, на нижней части есть постели для подшипников коленчатого вала. Узел воспринимает силовые нагрузки и имеет приливы для установки подушек, необходимых для монтажа в моторном отсеке. На внешней части есть площадка, на которой выбит или нанесен иным способом серийный помер (сведения об этом заносятся в ПТС и информационные базы ГИБДД).
Особенности материала
Для изготовления деталей используют:
- Алюминиевые сплавы, отлитые под высоким давлением (с содержанием кремния, меди, марганца и магния), позволяющие снизить массу и габариты силового агрегата. Внутри тела расположена чугунная вставка с зеркалами цилиндров. Восстановить алюминиевые узлы с тонкими стенками термическими методами невозможно. В случае механических повреждений требуется покупка нового блока.
- Серый чугун (железо с содержанием углерода от 2,14% и с легирующими присадками). Металл используется для части двигателей отечественного и зарубежного производства. Трещину можно заварить специальными электродами. Если повреждение затронуло опоры коленчатого вала, поверхность для установки головки или зеркала, то ремонт невозможен.
Свойства и свариваемость чугуна
Из-за повышенного содержания углерода в сварных швах формируются поры, заполненные угарным газом. Пустоты снижают механическую прочность чугунной конструкции, в которой появляются трещины. Металл отличается быстротой охлаждения. Из-за разницы температур возникают внутренние напряжения и формируются разные модификации кристаллических решеток, приводящие к появлению разломов. Для сварочных работ необходимы специальные электроды, требуются равномерные нагрев и охлаждение блока цилиндров.
Выполнение сварки блоков цилиндров
С другой стороны, квалифицированная сварка блоков цилиндров в большинстве случаев дает возможность сравнительно недорого полностью восстановить работоспособность узла и избавить от необходимости купить новый БЦ для замены.
Эффективность сварочных работ определяется следующими условиями:
- прочность восстановленного узла должна быть не ниже первоначальной;
- должна быть восстановлена полная герметичность БЦ и сопряжений с соседними деталями;
- полное восстановление геометрических параметров БЦ;
- должна быть обеспечена максимальная долговечность восстановленного блока.
Технология, по которой выполняется сварка блоков цилиндров, зависит от того, из какого материала изготовлен этот узел двигателя. На современных автомобилях чаще всего используются БЦ из алюминия, чугуна и нержавеющей стали.
Наиболее сложным видом работ можно назвать сварку алюминия. Это связано со свойствами самого материала. В частности при сваривании не допускается взаимодействие металла с кислородом. Поэтому сварка блоков цилиндров из алюминия выполняется в среде защитного инертного газа – аргона, который вытесняет кислород из зоны расплавления и предотвращает реакцию окисления. Для аргонной сварки используются специальные неплавящиеся электроды из вольфрама. Также применяется большое количество разновидностей припоев.
Чугун характеризуется плохой свариваемостью. Это связано с тем, что при значительном нагреве с последующим охлаждением изменяется структура металла. В связи с этим шов может иметь серьезные дефекты, что является недопустимым для блока цилиндров. Поэтому сварка чугунных деталей производится с равномерным нагревом до 600-700 градусов с последующим плавным охлаждением. Также может использоваться холодная сварка чугунными, стальными электродами или электродами из цветных металлов.
Сварка блоков цилиндров из нержавеющей стали также выполняется в среде аргона. Здесь основной сложностью может быть образование оксидного слоя карбида хрома, который характеризуется высокой пористостью и может снижать прочностные характеристики металла, а также способствовать коррозии. Предотвратить это позволяет использование специальных электродов, покрытие которых изготовлено из легирующего состава.
Автосервисом «ДетейлингофЪ» выполняется, при необходимости срочно, сварка блоков цилиндров всех типов. Наши специалисты имеют большой опыт и регулярно повышают свою квалификацию. Поэтому мы можем гарантировать высокое качество и оптимальную стоимость ремонта.
Основные причины образования трещин
Распространенные причины повреждения корпусной детали в процессе эксплуатации:
- обрыв шатуна, который пробивает ее боковую поверхность;
- замерзание воды, залитой в систему охлаждения;
- перегрев двигателя внутреннего сгорания, приводящий к термическим деформациям и разрушению элементов конструкции;
- циклические ударные нагрузки (например, из-за эксплуатации автомобиля с поврежденными подушками опор).
Одна из основных причин образования трещин повреждение шатуна.
При сварке трещины формируются при резком нагреве или охлаждении стенок чугунной детали. Для предотвращения дефекта блок медленно прогревают и обеспечивают подвод к нему тепла при выполнении сварочных работ. Для предотвращения снижения концентрации углерода, который соединяется с атмосферным кислородом и образует газ, используют защитную среду (например, аргон или флюсы). Во избежание попадания в шов водорода (из воздуха или обмазки электрода) применяется защитная газовая среда. Трещины могут образовываться и при неправильно подобранном флюсе.
Когда не имеет смысла проводить сварку аргоном?
Часто в процессе эксплуатации автомобиля возникает необходимость провести смену датчика в корпусе двигателя или свечей. Вполне может оказаться, что эти элементы слишком сильно затянуты. В таком случае мастер или владелец может приложить чрезмерное усилие и просто отколоть кусок агрегата. Если это было произведено на месте установки свечки, придется покупать новый блок. При попытке сварки произойдут такие процессы:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.
Сварка аргоновой смесью происходит с помощью вольфрамового электрода, который нагревается до температуры порядка 4000 градусов при максимальном режиме. Это требует не только повышенной осторожности, но и достаточно высокого профессионализма. Достаточно поставит электрод не в ту точку, и он просто сделает еще одну дырку вместо сварки необходимых элементов вашего двигателя.
Способы сварки ДВС
Для восстановления повреждений используют несколько технологий:
- горячей обработки;
- полугорячего воздействия;
- сварки без предварительного прогрева.
Горячая
Под горячим процессом подразумевают сварку с предварительным прогревом заготовки газовой горелкой до +600°…+700°С. После формирования шва блок медленно охлаждают в печи, минимизируя риск отбеливания (появления твердой и хрупкой фазы) и образования газовых пор. Для выполнения работ требуется специальная оснастка, поэтому технология в бытовых условиях не применяется. Шов отличается повышенной механической прочностью (при выполнении требований). Допускается заделка повреждений в труднодоступных участках.
Полугорячая
Для массивных корпусных деталей затруднителен полноценный прогрев, поэтому их обрабатывают по технологии полугорячей сварки. Зону вокруг шва прогревают до температуры +300°…+400°С, а затем равномерно остужают. Повышенная толщина стенок и большой вес конструкции снижают риск появления новых трещин из-за термических напряжений или образования кристаллов белого чугуна. Методика рассчитана на использование специальной оснастки, в бытовых условиях не применяется.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Сварка блока двигателя
Горячая сварка
По технологии свариваемую деталь необходимо разогреть до +600-700°C, это делается в специальных печах, горнах. Умельцы осуществляют процесс в кожухах с асбестовой прослойкой. Для этого используют газовые горелки. При прогреве металл сохраняет пластичность, вязкость. Лучше сваривается электродуговым методом жидкой ванны с использованием электродов марок МНЧ-2, ОМЧ-1, ОМЧ-2, ОЗЧ-2, ОЗЖН-1, ЦЧ-4.
Подготовка перед сварочным процессом
На подготовительном этапе нужно очистить сопрягаемые поверхности от следов краски и масла для улучшения видимости материала. Не допускаются острые углы, являющиеся концентраторами напряжений. Кромки необходимо срезать абразивным инструментом (например, напильниками или электрической твердосплавной фрезой). Выемки для будущего шва должны приобрести U-образную конфигурацию с закругленными переходами. На концах трещин необходимо просверлить отверстия на всю глубину стенки (диаметр канала – 5-6 мм).
Если трещины расположены в труднодоступных местах, то требуется вырезать технологические каналы для обеспечения доступа (дополнительные снижают жесткость блока цилиндров). После выполнения работ отверстия необходимо заделать (заварить или закрыть резьбовой пробкой). Перед работами важно оценить трудоемкость и рентабельность восстановления узла. В ряде случаев целесообразно приобрести новую деталь и внести в документы соответствующие корректировки (указать в ПТС измененный идентификатор номерного агрегата).
Технология сварки блоков ДВС
Для сварки в холодном режиме необходимо:
- Установить узел на монтажный стол. Чтобы приварить фрагмент, нужно совместить детали и зафиксировать зажимами. Очищать поверхности от следов масла или антифриза не требуется: посторонние жидкости выгорят под воздействием высокой температуры от горящей дуги.
- Наплавить металл электродом по кромкам разлома, не допуская перегрева основной части блока до температуры выше +80°С.
- Короткими стежками заполнить шов, делая проковку валика по горячему материалу. Участки должны иметь длину до 40 мм и располагаться на расстоянии друг от друга (для предотвращения перегрева блока).
- Перевернуть изделие и выполнить сварку по аналогичной методике.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Параметры режимов сварки
Параметры сварочного тока подбирают в зависимости от типа и диаметра электродов. Информация об этом указывается производителями на упаковке. Например, для 3 мм параметр составляет от 65 до 80 А для изделий ЦЧ-4, а при использовании ОЗЖН-1 значение увеличивается до 100-120 А. При применении электродов диаметром 5 мм сила тока составляет 130-150 А и 160-180 А соответственно. При нарушении режима происходят выброс материала из сварочной ванны и перегрев заготовки, приводящий к появлению трещин.
Подбор электродов для сварки
Распространенные типы электродов для сварки чугуна (по российским стандартам):
- ЦЧ-4, предназначенные для сварки без нагрева конструкции. Они имеют диаметр 3, 4 и 5 мм. В состав наплавленного металла входит до 0,25% углерода, присутствуют марганец, ванадий и кремний. Изделия имеют основное покрытие, для наплавки 1 кг материала потребуется 1,4 кг электродов. Допускается использование оборудования постоянного или переменного тока (подключение обратное).
- ОЗЧ-2, имеющие кислое покрытие. Они предназначены для заделки трещин и наплавки материала на изделия из серого или ковкого чугуна. Рассчитаны на сварку короткими валиками (длина от 30 до 50 мм) с проковкой сразу после гашения дуги и охлаждением под воздействием атмосферного воздуха. Перед работами требуют прокалки при температуре около +200°С на протяжении 1 часа. Стержень состоит из меди с добавлением железа и никеля (10% и 2% соответственно), в нем присутствуют марганец и небольшое количество кремния.
- ОЗЖН-1 с основным покрытием. Они обеспечивают получение наплавленного материала, соответствующего по оттенку серому чугуну. Рассчитаны на холодную сварку короткими валиками с проковкой и плавным охлаждением. Предназначены для аппаратуры постоянного тока с прямой полярностью подключения. Для заделки крупных разломов такие электроды используют совместно с МНЧ-2. Стержень у них состоит из сплава никеля с железом и присадками (углеродом, марганцем, кремнием и следами алюминия).
- МНЧ-2 рассчитаны на работу без предварительного подогрева заготовки. Они применяются для заварки дефектов в блоках из серого чугуна. Обеспечивают получение материала шва с повышенной твердостью. Для сварки необходимо оборудование постоянного тока с обратной полярностью подключения.
Кроме российских марок, существуют аналоги, выпускаемые шведской компанией Esab или германскими заводами Kjellberg или Zeller. Например, электроды 855 от Zeller имеют биметаллический стержень (сплав никеля с железом) и основное покрытие на базе графита. Они рассчитаны на сварку чугуна без подогрева кромок (допускается соединение стальных элементов с чугунным основанием). Изначально созданы для восстановления картеров силовых агрегатов или узлов трансмиссии.
Техника безопасности
В процессе сварки необходимо соблюдать меры безопасности:
- использовать защитный щиток, одежду и рукавицы из негорючих материалов;
- подключать оборудование к исправной сети переменного тока;
- применять сварочный аппарат с контуром заземления;
- не использовать шнуры с поврежденной или отсутствующей изоляцией (длина соединительных проводов должна быть не более 10 м);
- оснастить рабочее место вентиляцией и предусмотреть защитные экраны;
- при сварке в помещении с повышенной влажностью использовать резиновый коврик;
- не работать там, где складируются легковоспламеняющиеся жидкости (например, моторное топливо или масло);
- для удержания деталей применять специальные зажимы.
Новичок варит алюминиевый блок
#1 fisherman
Здравствуйте, уважаемые профи. Так получилось, что я айтишник, но с самого детства тянет меня ко всяческим железякам и соединению их между собой посредством сплавления. Среди прочего оборудования или «оборудования» есть у меня Aurora inter tig ac\dc 200 pulse, на которой я пытаюсь осваивать сварку неплавящимся электродом. Знаю, что сундук так себе, но он однозначно лучше на порядки Triton, с которым я мучился 1,5 года и так его и вернул в магазин. Никаких заказов не беру, это для души, да и одно дело свою детальку испортить, а другое дело чью-то важную деталь. Это не мой источник дохода, это чистой воды хобби. Достаточно дорогое. Опять же так уж вышло, что знакомый очень попросил помочь горю его. Движок показал кулак дружбы. Конечно же я осознавал, что задача не совсем для меня простая, но очень просили. Фотки пролома не сделал, но после зачистки и разделки под швы вот что получилось
Выбитый кусок был, само собой, утрачен. Хозяин блока привез крышку от борно асинхронного электродвигателя. По толщине она подходит, миллиметров 5-6 как и толщина стенки блока. Форма отверстия под сварку такая потому что внутренняя часть должна быть не прямая, вырезал из 3 частей, подгонял и прихватывал. Вот правая заплатка
«Подварены» две заплатки, готова последняя
Фотки плохие, по ним особо и не видно, опишу что делал.
Сначала просмотрел место излома на возможные трещины, не обнаружил их. Все равно прошелся прямой болгаркой с фрезой и снял слой излома чтобы и микротрещины ушли и стенки отверстия стали вертикальными. Потом прошелся фрезой-морковкой и снял фаски под сварку. Снимал примерно 2-3 толщины, больше побоялся прожигать думал буду. Перед сваркой все чистилось до блеска кордщеткой на дрели. Болгарка туда не подлезает и оборотов многовато. На прямой болгарке эта насадка как-то не очень себя ведет, дрель — самое то. После очистки визуально проверяю на грязь, все чисто. Обезжириваю все ацетоном. Присадку тоже ацетоном. И начинаю варить.
Правая заплатка более менее прижилась с первого раза. Приварил верхнюю, блок остыл, вижу трещину. Тааааак, с этим я еще не сталкивался, но много про холодные трещины читал. Фигня вопрос, предварительный подогрев блока и остывание под одеялом нам помогут. Нет, не помогут, не мне по крайней мере. Грел газовой горелкой на баллончике которая. Грел не как положено, а весь блок градусов до 80, место сварки погорячее, может 100, но не больше. Остывает под несколькими слоями стеклоткани, асбеста нету, но вроде стеклоткань неплохо держит тепло. Снимаю «одеяло» — трещины. Постепенно начинаю понимать почему правая маленькая латка не трещит — она там заневолена и просто за счет того, что она меньше остальных, она ограничена металлом блока, играть ей особо некуда, вот и не трещит. Забегая вперед скажу, что я все же доигрался до трещины правой латки. Долго описывать смысла нет, все сводится к тому, что вроде бы как-то приварилось, но при остывании трещит. Поскольку техзадание было «Мне так, чтобы масло не текло», то продолжаю наваливать присадку. Проплавляю трещину, подкидываю присадки. Постепенно прихожу к пониманию, что это все дело надо вырезать, поэтому продолжаю эксперименты. Следующая проблема: металл заплатки в процессе сварки вроде как кипит и пузырится. Я на свою неопытность списывал, но вот третья часть от моих попыток
Так вот, сразу не видел, потому как подумать про такое не мог. А потом разглядел такую картину: загорается основная дуга, ванна только начинает образовываться, смотрю внимательно сбоку и вижу, как из ванны прямо по дуге какая-то фигня плюется мне прямо в электрод. Само собой шипение, брызги, мат, обрезка кончика, заточка. Электроды все WL-20 диаметры 1,6; 2,4; 3,2 И да, на фотке не все электроды с первого плевка. Я сначала сразу после такого касания точить шел, потом «вывел формулу», что 2-3 таких микроплевка электрод переживает, на 3-4 получается, то что на фотке. Кроме того, чтобы избежать таких «касаний» приходится сильно растягивать дугу, что неправильно, но как-то бороться с ними надо. И даже избежав плевком я все равно вижу какую-то раковину на шарике электрода.
Возможные сложности
Проблемы, возникающие при восстановлении деталей:
- Повреждение затрагивает отверстия с резьбой, предназначенные для установки датчиков. После заделки разлома требуется просверлить канал и восстановить нарезку, но механическое воздействие может разрушить швы. В этом случае придется отказаться от установки датчика или приобрести новый блок.
- Трещина проходит через рубашку охлаждения или каналы подачи моторного масла. При проведении сварочных работ происходит полное или частичное перекрытие сечений. Подобный ремонт приводит к ускоренному выходу двигателя из строя (из-за локального перегрева или масляного голодания).
- Полученный сварной шов не является герметичным, поэтому необходимо нанести слой эпоксидной смолы. Перед обработкой – очистить поверхности от нагара и обезжирить (например, растворителями для красок). После полимеризации эпоксидная смола не пропускает жидкости, но не выдерживает вибрационных нагрузок и температуры свыше +120°С. После сварки ферромедным электродом для герметизации используют обработку шва 10%-ным раствором хлористого аммония. Продукты реакции заполняют поры и снижают риск течи жидкости.
Помощь специалистов
При возникновении затруднений рекомендуется обратиться в специализированные компании, занимающиеся восстановлением деталей из черных и цветных металлов. После анализа повреждений производится расчет цены ремонта. Необходимо сопоставить затраты на восстановление со стоимостью нового блока. Для ряда массовых моделей автомобилей (например, завода ВАЗ) рентабельнее установить другой узел (с одновременной заменой поршневых колец, вкладышей и ревизией газораспределительного механизма), чем оплачивать услуги за ремонт сторонней организации.
Дополнительная информация
После окончания работ поверхности необходимо обработать (например, если устанавливается какой-либо агрегат). В условиях мастерской для выравнивания плоскости используют фрезерный станок, в бытовой ситуации – угловую шлифовальную машинку. При этом важно не повредить сопрягаемые поверхности с высокой точностью обработки (например, для установки колокола сцепления, лобовой крышки или головки).
Сварка автомобильного блока цилиндров требует высокой квалификации работника. Допущенные ошибки приводят к снижению прочности узла, при циклическом изменении температуры (деталь прогревается до +90°…+95°C и остывает до температуры окружающей среды) возможно появление новых трещин. При большой площади повреждения допускается установка заплаток из листа стали, которые вваривают в чугун. Решение о способе восстановления и целесообразности ремонта принимает мастер, основываясь на квалификации и имеющемся в распоряжении оборудовании.
Источник
Подводим итоги
Как видите, сваривают блок цилиндров аргоном чаще всего для продажи. Это не самый надежный вариант ремонта силовой установки. Но есть мастера, которые могут сделать все довольно качественно. Зачастую после визита к ним владельцы решают продавать авто, так как постоянно тревожит факт наличия кустарного вмешательства в работу двигателя. Любой звук становится страшным, кажется, что сейчас двигатель разлетится на мелкие кусочки. Поэтому при ремонте автомобиля для собственной дальнейшей эксплуатации намного лучше и проще выполнить нормальный ремонт с заменой блока цилиндров.
При ремонте на продаже лучше вообще отказаться от любых работ, просто скинув покупателю цену на сумму ремонтных работ. Если новый владелец захочет варить двигатель аргоном, это будут его проблемы. Вы же выйдете из этой ситуации достаточно честно с незапятнанной репутацией. Не следует проводить дешевую сварку аргоном в гаражном автосервисе, а затем быстро ехать на авторынок в надежде продать авто и забыть обо всех этих проблемах. Взаимными подставами владельцы автомобилей уже сделали авторынок опасным местом, где можно потерять все свои деньги. А как вы относитесь к ремонту корпусов агрегата и КПП с помощью сварки аргоном?
Источник