Проектирование штампа для листовой штамповки,выбор оборудования
Объемной штамповкой называется процесс ОМД, заключающийся в деформирование заготовки, в результате чего металл заполняет полость инструмента — штамп, называемую ручьем.
Изготовление деталей РЭС методами порошковой металлургии и давлением
2.2.1.Разделительные операции листовой штамповки
Отрезка — это отделение части материала по незамкнутому контуру ножницами или в штампах. Ножницы для отрезки листового материала бывают параллельные, гильотинные, роликовые, дисковые и вибрационные (рис. 9.1). Параллельные…
Ковка и штамповка изделий
4.1 ПРОЕКТИРОВАНИЕ ШТАМПА КГШП
штампы кривошипных горячештамповочных прессов имеют сборную конструкцию, благодаря чему упрощается изготовление сменного инструмента и создаются условия для экономии дорогих инструментальных сталей. Штампы состоят из штамповых вставок…
Повышение технических показателей штамповки детали «Пистон», путем уменьшения количества технологических переходов и операций, увеличения экономии металла
f2. Выбор и обоснование вариантов технологического процесса листовой штамповки детали
По базовой технологии деталь «Пистон» изготавливается по следующему технологическому процессу:
- 1. Резка листа на полосы;
- 2. Контроль;
- 3. Лакирование;
- 4. Вырубка;
- 5.Лакирование;
- 6. Первая вытяжка;
- 7. Обжиг;
- 8. Закалка;
- 9. Слесарная;
- 10.Лакирование;
Разработка и технологический процесс изготовления детали «крышка»
3.3 Получение исходной заготовки для холодной листовой штамповки
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками…
Разработка и технологический процесс изготовления детали «крышка»
3.4 Описание оборудования и инструмента для холодной листовой штамповки
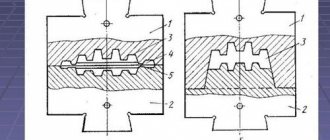
В качестве оборудования для холодной листовой штамповки следует применять штамп с пружинным буфером, обеспечивающим постоянное усилие. На рисунке приведены схема штампа и эскиз заготовки. Рисунок 5 4…
Разработка технологии и оснастки для изготовления детали «Планка»
f1. Анализ конструктивности формы и технологичности изготовления элементов детали операциями листовой штамповки
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей при соблюдении техники и эксплуатационных требований к ним…
Разработка технологического процесса листовой штамповки крышки и проектирование штампа
f2. Проектирование штампа, выбор оборудования
Разработка технологического процесса листовой штамповки крышки и проектирование штампа
f2.4 Конструкция штампа, последовательность изготовления штампа и его сборки
технологический штамповка пресс давление Подбор деталей штампа. По размерам рабочей зоны подбираем габаритные размеры матрицы и рассчитываем ее толщину по эмпирическим формулам. Используя полученные размеры матрицы…
Разработка технологического процесса обработки детали «Крышка»
2.2.1 Получение исходной заготовки для холодной листовой штамповки
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками…
Разработка технологического процесса обработки детали «Крышка»
Описание оборудования и инструмента для холодной листовой штамповки
В качестве оборудования для холодной листовой штамповки следует применять штамп с пружинным буфером, обеспечивающим постоянное усилие. На рисунке приведены схема штампа и эскиз заготовки…
Разработка универсального станка для резки, биговки и перфорации бумаги
1.2 Особенности оборудования и процесса бигования листовой продукции
Биговка — операция нанесения прямолинейной бороздки на лист бумаги. Она еобходима для последующего сложения по линии бумаги плотностью более 175 г/мІ или картона. Сама бороздка носит название — биг. Биговка выполняется…
Технологический процесс изготовления круглой протяжки
f6. Проектирование операций, выбор баз и оборудования
Проектирование операций представляет собой материализацию экономичных методов обработки. Выбор оборудования ведется с учетом типа производства. Производим выбор технологических баз…
Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
f1 технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ваз 2108
Технология листовой штамповки
f4. Механизация и автоматизация процесса листовой штамповки
Штамповочные ручьи
При обработке предварительно нагретых изделий из стали, как и при горячей штамповке латуни, применяют штамповочные ручьи, которые могут быть:
- протяжными (с их помощью увеличивают длину отдельных участков обрабатываемых деталей: по той части заготовки, которую необходимо удлинить, наносятся частые, но несильные удары, одновременно выполняется кантование обрабатываемой детали);
- заготовительными (их целью является фасонирование обрабатываемой заготовки: металл перераспределяется в ее общем объеме для того, чтобы придать готовому изделию такую форму, которая обеспечивает минимальный отход материала);
- пережимными (их выполняют для уменьшения высоты отдельного участка заготовки с одновременным увеличением его ширины);
- подкатными (ручьи, в которых металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр отдельных ее участков);
- гибочными (в них заготовка поступает с изогнутой осью, формируется поковка, угол изгиба которой составляет 90°).
Этапы сложной штамповки в нескольких ручьях
К штамповочным ручьям, в которых изготовляемый элемент приобретает требуемую форму, относятся:
- предварительные, или черновые, в которых форма обрабатываемой заготовки максимально приближается к конфигурации поковки (особенности такого ручья, который может и не использоваться при выполнении горячей штамповки, заключаются в том, что он имеет несколько увеличенную глубину, также в нем, по сравнению с параметрами чистового изделия, увеличены уклоны и радиусы скругления);
- чистовые, в которых деталь приобретает конечную форму, но ее размеры увеличены на величину усадки металла при его остывании (поскольку в таких ручьях на заготовку необходимо оказывать максимальные усилия, располагают их в центральной части штампа).
ЛАЗЕРНАЯ ТЕХНОЛОГИЯ
Методом лазерной гравировки печати создаются из резины. Лазерная гравировка позволяет получить продукцию, обладающую максимальной защитой от подделки. Узор наносится на поверхность резины посредством лазерного луча. Этот метод гарантирует воспроизведение изображения высокого качества. Изделие не впитывает чернила, в результате чего оттиск выглядит четко и привлекательно. Печать отличается невысокой стоимостью и долговечностью.
Преимущества:
1.Высокое качество клише печати.
При использовании метода лазерной гравировки возможно достижение сверхвысокого разрешения — до 2540 dpi и применение дополнительных степеней защиты печатей от подделки — микротекст, растровые поля и т.д.
2. Возможность изготовления гербовой печати.
Лазерное оборудование позволяет изготавливать гербовые печати в соответствии с требованиями ГОСТ.
3. Длительный срок службы.
Клише, изготовленное из резины методом лазерной гравировки, имеет длительный срок службы благодаря стойкостью материала к агрессивным химическим веществам и механическому воздействию.
4. Высокая скорость изготовления.
Лазерные граверы позволяют изготавливать несколько десятков клише (в зависимости от размеров резины и самих клише), благодаря чему достигается относительно высокая скорость производства, что позволяет предлагать услугу — срочное изготовление печатей и штампов.
ВВЕДЕНИЕ
заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
— получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
— создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
— получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
— экономичность использования материала и небольшой отход;
— низкая стоимость изготовления изделий;
— высокая производительность.
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
Оборудование, используемое для горячей объемной штамповки
Для обработки металлических деталей методом горячей объемной штамповки используется специальное оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные машины.
Наиболее распространенными являются паровоздушные молоты двойного действия и приводные фрикционные молоты простого действия. Суть их работы заключается в ударном характере деформирующего воздействия на заготовку.
Качественное перераспределение металла достигается при одновременном регулировании хода подвижных деталей и силы удара совместно с кантованием заготовки. Молоты – относительно недорогое оборудование.
В процессе ГОШ чаще всего применяются кривошипные горячештамповочные прессы.
Кривошипный горячештамповочный пресс
К отличительным чертам конструкции штамповочного пресса необходимо будет отнести жесткий привод, который не позволяет менять направление ползуна, отсутствие ударных нагрузок.
Полученные на прессах поковки имеют более высокую точность за счет жесткого хода, особенно по высоте. Это снижает появление припусков на механическую обработку (основное преимущество пресса перед молотом).
Однако, есть и недостатки. При отсутствии предварительной очистки заготовки от окалины, она вжимается в тело поковки. При контакте нагретого металла со стенками пресса происходит остывание заготовки в связи с большим количеством времени, затраченного на процесс деформации.
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.
Листовая штамповка
Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Применяемые материалы и их характеристики
Для изготовления штампов в настоящее время применяются:
- магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рис. 1), так и гравированием;
- медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рис. 2 [5];
- латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рис. 3). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых [5]. Для повышения тиражестойкости латунных штампов иногда используют никелирование;
- сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1,7%) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого [6];
- полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (см. рис. 4 и 5). Изготавливаются полимерные штампы фотополимеризацией (см. рис. 4), гравированием (см. рис. 5), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков.
Рис. 1. Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
Рис. 2. Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям
Рис. 3. Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием
Рис. 4. Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией
Рис. 5. Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием
Проектирование и изготовление штампов
Одним из направлений деятельности компании является проектирование и производство штампов, пресс-форм и технологической оснастки. ПФ «Дельфа Сервис» предлагает услуги по проектированию штампов холодной листовой штамповки
, включая крупные штампы для кузовных деталей автомобильной промышленности.
Проектирование штампов начинается с предоставления Вами исходной информации, которая может быть в виде:
• математической модели детали, импортируемой из любой 3D CAD системы;
• чертежа детали — в этом случае наши специалисты построят ее трехмерную модель;
• образца детали
Исходя из полученной информации, мы предлагаем услуги по изготовлению штампов
, пресс-форм и ремонту изготовленной нами продукции. При разработке конструкции штампа компания предъявляет высокие требования по технологичности, стойкости, прочности, надежности конструкции штампа и крепления детали. А возможность быстрой замены изношенной детали, удобной загрузки заготовки в штамп и легкого удаления отхода обеспечит безопасность работы и экономичность изготовления деталей.
Наша компания проектирует и изготавливает все виды штампов для холодной штамповки:
– штампы для отрезания, вырубки, пробивки, надрезания, обрезания, зачистки,
– штампы для гибки, формовки, вытяжки, объемной штамповки,
– штампы многопозиционные, совмещенные,
– штампы для автоматической штамповки металла на штамповочных комплексах.
Наши преимущества
При изготовлении штампов и пресс-форм используется современное металлообрабатывающее оборудование. Мы производим штампы для вырубки, вытяжки, гибки любой сложности. Изготовление пресс-форм
и штампов занимает минимальное количество времени, так как наша компания имеет возможность выполнять полный комплекс работ на собственном производстве , что существенно сокращает время от заявки заказчика до окончательных испытаний штампов, либо до получения партии штампованных деталей согласно чертежу.
Конструкции штампов холодной металлической штамповки
и их деталей многообразны (Разделительные, Формообразующие, Рельефно – формовочные, правочные, чеканочные, Комбинированные), и от правильности и точности их изготовления зависит себестоимость детали. Наша компания готова принять ваш заказ на проектирование и изготовление штампов и пресс-форм по вашим технологическим требованиям.
Схемы штамповки
Перед процессом штамповки требуется предварительный равномерный нагрев заготовок по всему объему до требуемой температуры. При этом окалинообразование заготовки обязано сводиться к минимуму. Для нагрева заготовок используются электроконтактные, индукционные установки, газовые печи. В современном производстве распространены 2 схемы выполнения горячей штамповки:
- Закрытая штамповка деталей производится в штампе с минимальным зазором между подвижной и неподвижной частями. Подобный технологический процесс выполняется на прессах, имеющих выступ на одной поверхности и полностью на другой либо на молотах. При этой конфигурации штампа выступ на одной половине погружается в первую, запирая ее. Такой тип штампов необходим для точного совпадения конфигурации поковки и готового изделия. Штамповка в закрытых штампах называется безоблойной. Штампы закрытого типа могут иметь несколько плоскостей разъема, которые расположены относительно друг друга под углом в 90 градусов. Многоразъемный штамп состоит из нескольких частей, в каждую из которых включена часть общей гравюры.
- Во время открытой штамповки образуется облоя. Она обладает специальным зазором, называемым облойной канавкой. Он находится между подвижной и неподвижной частями штампа, используется для удаления излишков металла. Сами частицы металла образуются при деформации заготовки.
Например, для изготовления детали цилиндрической формы у штампа имеется гравюра лишь в одной половине, вторая же выполняется плоской. Для идеального процесса необходимо, чтобы объем заготовки равнялся объему полости ручья. Однако, невозможно добиться такого соотношения, поэтому заготовку изготавливают немного большего объема, тем самым добиваются заполнения всей полости гравюры.
ШТАМПЫ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ. ТИПОВЫЕ УЗЛЫ И ДЕТАЛИ
Большинство штампов имеют определенное количество типовых деталей, сходных по назначению и конструкции.
Для простоты проектирования, изготовления, эксплуатации, ремонта штамповой оснастки типовые узлы и детали нормализованы. Нормализация уменьшает количество применяемых быстроизнашивающихся деталей штампов, расширяет возможности взаимозаменяемости деталей, уменьшает потребность в количестве применяемых на производстве штампах, повышает надежность их работы, сокращает расходы на штамповую оснастку. При разработке штампов, их изготовлении и ремонте значительно экономиться время. Разработка комплекса нормалей машиностроения на штамповую оснастку позволила резко сократить номенклатуру узлов и деталей штампов и изготовлять штампы, в которых до 80% деталей нормализовано. Наиболее широко применяемые типы узлов и деталей штампов для холодной штамповки (предусмотренные нормалями машиностроения): БЛОКИ ШТАМПОВ Блоки штампов — комплекты верхних плит и нижних оснований штампов, связанных направляющими устройствами (колонками, планками).
- с двумя направляющими колонками,
- с диагональным расположением колонок
- задним или осевым расположением колонок
Для штамповки крупных, сложных и точных деталей изготовляют блоки штампов на трех и четырех колонках. Для переточки штампа без разборки изготовляют блоки штампов со встречной запрессовкой колонок —одна колонка запрессовывается в нижнюю плиту, другая — в верхнюю Для работы в крупносерийном и массовом производстве на быстроходных прессах изготовляют универсальные блоки штампов для разделительных штампов на колонках с шариковыми направляющими. По сравнению со скользящими направляющими у шариковых направляющих более легкий ход, они не нагреваются при больших скоростях штамповки, почти не изнашиваются и обеспечивают большую точность направления. Шариковые направляющие после смазки при сборке блока не требуют дополнительной смазки в течение нескольких месяцев работы. Нижнюю и верхнюю плиты блоков штампов отливают из чугуна или из стали. Направляющие колонки и втулки штампов изготавливают из низкоуглеродистой стали с цементацией и закалкой. Для независимости и точности работы штампа от состояния направляющих ползуна пресса в блоках штампа с шариковыми направляющими, применяют хвостовик с «плавающим» креплением к верхней плите. Пакеты штампов — верхние и нижние комплекты деталей штампов. Состоят из прямоугольных (или круглых) стальных пластин, несущих пуансон, матрицу, съемник и другие детали. Пакеты штампов являются заготовками штампа. Подобранные по размеру детали, они дают возможность быстро создать на базе нормализованного блока любой штамп, изготовив к нему пуансон, матрицу и съемник нужного профиля. Пакеты разделительных штампов: вырубных, пробивных, последовательного действия и подобных изготовляют с неподвижными съемниками и с верхним прижимом. ХВОСТОВИКИ ДЛЯ ШТАМПОВ. Для обычных и блочных штампов, предназначенных для разделительных операций, применяются типовые хвостовики с буртиком. Хвостовик этого типа запрессовывается в заранее расточенное отверстие верхней плиты. Для штампов с особой точностю центрирования штампа, хвостовик после запрессовки в плиту дополнительно прошлифовывают в собранном виде. Для вытяжных и гибочных штампов с направляющими колонками применяются хвостовики с резьбой, а в крупных штампах — хвостовики с резьбой и буртиком. В крупных штампах с направляющими колонками, где хвостовик служит для центровой установки, или в штампах, где по конструктивным соображениям нельзя применить хвостовики другого типа, используются особые конструкции хвостовика. Для винтового крепления пуансона вытяжных штампов применяются хвостовики с креплением пуансона в хвостовике. При вырезании тонколистовых материалов при мелкой и точной штамповке в вырубных штампах комбинированного действия и в штампах с твердосплавными пуансонами и матрицами, а также в блоках штампов с шариковыми направляющими применяются самоустанавливающиеся («плавающие») хвостовики со сферическим вкладышем. Для тяжелых работ в гибочных штампах применяются вильчатые хвостовики. При установке штампов на прессы, имеющие другие размеры отверстия в ползуне для хвостовика штампа, применяют переходные хвостовики или переходные разрезные втулки. ПУАНСОНЫ ДЛЯ ШТАМПОВ. В штампах для холодной штамповки применяются типовые пуансоны различных видов.
- по форме — круглые и профильные
- по устройству — цельные и составные,
- по способу крепления в верхней плите штампа — неразборные и быстросменные.
Неразборные пуансоны крепят запрессовкой в верхнюю плиту штампа с последующим расклепыванием нерабочего торца или же с помощью буртика на нерабочем торце. И расклепывание, и буртик необходимы для удержания пуансона в верхней плите штампа при обратном ходе ползуна пресса. Быстросменные пуансоны имеют цилиндрическую нерабочую часть и закрепляются шариком, заходящим в выемку пуансона. Заменяют их, не снимая штампа с пресса. Профильные пуансоны крепят расклепыванием нерабочей части или винтами и штифтами. На рис. 65, а—к показаны основные типы круглых и профильных пуансонов. Круглые пуансоны типа а, удерживаемые расклепкой головки, применяются для пробивки отверстий диаметром до 12 мм особенно при близком расположении нескольких пробивных пуансонов, когда нельзя применить удержание буртиком Пуансон типа б, удерживаемый буртиком, применяется для пробивки отверстий. Цилиндрическая удлиняющая часть k этих пуансонов предназначена для посадки в отверстие направляющей плиты штампа. Пуансон типа в с буртиком предназначен для пробивки больших отверстий и вырубки деталей по контуру. При диаметре пуансона более 45 мм в торце его делают выточку, чтобы уменьшить поверхность шлифования при заточке. Пуансон типа г быстросменный, удерживаемый шариком с пружинкой. Применяется пуансон при пробивке большого числа отверстий в материале толщиной до 3 мм. Замена производится нажатием на шарик через отверстие т. Пуансон подобной „конструкции (типа д) применяется для тяжелых пробивных работ и в крупных штампах. Шарик удерживается нажимным винтом. Профильные пуансоны представлены четырьмя основными типами. Пуансон типа е, удерживаемый расклепкой, применяется для вырубки профильных деталей малых и средних размеров. Для вырубки деталей средних размеров и сложной формы изготовляют пуансоны типа ж, имеющие фланец, которым их крепят к верхней плите штампа винтами и штифтами. Пуансон типа з состоит из двух частей: рабочей части и наставки. Применяется с целью экономии инструментальной стали при вырубке деталей больших габаритов, но простой конфигурации. Составной пуансон типа и применяется для вырубки деталей больших габаритов и сложной конфигурации. Он состоит из отдельных режущих секций, пригнанных друг к другу и монтируемых на верхней плите штампа. Секции крепятся винтами и штифтами. Для пуансонов со сложным рабочим профилем типа к предусматривается посадочная часть простой формы. Наибольшие размеры посадочной части должны совпадать с габаритными размерами рабочего контура пуансона. МАТРИЦЫ ДЛЯ ШТАМПОВ. В штампах для холодной штамповки применяются типовые матрицы различных видов:
- по конструктивному выполнению — цельные и составные,
- по форме — круглые, прямоугольные или профильные,
- по способу крепления — неразборные или быстросменные.
Неразборные матрицы закрепляются запрессовкой или привинчиванием к плите винтами (болтами). Быстросменные матрицы крепятся винтами или шариком. Общим конструктивно-технологическим элементом матриц вырубных и пробивных штампов является форма их рабочего профиля. Вырубные круглые матрицы типа а применяют для вырубки круглых заготовок. Для простой, последовательной и совмещенной вырубки (или пробивки) деталей средних размеров наиболее распространены матрицы типа б. При вырубке деталей сложной формы, вырубке крупных деталей или деталей малой ширины при большой длине и острых углах применяют разрезные матрицы типа в. Разрезание матрицы облегчает ее изготовление и доводку, устраняет коробление при закалке. Для вырубки деталей больших габаритов и сложной формы применяют составные матрицы типа г, состоящие из отдельных секций, пригнанных друг к другу и монтируемых на нижней плите штампа. Работа на таких матрицах выполняется с обратным выталкиванием вырубленной детали. Пробивные матрицы для многопуансонных штампов изготовляют чаще всего в виде сменных вставок цилиндрической формы. Гладкие матрицы (типа д) и матрицы с буртиком (типа е) закрепляются запрессовкой в матричную плиту. Их применяют только для пробивки круглых отверстий. Быстросменные цилиндрические матрицы (типа ж), удерживаемые шариком с нажимным винтом, применяются для отверстий диаметром до 30 мм. Элементы профиля рабочего отверстия матрицы выбирают в зависимости от толщины штампуемого материала. При пробивке нескольких близко расположенных отверстий диаметром до 8 мм применяют матрицы с профилем типа з. Такие же отверстия делают и для вырубки простых контуров (тип л). Для матриц с фигурным контуром применяют форму отверстия по типу и или м. Профиль типа к с увеличенной высотой рабочего конического отверстия или с конусом по всей высоте применяют для матриц повышенной стойкости при небольших размерах деталей. Для матриц с обратным выталкиванием деталей (преимущественно в штампах совмещенного действия) применяется профиль типа н. СЪЕМНИКИ ДЛЯ ШТАМПОВ. В зависимости от конструкции штампа, размера пуансона и толщины штампуемого материала съемники вырубных и пробивных штампов могут предназначаться для съема деталей, для съема отходов полосы с пуансонов или для придания точного направления пуансонам. Точное направление пуансона в съемнике необходимо для того, чтобы был обеспечен равномерный по всем сторонам зазор между матрицей и пуансоном. В этом случае зазор между пуансоном и съемником должен быть не более зазора между пуансоном и матрицей и принимается обычно равным 0,8 от величины последнего. Применяются съемники неподвижные и подвижные. Неподвижные съемники используются в вырубных штампах, работающих из полосы на провал, и в пробивных штампах, если при штамповке не требуется прижимать заготовку к матрице и если сам съемник не мешает закладке заготовки в штамп и съему детали со штампа. Когда нужно дать направление пуансону, применяют только неподвижные съемники. Точное направление пуансона в съемнике рекомендуется применять в штампах, не имеющих направляющих колонок, в многопуансонных штампах с различными размерами пуансонов, в штампах с тонкими пуансонами и в штампах с верхних прижимом. В подвижных съемниках движение и необходимое при этом усилие прижима обеспечиваются пружинами, резиновыми буферами или пневматическими и механическими устройствами штампов и прессов. Подвижные съемники применяются в комбинированных штампах совмещенного действия и с верхним прижимом. Съемник, показанный на схеме д, является также прижимом для детали и одновременно фиксатором внутреннего контура детали. На схемах е, ж, з, и показаны различные варианты конструкции подвижных съемников. НАПРАВЛЯЮЩИЕ ПЛАНКИ ДЛЯ ШТАМПОВ. Планки сообщают направление полосе (ленте) при ее движении. Если требуется прижать полосу к одной стороне направляющей планки, вместе с планкой монтируют боковые прижимы. Важное значение имеют зазоры между стенками направляющих планок и полосой, так как они определяют точность направления материала в штамп. Величина зазора зависит от ширины полосы при определенной ее толщине и равняется от 0,5 мм (при ширине до 50 мм и толщине до 1 мм) до 2,5 мм (при ширине более 200 мм и толщине более 5 мм). Для штампов с шаговыми ножами расстояние между планками, определяют расчетом с учетом ширины части материала, обрезаемого ножами. Со стороны выхода полосы расстояние между направляющими планками принимают равным расстоянию между шаговыми ножами. Для штамповки деталей из тонких материалов применяют удлиненные направляющие планки, снабженные устройством для прижима полосы или ленты при ее движении между стенками планок. УПОРЫ ДЛЯ ШТАМПОВ. Упоры предназначены для ограничения подачи полосы в штамп. Основные типы упоров: Упор типа а — постоянный грибковый применяется в штампах с неподвижным съемником при ручной подаче материала, типа б — постоянный крючкообразный — имеет то же назначение, но применяется в тех случаях, когда посадочную часть упора требуется удалить от режущей кромки матрицы. Для штампов совмещенного действия используют «утопающие» упоры с пружиной или упоры с резиновым вкладышем. В вырубных штампах с неподвижным съемником при вырубке узких деталей (от 6 до 20 мм) толщиной не менее 0,8 мм применяют пружинные подвижные упоры возвратного действия типа в. Для штампов последовательного действия при установке полосы на первый проход делают предварительные боковые прижимы с пружиной или без нее. Штампы вырубные и штампы комбинированные последовательного действия при штамповке деталей малых и средних размеров из материала толщиной более 0,5 мм оснащают упорами автоматического действия. Этот упор связан с верхней плитой штампа и приводится в движение от рабочего хода ползуна пресса. Ловители. В комбинированных штампах последовательного действия окончательное положение полосы после пробивки первого отверстия фиксируется ловителями, которые устраняют погрешности подачи и обеспечивают правильное положение пробитых отверстий. ЛОВИТЕЛИ И ФИКСАТОРЫ ДЛЯ ШТАМПОВ. Ловители и фиксаторы:
- круглые ловители для различного диаметра отверстий,
- штифтовый фиксатор,
- планочный фиксатор
При многорядной штамповке устанавливают два ловителя. Заходная (ловящая) часть ловителя должна иметь заостренную форму, а фиксирующая —цилиндрическую, квадратную или профильную в соответствии с I формой отверстия штампуемой детали. Фиксаторы. Для фиксирования ранее вырубленных заготовок применяют различные фиксаторы, устройство которых зависит от формы заготовки. Применяются способы фиксации по наружному контуру заготовки и по контуру отверстия. В некоторых случаях заготовки фиксируются, как это и указывалось ранее, по специально для этого пробитым технологическим отверстиям. КЛИНОВЫЕ УСТРОЙСТВА К ШТАМПАМ. Клиновые устройства. В многооперационных штампах для пробивки отверстий в боковых стенках полых или гнутых деталей применяют ‘клиновые пробивные устройства, позволяющие пробивать одно или несколько отверстий или выполнять пробивку одновременно с другими операциями. Клиновые устройства применяются также в штампах при необходимости отгибки боковых фланцев отбортованных деталей.
Выбор технологии
По выбранной технологии можно производить несколько типов деталей:
► Удлиненные — к ним относятся рычаги, валы, воротки и иные. Обработка производится плашмя при использовании штамповочного пресса. Последним этапом этой работы является фасонирование, исполняемое в заготовительных вальцах для ковки.
► Дисковые – к ним относятся кольца, диски, шестерни, крышки и иные изделия. При выполнении данной операции используется метод осадки, производимый в торец заготовки. Для этого процесса применяются штамповочные переходы.
Таблица типовых изделий для разной формы поковок с подробным описанием:
| № п/п | Краткое описание характеристики | Типовые изделия |
| Изделия удлиненной конфигурации | ||
| 1. | Прямая ось | Балки, валы, втулки, шатуны |
| 2. | Изогнутые по оси | Рычаги, предназначенные для рулевого управления |
| Симметричные | ||
| 1. | Круглые изделия | Фланцы, шестеренки и ступицы |
| 2. | Квадратные и многоугольные | Гайки, фланцевые соединения и ступицы |
| 3. | Изделия, имеющие отростки | Типа вилки и крестовины |
| Иные изделия | ||
| 1. | Комбинированной формы | Коленвалы, поворотные кулачки |
| 2. | С количеством необрабатываемых поверхностей большего объема | Рычажные элементы для переключения передач, крюки для буксира и балки для параллельных осей |
| 3. | С внутренними отверстиями и заглублениями | Валы с полостями, шестеренчатые блоки и детали для фланцевых соединений |
► Штамповочные ручьи, которые в свою очередь подразделяются на:
- Протяжные (увеличивается длина отдельных элементов на обрабатываемой заготовки, именно по этой части производится нанесение ударов с кантованием детали).
- Заготовительные (выполнение фасонирования детали или равномерное перераспределение металлической массы с минимальными потерями).
- Пережимные (при этом одновременно уменьшается высота и увеличивается ширины обрабатываемой заготовки).
- Подкатные (диаметр отдельных участков увеличивается при распределении металла по оси заготовки).
- Гибочные (производится формирование поковки заготовки с изгибом по оси под 90 0).
► Разновидности штамповочных ручьев:
- Черновые – конфигурация обрабатываемого материала в большей степени приближена к форме поковки. К особенностям относятся увеличенная глубина, радиусы и уклоны по отношению к параметрам изделия, выполненного начисто.
- Чистовые – при приобретении требуемой формы увеличиваются размеры на ту величину, на которую увеличиваются усадки металлической заготовки. Металлопрокат располагают в центральной оси штампа, так как на его оказываются максимальные усилия.