Сегодня, я расскажу вам и покажу, как правильно заварить легкосплавный диск, по моей «технологии». Как обычно, алюминий капризный к чистоте поверхностей — чистим, обезжириваем и тд.
И так — диск с трещиной.
Место ремонта зачищается во всех плоскостях… И обезжиривается, если это необходимо.
После наносится пенетрант(комплект контроля проникающим методом. ПВК)
Берем второй баллончик из комплекта и наносим проявитель…
И видим как раскрывается деффект(который раньше трудно было заметить)…
Через 7-10 мин, пенетрант проявляется полностью на поверхности проявителя и становится возможным понять характер и направление дефекта.
Распиливаем диск строго по дефекту, прибавив около 10-15мм к длине пила…
После этого удаляем следы от капиллярного контроля и приступаем к сварке… Начинаем со внутренней стороны диска, от спиц к ободу(для того чтобы не накапливались усадочные напряжения). Делаем подкладной св.шов, предварительно можно «пройтись» дугой по разделанным кромкам диска, дабы избежать попадания возможных дефектов в основной металл…
Переворачиваем диск и снова зачищаем, но уже новый шов…
После того, как все зачистили и удалили следы окислов, БЕЗ присадки, те дугой «размешиваем» — одну стенку разделки с другой и подкладочным швом…
Далее начинаем заполнять уже «бывшую» разделку по толщине…
Получаем шов такого вида…
После этого собираем покрышку, накачиваем до 4-5бар и еще раз смотрим на «травит/не травит» — в месте соприкосновения «резина-диск»
Всем спасибо, за внимание! На этом урок по качественному ремонту алюминиевого диска окончен!
Для автомобильного транспорта, колесящего по российским дорогам, удары колеса о колдобину – вещь обычная. Владельцы машин знают, что каждое такое попадание чревато поломкой опорного обода. Ездить с поврежденными колесами небезопасно. Литые и кованые диски делают из двух сплавов:
- алюминиево-кремниевые содержат от 7 до 12% и магний;
- сплав AlSiMg более пластичный, используют с 80-х годов, содержат от 11 до 15% магния.
Чистый алюминий сейчас не используется. Для восстановления целостности металла обычно применяют сварку дисков аргоном. Многие СТО занимаются такой работой.
Ремонт можно проводить в гараже. Допустима сварка литого диска без защитной атмосферы электродуговым методом. Соединение получается не очень надежным, но дальнейшее разрушение алюминиевой детали электродной наплавкой можно приостановить.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.
Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки. При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Какой сваркой варить литой диск
Выбор метода зависит от имеющегося в гараже оборудования:
- Ремонт литых дисков аргоном предусматривает наплавку прутка на дефект. В защитной атмосфере горячий металл не окисляется. Шов получается плотным.
- Если есть инвертор и можно организовать подачу инертного газа, возможна аргонодуговая сварка. Для нее нужен вольфрамовый тугоплавкий электрод и присадка. Шов получается аккуратнее, чем при дуговой.
Сварка дисков на СТО производится вторым методом с использованием полуавтоматов, обеспечивающих равномерную подачу присадки. После этого обод проверяется на геометрию – выявляют отклонения симметрии.
Особенности изготовления литых дисков
Литые диски изготовляются методом расплавления алюминия, меди и магния в определённых пропорциях. Расплавленный металл заливают в форму, где он застывает. Преимущество таких дисков состоит в повышенной прочности и сопротивлению к деформации. В России существует ГОСТ литых дисков для пневматических шин.
При езде по неровной дороге на большой скорости литые диски могут дать трещину. Игнорирование трещин может привести к поломке диска без возможности его восстановления. Решить проблему можно с помощью сварки
Следует принять во внимание, что не каждый диск можно заварить. Далее мы рассмотрим, какие поломки можно решить с помощью сварки, а какие сваривать запрещено
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.
Как заварить алюминиевые литые диски
Несмотря на высокую устойчивость к механическим повреждениям, при попадании в яму или бровку, а также при проезде «лежачих полицейских» на высокой скорости может появиться трещина в литом алюминиевом диске. После таких ударов диск может потерять свою геометрическую форму, то есть согнуться, но в некоторых случаях все-таки может появиться трещина. Степень повреждения напрямую зависит от скорости движения по рельефу дорожного покрытия, которое в зависимости от своего качества определяет силу удара, который приходится на диск.
В большинстве случаев алюминиевые литые диски с трещинами не подлежат восстановлению, однако точно узнать, безнадежен ли ремонт, можно только определив степень повреждения диска. В зависимости от степени повреждения, стоит подбирать способ сваривания, который наиболее качественно сварит диск и сделает его пригодным для дальнейшей эксплуатации.
Трещины, отломанные части и сколы диска в шинных центрах предлагают ремонтировать с помощью аргонового сваривания. Таким способом можно не только восстановить внешний вид литого диска, но и сделать его пригодным для использования по назначению.
Видя структуру сплава в литом диске, можно понять, что литой диск нельзя нагревать ни полностью, ни частично. Нагревание запрещено потому, что литые диски – это не просто металлическая деталь автомобиля, а потому, что они прокалены, и повторное нагревание до высоких температур неблагоприятно скажется на его свойствах.
Как бы сварщик не хвалил свои навыки сваривания, помните, что полноценно восстановить структуру и прочность литого алюминиевого диска Вам не удастся. Для оценки структуры требуется мощность научно-исследовательского института, а для воспроизведения этого в жизнь,- полноценные заводские условия.
Чтобы долгот не объяснять правильность данной позиции, стоит просто обратить внимание, что говорится по этому поводу в рекомендации безопасности, которые опубликовала Ассоциация европейских производителей колесных дисков. Там записано, что любой ремонт повреждений диска или обода с помощью нагревания, ударения или добавления материала абсолютно запрещается
Таким образом, алюминиевый литой диск после сваривания аргоном уже не будет пригоден для использования в том назначении, в котором использовался до этого. От нарушений в его составе, он теряет свои свойства и езда на нем, да еще и на большой скорости может оказаться чреватой последствиями. Даже если Вы не производили сваривание литого диска, его не стоит использовать для езды на автомобиле, потому что это будет подвергать Вашу жизнь опасности.
Так же обстоит дело и с устранением деформации диска. Вмятины или впадины на диске можно только выгнуть или выстучать, не подвергая его повышенной температуре.
Сварка алюминия инвертором
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается. Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.
Литые диски считаются не убиваемыми. Но повсеместно рекламируется их сварка. Потому что каждое изделие изначально рассчитано на определённые условия эксплуатации и режим.
Разновидности повреждений
На литых дисках могут появляться сколы и трещины. Ремонт этих повреждений в специализированных мастерских значительно ударит по кошельку. Цена основывается в основном не на сложности проводимой работы, а на том, что рынок таких услуг не широк. А вот ремонт самостоятельный выйдет значительно дешевле. Следует знать, что применяют аргонную сварку для устранения этих повреждений.
При сварке аргонной, в отличие от обычной, электрод в держатель не вставляется. Его необходимо подносить в пламя аргоновой горелки. Процесс очень похож на пайку, а не на сварку:
- Свариваемые поверхности разогреваются.
- Между ними заливается расплавленный металл.
Это общее описание сварки. Сложностей в этом процессе нет. Поэтому все, у кого есть опыт сварочных работ, смогут справиться с этим заданием. Для проведения этих работ вам будут необходимы следующие инструменты:
- Защитная маска и прочие средства защиты.
- Специальные электроды (по составу они должны совпадать с материалом, из которого литой диск изготовлен. Состав диска можно узнать по маркировке).
- Сварочный аргоновый аппарат.
- Болгарка.
Выбор типа сварки и электрода
Очень важным этапом является выбор электрода. Это сделать непросто, потому что при отклонениях от заданного состава могут быть нежелательные последствия. Очень часто бывали случаи, когда после сварки литых дисков в специализированных мастерских их рекомендовалось применять только для запаски.
Мастер подобрал неправильный тип электрода для сварки — именно по этой причине получился ненадёжным сварочный шов.
Есть два вида аргоновой сварки:
- С ручной подачей электрода.
- С автоматической подачей.
Аппарат автоматический позиционируется как более современная и надёжная техника. Правда, недостаток его в том, что с ним сможет работать только специалист. А если говорить точнее, то только опытный пользователь сможет настроить аппарат правильно на определённую марку сплава.
Обычному же человеку будет проще справиться с более дешёвым аппаратом, в котором подача электрода осуществляется вручную. Его работа не хуже автоматического, вот только приловчиться к нему гораздо проще.
Подготовка поверхностей
Сварка литых дисков аргоном начинается с подготовки поверхности. Для того чтобы просто заварить трещину, вам нужно будет её немного расширить и удалить краску с поверхности диска на расстоянии от трещины не меньше 1 сантиметра в обе стороны.
Если же необходимо отремонтировать скол, то нужно будет потрудиться над диском и тем куском, который будет привариваться к нему.
Идеальный вариант, когда кусок является частью этого же диска. Но если вы собираетесь приваривать кусок от другого диска, то для начала нужно перепроверить составы поверхностей, которые будут подвергаться сварке.
В этом случае при неправильном подборе материала вся работа окажется напрасной. Совсем несложно под размер скола подогнать заимствованный кусок. Для этих целей необходимо приклеить лист бумаги к повреждённой части и границы скола обвести карандашом. Приложите бумагу на часть, которую собираетесь приваривать, и на поверхность перенесите полученный контур. Именно по ним вырезается заплатка.
Детали в месте скола и место сварки зачищаются от неровностей и краски на расстоянии не менее 1 сантиметра. Это делается при помощи болгарки. Иными способами зачистить изделие от краски будет сложно. Потому что у этой краски специфический состав и она держится отлично на поверхности. Краска в процессе сваривания будет гореть, выделяя большое количество очень едкого дыма. Именно из-за этого сваривать колёсные диски необходимо в помещении, где хорошая вытяжка или которое хорошо проветривается.
Почему важно правильно заварить диск аргоном
Заваренная трещина
Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые. Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой.
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Вам это будет интересно Диск колесный на квадроцикл
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.
Порядок выполнения работ
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Процесс сварки
Чтобы сварка коленных дисков аргоном прошла успешно, необходимо следовать такому алгоритму действий:
- Для начала нужно тщательным образом прогреть все место сварки. Делать это необходимо до тех пор, пока металл не раскалится до характерного цвета (для каждого материла этот цвет уникален). При этом линия шва должна наблюдаться с обеих сторон диска.
- Если речь идет о приваривании скола, желательно для начала скрепить его по краям. Это придаст обоим фрагментам детали четкое положение относительно друг друга.
- Когда фрагменты в достаточной степени прогреты и зафиксированы, необходимо поднести к месту стыковки электрод. Если все было сделано правильно, он достаточно быстро расплавится и заполнит весь шов.
- Если толщина детали достаточно большая, то сварка колесного диска проводится в несколько этапов — по одному слою накладывается сверху и снизу до тех пор, пока поверхность не станет ровной.
- Когда шов будет готов, необходимо дождаться его остывания и приступать к шлифовке. После нее линия стыка не должна быть видна.
Ремонт литых дисков. До и После Сварка колесных дисков на этом будет завершена.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.
Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.
- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.
Нарезка кромки для поперечной трещины V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.
Отсутствует кусок борта
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
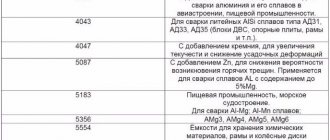
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.
Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.
Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://www.youtube.com/watch?v=fZVnOL6VXn8
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.
Сильное повреждение
Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.
Подгонка вставки
Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
P.S. Аргоновая сварка дисков всегда будет востребованной. С нашими дорогами, прибыль у вас будет постоянно.