Мы занимаемся профессиональной аргоновой сваркой более 10 лет. Очень часто возникают ситуации, когда при снятии какой-либо детали автомобиля выясняется, что нужна аргонная сварка, а оборудования или квалифицированного сварщика в сервисе нет.
Или нужно заварить какую-нибудь деталь, которую просто невозможно доставить в стационарный сервис или мастерскую. В такой ситуации наши услуги просто необходимы. Сварка аргоном применяется при необходимости создать прочную конструкцию из металла, когда при обычном виде сварки этого сделать нельзя. Данный метод эффективен при соединении алюминия, титана, меди, нержавейки.
Немаловажную, если не главную роль в аргонно-дуговой сварке играет опыт сварщика. Здесь нужно, как говорится, хорошо набить руку. А сварка — дело ответственное и зачастую ювелирное (одно дело приварить петли к воротам, и совсем другое отремонтировать трубку кондиционера).
Технология сварки аргоном
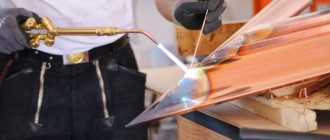
Основной принцип работы — сварка выполняется электродуговым способом в атмосфере защитного газ.
Сварка аргоном
Большая часть цветных металлов, нержавейка и высоколегированная сталь отличаются от черных металлов тем, что в нагретом состоянии проявляют высокую химическую активность и взаимодействуют с кислородом воздуха, образуя окислы и теряя полезные присадки.
Это существенно ухудшает как свойства самого шва, так и металла в околошовной области. Шов получается непрочным, а сплавы теряют свои свойства, обусловленные легирующими добавками. Еще хуже дело обстоит с алюминием и некоторыми другими легкими металлами — они возгораются.
Чтобы избежать этих неприятных последствий, сварку проводят в атмосфере инертного газа — аргона, препятствующего взаимодействию и разогретого металла с кислородом воздуха. Плотность аргона почти в полтора раза больше, чем плотность воздуха, поэтому инертный газ замещает воздух в рабочей области и защищает ее.
Сварка аргоном может выполняться как плавкими, так и неплавкими электродами, обычно вольфрамовыми.
Технология аргонодуговой сварки предусматривает три основных метода:
- MMA (РАД) ручную, вольфрамовым электродом
- MIG/MAG (ААД) автоматическую, неплавким электродом
- TIG (ААДП) –также автоматическую, плавким электродом
Технология аргоновой сварки
Технология аргоновой сварки предполагает использование электрической дуги и газа. Источник нагрева – электрическая дуга – расплавляет кромки изделия, после чего происходит само сваривание металла. Инертный газ аргон нужен для того, чтобы вытеснить кислород из рабочей зоны, а также нивелировать любое влияние атмосферы. Если поверхность не будет защищена от взаимодействия с кислородом, шов получится непрочным, негерметичным, с пузырьками. Расплавленный алюминий при контакте с кислородом сгорает.
Услуги аргонной сварки
Различают следующие виды аргонодуговой сварки:
- ручная сварка аргоном (РАД) неплавящимся вольфрамовым электродом;
- автоматическая аргонодуговая сварка (ААД) неплавящимся электродом;
- автоматическая аргонодуговая сварка (ААДП) с плавящим электродом.
Особенности аргонной сварки
Аргоновая сварка отличается от обычной несколькими особенностями. Основным рабочим инструментом в составе аппаратного комплекса служит горелка. В ней по центру закрепляется вольфрамовый электрод, газ поступает через форсунку.
Электродуга нагревает и расплавляет металл в рабочей области, присадочная проволока, плавясь, дает материал для шва. Состав этой проволоки надо подбирать так, чтобы он был как можно ближе к составу свариваемых металлов.
Технологический процесс состоит из следующих этапов:
- Механическая либо химическая (а в случае сильных загрязнений — и обе) очистка свариваемых поверхностей и околошовной зоны. Необходимо очистить поверхности лот механических загрязнений, масляных пятен и пленки окислов.
- Массовый провод от аппарата присоединяется к свариваемым заготовкам. Следует отметить, что присадочная проволока не входит в состав электроцепи.
- В зависимости от толщины свариваемых деталей выбирается рабочий ток и выставляется на источнике тока.
- За 10-25 сек до розжига дуги подают в рабочую зону газ, открыв вентиль на баллоне. Важно помнить, что отключать подачу газа можно только через 5-15 сек после окончания очередного шва.
Процесс аргоновой сварки
- Горелку с электродом, выступающим на 2-5 мм, следует поднести к месту начала шва по возможности близко к деталям, но не касаясь их. Наилучший зазор, при котором получается аккуратный и надежный шов — примерно два миллиметра.
- Присадочную проволоку следует удерживать перед горелкой, и вместе плавно вести их по линии шва. Очень важно вводить проволоку в рабочую область осторожно и плавно, во избежание образования брызг металла.
- Розжиг дуги выполняется без соприкосновения электрода и заготовок. Для этого в схему добавляют осциллятор, генерирующий мощные импульсы напряжением от 2 до 6 киловольт и частотой до 500 килогерц. Эти импульсы и осуществляют электрический пробой газовой прослойки между электродом и массой.
Режимы аргонной сварки
Для получения надежного шва, требуется правильно выбрать режимы аргонной сварки. Ключевыми параметрами являются:
- Переменный или постоянный ток.
- Полярность сварочного напряжения.
- Значение рабочего тока.
- Темп подачи аргона.
Так, для соединения легких металлов, таких, например, как магний или алюминий, используют переменный ток. Многократная перемена полярности разрушает пленку из окислов, постоянно покрывающей их поверхность.
Выбор режима для аргонодуговой сварки
Роль осциллятора не исчерпывается начальным розжигом дуги. При работе переменным током, во избежание затухания электродуги в момент смены полярности, он продолжает посылать в сварочную цепь высокочастотные импульсы.
Величину рабочего тока определяют, исходя из нескольких параметров:
- Свариваемый металл или пара металлов.
- Толщина и габариты деталей.
- Толщина электрода.
Для облегчения этого выбора существуют специальные справочные таблицы в профессиональной литературе и в руководстве пользователя сварочного аппарата.
Темп подачи аргона устанавливается на основании следующих факторов:
- Скорость сварки и подачи присадочной проволоки.
- Скорость перемещения воздушных масс в рабочей зоне.
Расход газа при постоянном и переменном токе
При наличии сквозняков или сварке на открытом воздухе необходимо будет скомпенсировать сносимый аргон увеличением подачи. В случае сильных порывов ветра для подачи аргона применяют специальные форсунки с ячеистыми сетками.
Кроме того, при работе на открытом воздухе или в случаях, когда не удается полностью очистить поверхность заготовок от загрязнений, в рабочую смесь включают небольшую долю кислорода (до 5 %), чтобы выжечь примеси или обратить их в шлак. Этот примем неприменим при работе с медью, поскольку в результате цепи химических реакций шов выходит пористым и непрочным.
Сварка аргоном на выезде
Работа на выезде
Главное правило нашего сервиса — гарантия качества и персональный подход к каждому клиенту. Выезд к заказчику осуществляется по Москве и в пределах Московской области. По договорённости возможен выезд и в соседние области.
Стоимость аргонной сварки с выездом:
— от 2 000 руб. по Москве — от 2 500 руб. за МКАД
Преимущества и недостатки
К очевидным преимуществам метода относят:
- Высококачественный и прочный шов
- Малая степень нагрева заготовок позволяет сваривать без деформаций конструкции сложной формы.
- Возможность сваривать химически активные в нагретом состоянии материалы, которые бывает затруднительно или невозможно соединить другими способами.
- Повышение скорости работы благодаря высокой температуре дуги.
Кроме перечисленных достоинств, у метода есть и недостатки:
- Сложность аппаратного комплекса и его настройки
- Высокие требования к квалификации и навыкам сварщика
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Аргонодуговая сварка дает возможность делать прочные и долговечные швы, отличающиеся высокой равномерностью проплавки свариваемых заготовок. Она позволяет сваривать как тонкостенные, так и толстостенные конструкции из цветных металлов в разных их комбинациях.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя аргонодуговую сварку плавящимся электродом, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Сварка аргоном различных металлов и сплавов
Методом аргонодуговой сварки можно соединять детали из различных цветных и черных металлов и сплавов. В строительстве, даже в быту, нередко возникают ситуации, когда требуется особый подход к свариванию, тщательная аккуратность, даже некая художественность процесса. Техническое высококачественное оснащение и специалисты высочайшей квалификации нашей мастерской способны выполнить задачу любой сложности.
Сварка металлов аргоном
Каждый вид металла имеет свои особенности, сварка цветных металлов, равно как и сварка черных металлов, должны учитывать их физико-химические свойства.
- Сварка алюминия и сплавов с его содержанием обеспечит минимальную деформацию конструкции, высокое качество шва, так как в этом процессе предотвращено воздействие кислорода на алюминий.
- Аргоновая сварка нержавейки (нержавеющей стали) позволяет соединить очень тонкий металл, добиться высокого качества швов. По трубам из нержавейки, соединенным в аргоновой среде, может даже транспортироваться газ или жидкость под давлением.
- Латунь представляет собой сплав из меди и цинка с примесями других металлов, который очень трудно сваривается, потому сварка бронзы (латуни) аргоном считается самой эффективной, к тому же высокоэстетичной, что немаловажно для создания аксессуаров декора, предметов интерьера.
- Самым чистым, универсальным считается метод аргоновой сварки для меди и сплавов из нее. Он позволяет делать аккуратный прочный шов даже на тонколистовых изделиях.
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Большое преимущество метода — возможность соединять материалы, сварка которых другими методами затруднительна.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.
Технология и описание сварочного процесса
Аргонная сварка считается эффективным, доступным и надежным методом соединения различных металлов. Достигается это благодаря особой технологии, которая заключается в создании сварочной дуги между электродом и металлом с применением газа. Газ аргон является инертным и защищает кромку от атмосферного явления. Из основных преимуществ применения данного вида сварки можно выделить:
- получение на выходе эстетичного и плотного шва, не требующего дополнительной обработки;
- легкий контроль процесса. Данный вид работ удобен для мелких деталей, потому что сварщик может работать с горелкой одной рукой, а второй контролировать подачу электродов;
- широкое применение в различных отраслях: автомобиле-, авиа-и станкостроении, пищевой промышленности;
- возможность работы на открытом пространстве
Цены на сварку с использованием аргона зависят от таких факторов как: от типа и толщины материала, необходимости выезда на объект, от сложности и объема работ.
Сварка аргоном трапа для мотоцикла
Принцип работы сварочного оборудования
Аппаратный комплекс для сварки в среде аргона включает в себя:
- Сварочный аппарат — инвертор или полуавтомат, развивающий рабочее напряжение в 60-70 В. Возможно использование сварочного трансформатора или выпрямителя.
- Осциллятор — генератор импульсов напряжением 2-6 киловольт и частотой от 150 до 500 килогерц. Служит для розжига электиродуги и ее поддержания при работе переменным током.
- Устройство для подачи газа в рабочую область, включающее в себя баллон, редуктор и шланг, присоединяемый к горелке.
- Керамическая горелка.
- Неплавкий электрод и присадочный материал.
Процесс аргонодуговой сварки
Перед началом сварки проводится настройка параметров работы и зачистка деталей. В правую руку сварщик берет горелку, в левую — присадочную проволоку, не входящую в состав электрической цепи. За 15-20 сек до начала работы нужно подать газ к началу шва с помощью вентиля или кнопки подачи аргона.
Электрод подводят на расстояние около двух миллиметров к заготовкам, не касаясь металла. На электрод подается напряжение. Это удобно делать ножным коммутатором. Осциллятор выдает серию импульсов и осуществляет пробой газового промежутка, разжигая дугу.
Вольфрамовые электроды для сварки аргоном
Мастер плавно, без рывков и касаний электрода вводит проволоку в рабочую область, проволока плавится и заполняет пространство между соединяемыми заготовками, формируя материал шва. Одновременно нужно вести горелку по траектории шва и подавать присадочный материал. Ручная сварка требует отменной координации движений и хорошего глазомера.
Основной фронт сварочных работ:
- Ремонт блоков двигателей;
- АКПП;
- Кондиционеров;
- Топливных баков;
- Радиаторов;
- Поддонов картеров;
- Кузовов;
- Литых дисков;
- Устранение трещин;
- Восстановление отсутствующих частей.
Также мы занимаемся ремонтом алюминиевых лодок и сваркой нестандартных конструкций по индивидуальным эскизам и чертежам заказчика. Все работы выполняются на современном оборудовании.
Общепризнанно, что аргоновая сварка является самым качественным и чистым видом сварки, с наименьшим выделением сварочных аэрозолей. Из-за отсутствия искр её можно производить в жилых помещениях без вреда для внутренней отделки.
Данный тип сварки практически универсален, потому что позволяет надёжно соединять и тонкие металлические детали, и крупногабаритные металлоконструкции большой толщины.
С VII века до нашей эры и до конца XIX столетия единственным способом неразъемного соединения металлов была ковка. С открытием высокотемпературного газокислородного горения и электродугового нагрева, был совершен настоящий прорыв в сварке, и в результате родилась популярная до сих пор технология бескузнечного соединения металлов, которая стала главным технологическим процессом обработки металлических изделий.
С развитием металлургии и появлением новых металлов и сплавов, очень усложнилась и технология сварки, поскольку появилась необходимость в предотвращении контакта свариваемой поверхности с воздухом.
Так появилась технология сварки в инертных газах, среди которых наибольшую популярность получила сварка металлов с использованием — аргона.
Аргонная сварка является гибридом электрической и газосварки. От электросварки она получила в наследство электрическую дугу, поэтому ещё аргонно-дуговая сварка, а от второй — похожую манеру работы сварщика.
Особенно эффективен этот вид сварки для:
- Алюминия;
- Нержавейки;
- Титана.
- Силумина;
Аргоновая горелка состоит из неплавящегося вольфрамового электрода и расположенного вокруг него керамического сопла, подающего в зону сварки аргон, который тяжелее воздуха и полностью вытесняет его из точки контакта дуги со свариваемой поверхностью.
Если варить деталь без использования аргона — алюминий начнет гореть, трещать и покрываться оксидной плёнкой.
Сварка аргоном топливного бака
Марки аргона используемые при сварке
Государственный Стандарт 10157-79 определяет три марки аргона для использования при сварке:
- А — содержит 99.99% аргона, служит для работы с химически активными и редкими металлами, такими, как титан или цирконий, и для окончательной сварки особо важных конструкций.
- Б — содержит 99.96% аргона, используется для работы с алюминиевыми и магниевыми сплавами и другими материалами, подверженными воздействиям растворимых в металле газов.
- В — содержит 99.90% аргона, применяется для работы по нержавейке, легированным высокопрочным и жаростойким сталям, а также по алюминию в чистом виде.
Технические характеристики аргона для сварки
Весь аргон, выпускаемый промышленностью, сертифицируется по одной из трех марок.
Самостоятельное выполнение сварочных работ
Самостоятельно собрать аппаратный комплекс для ручной аргонодуговой сварки вполне реально для домашнего мастера, обладающего достаточными знаниями и навыками в области электротехники, сварочных и слесарных работ.
Для этого потребуется:
- Трансформатор с амперметром для контроля рабочего тока.
- Коммутатор, или контактор, подающий напряжение на электрод.
- Осциллятор с индуктивно – емкостным фильтром и реле для его включения.
- Регулятор подачи аргона.
- Горелка для аргона.
- Баллон, редуктор и газовый шланг.
- Электроды из вольфрама различного диаметра.
- Источник питания коммутирующих приборов напряжением 24 в.
- Газовый клапан с электроприводом.
- Реле включения осциллятор.
- Балласт для уменьшения постоянной составляющей тока, подключаемый в разрыв сварочной цепи. Вместо специального устройства подойдет старый автомобильный аккумулятор на 50-80 ампер-часов.
- Средства индивидуальной защиты сварщика: маска, краги, брезентовая спецодежда с негорючей пропиткой.
Все эти элементы комплекса можно приобрести сравнительно недорого. Однако если нет уверенности в своих способностях электротехника и газовщика, или время дорого-на рынке такой аппаратный комплекс TIG предлагается по цене от 20 тыс. руб.