О чем статья:
Как выбрать сварочный инвертор по циклу сварки
Большинство людей, выбирая сварочный инвертор для дома, ориентируются на фирму производителя, отзывы друзей и приблизительные характеристики, такие как сила тока и мощность аппарата. Очень мало кто обращает внимание на такой немаловажный параметр, как ПВ — цикл сварки.
Что такое цикл сварки инвертором? Под циклом сварки подразумевается некий временной отрезок, через который сварочный инвертор начнёт перегреваться и работать на износ. Через это время термодатчик сработает и выключит инвертор, чтобы тот начал охлаждаться.
Так вот, этот временной отрезок и предназначен для работы с инвертором. У каждой модели инверторов он разный: какая-то модель позволяет варить без перерыва 5-6 минут, а какая-то 10 и более минут. Дальше нужно время на охлаждение, а иначе инвертор может сгореть.
Как выбрать инвертор для сварки по циклу работы (ПВ)
Такой параметр как цикл сварки обозначается в характеристиках инверторного аппарата как ПВ. Дословно ПВ инвертора расшифровывается, как «Продолжительность включения», простыми словами говоря, сколько по продолжительности инвертор может работать без отключения.
Большинство средних моделей сварочных аппаратов имеют ПВ 60%. Это значит, что варить без остановки инвертором можно в течение 6 минут (60%), остальные 40% (4 минуты) нужны инвертору на то, чтобы достаточно охладиться.
Зачем стоит учитывать параметр ПВ при выборе сварочного инвертора? Всё очень просто, и если вы предъявляется к сварочному инвертору какие-то определённые требования, то это очень важный параметр. Например, вам нужен такой аппарат для сварки, которым нужно варить практически целый день. Тогда ПВ инвертора должно быть как можно больше, но не менее 80%.
Также важно учитывать в каких условиях будет работать инвертор. Если он будет сильно перегреваться в результате повышенных температур в летний период года, то целесообразно будет выбирать ПВ аппарата с некоторым запасом. В таком случае термодатчик не будет выключать инвертор вследствие перегрева, и варить можно будет заметно дольше по времени.
На фото можно посмотреть цикл работы инвертора с учётом его продолжительности включения. Рисунок наглядно демонстрирует, что ПВ рассчитывается исходя из временного интервала в 10 минут. Кроме того, как можно заметить, продолжительность включения инвертора всецело зависит от параметров сварочного тока.
И если при максимальном параметре сварочного тока, инвертором можно варить без перерыва 6-7 минут, то при уменьшении значений тока, данное время увеличивается практически вдвое. Что это значит? Простыми словами, если мы выберем инвертор с некоторым запасом по мощности тока, да еще и с хорошим ПВ, не менее 70-80%, то такого инвертора нам хватит с лихвой для выполнения большинства сварочных работ.
Цикл сварки: что и как?
За этим официальным определением скрывается время, на протяжении которого можно производить сварочные работы, не опасаясь перегрева оборудования. Сварочный цикл имеет процентное выражение, а на сварочных аппаратах обозначается как ПВ или DC. Для правильного расчета этого показателя за основу берется непрерывная работа сварочного агрегата на протяжении 10 минут. Но многие производители сварочной техники хитрят, показывая способность своей продукции выдерживать цикл длиной 5 минут. Насколько они правы и как это повлияет на дальнейшую эксплуатацию оборудования?
Какова правильная длительность сварочного цикла?
Пятиминутный цикл сварки делает спецификацию сварочной техники более солидной, чем не могут не воспользоваться ее производители. Вот только прописывается этот показатель в самой документации, тогда как должен быть указан на этикетке, прикрепленной к внешней или внутренней поверхности корпуса самого агрегата.
Как мы уже говорили, сварочный цикл имеет процентное выражение. Например, перед вами есть обозначение 50%ПВ. Как его понимать, если брать за основу эталонное значение сварочного цикла – 10 минут? В данной ситуации коэффициент означает способность аппарата работать на токе 300А на протяжении 5 минут из допустимых 10-ти, и при этом не сгореть от перенапряжения. А куда же подевались остальные 5 минут, спросите вы? Их необходимо потратить на остывание аппарата. Чтобы сварщик не засекал время на часах, производители заботливо снабжают технику термодатчиками. Последние срабатывают при перегреве агрегата и отключают его до момента полного охлаждения силовых элементов.
Стоит заметить, что коэффициент цикла сварки рассчитывается с учетом температуры внешней среды, в которой осуществляется эксплуатация сварочной техники. Эталонным температурным показателем считаются 40°, тогда как в реальности он может существенно меняться. Это влечет за собой изменение длительности периода охлаждения и нагрева силовых элементов сварочных приборов. К примеру, зимой охлаждение может занимать 3 минуты, тогда как нагрев – все 7. В сильную жару все происходит с точностью до наоборот.
Выбирая сварочное оборудование, учитывайте все его характеристики, а рабочий цикл – в первую очередь. Не стоит соблазняться способностью техники работать на силе тока 500 А, ведь ее рабочий цикл может равняться всего нескольким минутам, тогда как на охлаждение придется тратить в три раза больше времени. Это крайне не выгодно, особенно в случае с автоматизированными системами и сварочными роботами.
Почему так важно учитывать ПВ сварочного инвертора?
Многие чётко не представляют, зачем нужен рабочий цикл. В случае приобретения оборудования с недостаточным временем продолжительности включения могут возникнуть серьёзные проблемы в дальнейшем.
Если ПВ инвертора низкое, то сварщику во время выполнения работ придётся подстраиваться по возможности сварочного аппарата. Все это грозит потерей времени и дальнейшими трудностями с использованием сварочного оборудования на максимум своих возможностей.
Как измерить рабочий цикл с помощью цифрового мультиметра
Рассмотрим настройку цифрового мультиметра на примере Мультиметра Fluke 88V/A.
1.Настройте цифровой мультиметр на измерение частоты. Шаги могут варьироваться в зависимости от прибора. Обычно циферблат прибора переводится в положение постоянного напряжения и нажимается кнопка Гц. Мультиметр готов к измерению рабочего цикла, когда в правой части дисплея мультиметра появляется знак процента (%).
2.. Сначала вставьте черный тестовый провод в гнездо COM.
Шаги для измерения рабочего цикла с помощью цифрового мультиметра
3. Затем вставьте красный провод в гнездо V Ω. По окончании извлеките провода в обратном порядке: сначала красный, затем черный.
4. Подключите тестовые провода к проверяемой цепи.
5. Считайте результаты измерений на дисплее. Положительный символ (+) обозначает ПОЛОЖИТЕЛЬНОЕ время измерения процентного напряжения. Отрицательный символ (-) означает отрицательное измерение временного процентного напряжения.
Примечание: Положительное показание обычно указывает на время включения цепи, а отрицательное — на время выключения. В некоторых случаях отрицательная часть сигнала может создать сигнал ВКЛ.
6. Нажмите кнопку звукового сигнала для переключения между измерением процентного напряжения в ПОЛОЖИТЕЛЬНОЕ и ОТРИЦАТЕЛЬНОЕ время.
Примечание: Используемая кнопка зависит от модели цифрового мультиметра. Обратитесь
к руководству пользователя
вашей модели для получения конкретных инструкций.
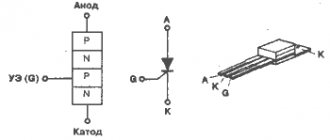
Устройство сварочного инвертора
Устройство сварочного инвертора.
До выбора сравнительно дорогого аппарата целесообразно выяснить его характеристики. Поэтому необходимо ознакомиться с устройством инвертора.
Сварочный инвертор состоит из входного выпрямителя, собственно инвертора и выходного выпрямителя. Бытовой инвертор рассчитан на работу от однофазной сети напряжением 220 В. Его вход не имеет понижающего трансформатора. Это значит, что вся элементная база входного выпрямителя рассчитана на напряжение 220 В.
Инвертор преобразует постоянное напряжение в переменное, но уже имеющее частоту не 50 Гц, как на входе аппарата, а частоту, измеряемую килогерцами. У разных производителей она может изменяться от 20 до 65 кГц.
Это частотное преобразование лежит в основе преимуществ, которые дает инвертор. Чем больше частота на выходе инвертора, тем более эффективна его работа. В настоящее время ведутся разработки инвертора, который будет иметь частоту до 100 кГц.
Схема работы сварочного инвертора.
Только на высокой частоте в выходной части аппарата появляется понижающий высокочастотный трансформатор. Он снижает напряжение до 70-90 В. Ток же на его выходе можно регулировать в широких пределах, и он может достигать 200 А. Размеры высокочастотного трансформатора намного меньше, чем обычного трансформатора или трансформатора-выпрямителя. Например, сварочный инвертор, обеспечивающий на выходе ток в 160 А, имеет трансформатор весом 250 г. Обычный сварочный аппарат для обеспечения такого тока имел бы на входе понижающий трансформатор весом 18 кг.
После понижения напряжения снова осуществляется преобразование переменного тока в постоянный, который, проходя через высокочастотный фильтр, сглаживается, избавляясь от пульсаций.
Наиболее дорогим элементом сварочного инвертора является блок, осуществляющий управление всеми происходящими в нем процессами. Далее под термином “инвертор” будем понимать не узел в составе аппарата, а сам аппарат.
Преимущества сварочного инвертора
Схема диодного моста для сварочного полуавтомата.
Среди прочих достоинств начинающему сварщику важно знать, что даже человеку, не имеющему достаточного опыта, эти аппараты позволяют качественно выполнять сварку. Далее приведем преимущества, которые должны убедить в целесообразности приобретения именно этого типа аппарата.
- Малый вес. Есть инверторы массой 3 кг.
- Высокий КПД. У некоторых моделей он достигает 95%. Для сравнения: сварочный трансформатор в лучшем случае имеет КПД, равный 90%.
- Обеспечивает плавную регулировку сварочного тока в широком диапазоне (см. таблицу).
- Большой процент времени работы (ПВ). У некоторых моделей он достигает 80%. Этот параметр должен быть указан на самом устройстве. Его определяют относительно 10-минутного цикла работы на максимальной мощности. Например, обозначение “80%ПВ‑200 А” означает, что непрерывно на максимальном токе, равном 200 А, можно работать в течение 8 мин, после чего необходимо сделать 2-минутный перерыв.
- Инвертор можно использовать с электродами для переменного и постоянного тока, а также для сварки под инертным газом.
- Высокое качество сварного шва и малое разбрызгивание металла в процессе сварки.
- При большом постоянном токе всегда имеется т. н. электромагнитное дутье, то есть отклонение дуги от прямой линии. В инверторах это явление сведено до минимума.
- Инверторы позволяют сваривать металлы и сплавы, которые не поддаются сварке на других аппаратах.
Примечание. Реальный цикл сварки указан на самом аппарате.
В инструкции должен быть обозначен класс защиты изделия. Обозначение состоит из четырех индексов, размещаемых после литер IP.
https://moyakovka.ru/youtu.be/bZlG5OzDhas
Первый индекс определяет защиту от попадания внутрь предметов:
- защиты нет.
Обратная и прямая полярность в сварочном инверторе.
Далее указана защита от попадания внутрь предметов разных диаметров:
- более 50 мм;
- более 12 мм;
- более 2,5 мм;
- более 1 мм;
- не защищен от пыли, но она на работу аппарата не повлияет;
- защищен от попадания пыли.
Второй индекс определяет защиту от попадания внутрь воды:
- не защищен;
- защищен от проникновения вертикально падающих капель;
- защищен от проникновения капель, падающих под углом 15˚;
- защищен от проникновения капель, падающих под углом 40˚.
Например, обозначение IP23 означает, что аппарат защищен от попадания предметов диаметром более 2,5 мм и брызг воды, падающих на аппарат под углом 40˚. Здесь целесообразно проинформировать, что под дождем сваривать запрещено.