Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.563—96 Государственная система обеспечения единства измерений. Методики выполнения измерений ГОСТ Р 53228—2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания ГОСТ 15.309—98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения ГОСТ 859—2001 Медь. Марки ГОСТ 1012—72 Бензины авиационные. Технические условия ГОСТ 1497—84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение ГОСТ 1545—80 Проволока. Метод испытания на скручивание ГОСТ 2768—84 Ацетон технический. Технические условия ГОСТ 4204—77 Реактивы. Кислота серная. Технические условия ГОСТ 4381—87 Микрометры рычажные. Общие технические условия ГОСТ 6507—90 Микрометры. Технические условия ГОСТ 7229—76 Кабели. провода и шнуры. Метод определения электрического сопротивления токопроводящих жил и проводников ГОСТ 9717.2—82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра ГОСТ 9717.3—82 Медь. Метод спектрального анализа по оксидным стандартным образцам ГОСТ 13938.11—78 Медь.- Метод определения мышьяка ГОСТ 13938.13—93 Медь.- Методы определения кислорода ГОСТ 15150—69 Машины,- приборы и другие технические изделия. Исполнения для — различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 18690—82 Кабели, провода, шнуры и кабельная арматура. Маркировка, упаковка, транспортирование и хранение ГОСТ 24047—80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение ГОСТ 24048—80 (ИСО 2626-73) Медь. Методы определения стойкости против водородной хрупкости ГОСТ 24104—2001 Весы лабораторные. Общие технические требования ГОСТ 24231—80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа ГОСТ 26877—91 Металлопродукция. Методы измерения отклонений формы ГОСТ 27981.1—88 Медь высокой чистоты. Методы атомно-спектрального анализа ГОСТ 27981.2—88 Медь высокой чистоты. Метод химико-атомно-эмиссионного анализа ГОСТ 27981.5—88 Медь высокой чистоты. Фотометрические методы анализа ГОСТ 281 06—89 Катоды медные. Отбор и подготовка проб и образцов для определения удельного электрического сопротивления ГОСТ 28498—90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний ГОСТ 2851 5—97 Медь. Метод испытания проб на удлинение спирали ГОСТ 29329—92* Весы для статического взвешивания. Общие технические требования ГОСТ 31382—2009 Медь. Методы анализа СТ СЭВ 543—77 Числа. Правила записи и округления
* На территории Российской Федерации действует ГОСТ Р 53228-2008: с 01.01.2010 — в части вновь разрабатываемых и модернизируемых весов: с 01.01.2013 — в части весов, разработанных до 01.01.2010.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
.. | Катанка диаметр 5,5 — 8 мм. Применение и производство.
Катанка диаметр 5,5 — 8 мм. Применение и производство.
Катанка стальная — металлоизделие круглого сечения для производства холоднотянутой проволочной стали и изготовления гвоздей, электродов, крепёжных изделий, стальных пружин, канатов, тросов, проводов, скоб для скрепления деревянных деталей, для заземления, в художественной ковке. Этим прокатом связывают несущие элементы конструкций. Катанку используют для закрепления тяжёлых габаритных грузов, армирования и укрепления железнобетонных конструкций (в частности катанка 8 мм). Для перетягивания на проволоку катанка выпускается по техническим условиям 14-15-212-89. ГОСТ 30136 и технические условия 14-15-213-89 также действуют на такой металлопрокат для перетяжки на проволоку и для другого. Получаемая более тонкая проволока необходима в электроснабжении и строительстве. Катанку 6,5 мм используют в строительстве для увязывания кирпичной кладки, из неё изготавливают разнообразные решётки. Из проволоки 6 — 8 мм делают сетки, заборы, элементы декора на фасадах зданий и предметах интерьера.
Сталь катанки
Такая проволока катанка изготавливается из углеродистой стали обычного качества марок Ст0 — Ст3. Качество стали, химсостав марок стали прописывает ГОСТ 380. Табличные данные этого проката, вес, диаметр, отклонения указаны в ГОСТе 2590 (на круглый прокат). ГОСТ 30136 описывает все требования к такой проволоке, технические условия, испытания и поведение металла после разрыва, временное сопротивление его, определение количества окалины после охлаждения проката, испытания на овальность.
Производство катанки
Для производства стальной катанки используют стальной блюм кубической формы, который сначала рубят на меньшие куски. После чего заготовку подвергают термической обработке, вытягивают и пропускают через горизонтальные и вертикальные валы на прокатных проволочных или проволочно-сортовых станах. Блюм сжимают со всех сторон, придавая ей нужную форму и сечение, а затем его в горячем состоянии отправляют наматываться кольцами на другом станке. Катанка раскалена и перед тем, как транспортировать её, необходимо охладить металл. Процедура охлаждения металла может быть естесственной и ускоренной. В первом случае катанка охлаждается на воздухе (воздушное охлаждение — ВО)— этот процесс медленный,проволока при этом получается более мягкой и пластичной. Ускоренное охлаждение (УО) проходит в одну (УО1) или две (УО2) стадии, получается более прочная и твёрдая катанка. Это достигается за счёт погружения в ванны с водой и помещения в камеры с вентиляторами. Опускание в воду нужно для дальнейшего производства тонких изделий из такой проволоки, гвоздей. Далее с помощью окалиноломателя или серной кислотой убирают окалину.
Купить проволоку катанка
предлагает такую проволоку с диаметрами: катанка 5,5 мм; катанка 6 мм; катанка 6,5 мм, катанка 8 мм, в бухтах и прутках. Есть собственные размоточные станки для вытягивания проволоки, размотки в прутки, как правило, по 6м. Вес бухт на складах от 800 кг до 2200 кг и указан в наших прайс-листах. Теоретический вес одного хлыста также указан в прайсах, катанка купить, посчитать нужное количество в метрах или в тоннах помогут менеджеры нашей организации.Катанка цена на сайте указана за тонну. Весь металлопрокат в нашей компании приходит напрямую с заводов изготовителей, и катанка не исключение. Производителями данного вида круглой стали являются: АО «ЗапСиб», АО «Северсталь», АО «Нижнесергинский метизно-металлургический завод». Катанка поступает на наши склады сертифицированная, на каждую партию свой сертификат, поэтому его можно получить в офисах компании после загрузки. Размотку катанки нужно заказывать заранее, связавшись с менеджерами АО «Металлоторг». Мы всегда держим на складах уже заранее размотанные прутки проволоки для удобства клиента и экономии времени на погрузке.
Вес метра катанки Вы сможете самостоятельно посмотреть в ГОСТ 2590, наши сотрудники подскажут, каким весом проволока поступила на тот или иной склад, сколько метров в тонне и помогут посчитать нужное количество метров или кг.
Теоретический вес 1 метра катанки 5 мм — 0, 154 кг,
1 м катанки 5,5 мм весит 0,186 кг,
в 1 метре проволоки 6 мм — 0, 222 кг,
катанка 6,5 мм весит 0, 260 кг.
Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 катанка: Заготовка с поперечным круглым сечением, постоянным по всей длине, свернутая в бухту, изготовляемая, как правило, методом непрерывного питья или методом непрерывного литья и прокатки.
3.2 овальность (отклонение от круглой формы): Половина разности наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси катанки.
3.3 бухта: Отрезок изделия, намотанный в серию непрерывных витков.
Основные параметры и размеры
4.1 Катанку изготовляют марок:
- КМ — катанка медная;
- КМб — катанка медная бескислородная:
- КМор — катанка медная, полученная методом непрерывного литья и прокатки из рафинированных отходов и лома меди.
4.2 Номинальный диаметр катанки и предельное отклонение от номинального диаметра должны соответствовать указанным в таблице 1.
Таблица 1. В миллиметрах
| Номинальный диаметр катанки | Предельное отклонение от номинального диаметра | Номинальный диаметр катанки | Предельное отклонение от номинального диаметра |
| 8.0 9.5 10.0 11.4 12.7 13.0 14.0 | ± 0.4 | 16.0 18.0 22.0 23.0 | ± 0.6 |
Примечание — По согласованию между потребителем и изготовителем катанка номинальным диаметром 8.0 мм может быть изготовлена с предельным отклонением от номинального диаметра ± 0.3 мм. Допускается изготовление катанки других диаметров при этом предельное отклонение от диаметра должно соответствовать ближайшему большему размеру, указанному в настоящей таблице
4.3 Овальность катанки не должна превышать предельное отклонение от диаметра.
4.4 Условное обозначение катанки должно включать:
- марку катанки,
- условное обозначение марки меди, из которой изготовлена катанка (5.3.1)
- номинальный диаметр катанки,
- обозначение настоящего стандарта.
Пример условного обозначения катанки марки КМ. изготовленной из меди марки М001, диаметром 8.0 мм:
Катанка КМ М001 8.0 ГОСТ Р 53803-2010
Технология производства катанки
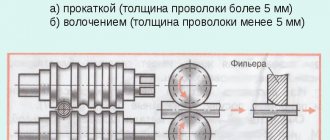
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Технические требования
5.1 Общие требования
Катанку изготовляют в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
Катанка должна быть изготовлена из меди таких качества и чистоты, которые обеспечивают свойства и характеристики катанки, установленные настоящим стандартом, и позволяют использовать катанку по ее назначению.
5.2 Характеристики
5.2.1 Требования к качеству поверхности
5.2.1.1 Катанка по всей длине должна иметь чистую и гладкую поверхность.
На поверхности катанки допускаются раковины, риски, вмятины, забоины и другие поверхностные дефекты, глубина которых при контрольной зачистке не превышает 0.2 мм. Допускаемые дефекты не должны препятствовать дальнейшей переработке катанки.
5.2.1.2 На поверхности катанки марок КМ и КМор диаметром до 18,0 мм включительно допускается окисленность поверхности (толщина окисной пленки): не более 1 • 10-7 м (1000 А*) — при электрохимическом методе измерения или не более 0.01% — при весовом методе измерения.
Окисленность поверхности катанки марки КМб всех диаметров и катанки марок КМ и КМор диаметром свыше 18.0 мм не нормируют.
По согласованию между потребителем и изготовителем допускается изготовление катанки марки КМ с окисленностью поверхности: не более 0,5 • 10-7 м (500 А*) — при электрохимическом методе измерения или не более 0.005% — при весовом методе измерения.
А — Ангстрем.
5.3 Требования к химическому составу
5.3.1 Катанка марки КМ по химическому составу должна соответствовать меди марок М001. М0, катанка марки КМб — меди марок М001б, М0б: катанка марки КМор — меди марки М1ор.
5.3.2 Химический состав меди марок МО, М0б по ГОСТ 859 и марок М001, М001б. М1ор по настоящему стандарту должен соответствовать указанному в таблице 2.
Таблица 2
| Элемент | Массовая доля, %, не более. для меди марок | |||||
| М001 | МО | М001б | М0б | М1ор | ||
| Примеси по группам: | ||||||
| 1 | Висмут Селен Теллур Сумма 1-й группы | 0.0002 0.0002 0.0002 0.0003 | 0.0005 — — — | 0.0002 0.0002 0.0002 0,0003 | 0.001 — — — | — — — — |
| 2 | Хром Марганец Сурьма Кадмий Мышьяк Фосфор Сумма 2-й группы | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.001 — — | — — 0.0004 — 0.0005 — 0.0015 | — — 0.002 — 0.002 0.002 — | — — — — — — — |
| 3 | Свинец | 0.0005 | 0,003 | 0,0005 | 0.003 | — |
| 4 | Сера | 0.0015 | 0,003 | 0,0015 | 0.003 | — |
| 5 | Олово Никель Железо Кремний Цинк Кобальт Сумма 5-й группы | — — 0.001 — — — 0,002 | 0.001 0.002 0,004 — 0.003 — — | — — 0.001 — — — 0.002 | 0.002 0,002 0.004 — 0.003 — — | — — — — — — — |
| 6 | Серебро | 0.0025 | — | 0,0023 | — | — |
| Сумма перечисленных примесей | 0.0065 | — | 0.0065 | — | 0.065 | |
| Кислород | 0,04 | 0.04 | 0.001 | 0.001 | 0.025 | |
Примечания: 1 — Массовую долю меди для меди марок М001, М001б определяют вычитанием суммы массовых долей примесей из 100 %. Массовая доля (медь + серебро) для меди марок: МО — не менее 99,93 %; М0б — не менее 99.97 %; М1ор — не менее 99.91 %. 2 — Допускается изготовление катанки из меди марок с массовой долей кислорода. М001, МО, М1ор — не более 0.065; М001б, М0б — не более 0.002 %. 3 — Знак «-» означает, что элемент не нормируется.
5.4 Требования к электрическим параметрам
5.4.1 Удельное электрическое сопротивление. Ом • м • 10-6, катанки или отожженной проволоки, протянутой из катанки, должно быть, не более:
- для катанки из меди марок М001. М001б — 0,01707;
- для катанки из меди марок МО, М0б, М1ор — 0.01718.
5.5 Требования к механическим параметрам
5.5.1 Временное сопротивление катанки должно быть не менее 160 МПа. относительное удлинение после разрыва катанки должно быть не менее 35 %.
5.5.2 Катанка всех марок должна выдерживать испытание на скручивание с последующим раскручиванием без разрушения и появления дефектов литья и прокатки, глубина которых при контрольной зачистке превышает 0.2 мм. Число скручиваний указано в таблице 3.
Таблица 3.
| Номинальный диаметр катанки, мм | Число скручиваний (в числителе) с последующим раскручиванием (в знаменателе) |
| 8.0 | 10/10 |
| Св. 8.0 до 13.0 включ. | 8/8 |
| » 13.0 » 16.0 и | 5/5 |
| » 16.0 | 3/3 |
5.5.3 Катанка всех марок должна выдерживать испытание на скручивание в одну сторону.
Число скручиваний в одну сторону до полного разрушения должно быть, не менее, для катанки диаметром: 8.0 мм — 50; свыше 8.0 мм до 13.0 включительно — 15; свыше 13.0 мм — 8.
5.5.4 При оформлении заказа допускается устанавливать дополнительные требования к катанке марок: КМ и КМор — на удлинение спирали: КМб — на стойкость против водородной хрупкости.
5.6 Маркировка
5.6.1 Маркировка катанки должна соответствовать требованиям ГОСТ 18690 с дополнениями по настоящему стандарту.
5.6.2 К каждой бухте катанки должен быть прикреплен ярлык, на котором должны быть указаны:
- наименование или наименование и товарный знак предприятия изготовителя:
- наименование страны изготовителя;
- условное обозначение катанки:
- дата изготовления (год, месяц, число);
- номер бухты;
- масса нетто бухты, кг;
- масса брутто бухты, кг;
- знак соответствия (при наличии сертификата);
- номер партии.
На ярлыке должен быть проставлен штамп технического контроля.
5.7 Упаковка
5.7.1 Упаковка катанки должна соответствовать требованиям ГОСТ 18690 с дополнениями по настоящему стандарту.
5.7.2 Катанку поставляют в бухтах одним отрезком. Массу нетто и массу брутто бухты устанавливают по согласованию потребителя с изготовителем.
5.7.3 Катанка должна быть намотана в бухты без перепутывания. перехлестывания витков, препятствующих свободной размотке при ее переработке. Плотность намотки должна обеспечивать целостность бухт при упаковывании и транспортировании.
Необходимо оставлять свободным нижний конец катанки для обеспечения непрерывности при ее переработке: длину свободного конца катанки устанавливают при оформлении заказа.
5.7.4 Каждая бухта катанки должна быть перевязана стальной упаковочной лентой или лентой из других материалов, пригодных для данного применения, не менее чем в трех местах, равномерно распределенных по окружности, для обеспечения целостности бухт.
5.7.5 Катанка должна быть упакована. Упаковка катанки должна защищать ее от загрязнения и атмосферных осадков.
5.7.6 По согласованию с потребителем катанку можно поставлять без упаковки.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты — заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта — закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины — и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
—в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры — их легко запомнить, не надо заглядывать в специальные таблицы.
Правила приемки
6.1 Правила приемки катанки должны соответствовать ГОСТ 15.309 и требованиям настоящего стандарта.
6.2 Категории испытаний
Для проверки соответствия катанки требованиям настоящего стандарта назначают приемо-сдаточные испытания.
6.3 Катанку предъявляют к приемке партиями. За партию принимают катанку в объеме сменной выработки. Партия должна состоять из катанки одной марки, изготовленной из меди одной марки, одного номинального диаметра.
После проведения приемо-сдаточных испытаний на партию оформляют документ о качестве, содержащий:
- наименование или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение катанки;
- результаты механических испытаний;
- результаты электрических испытаний;
- химический состав;
- массу нетто партии;
- номер партии;
- дату изготовления (месяц, год. число);
- гарантийный срок хранения катанки.
Допускается проведение испытаний в процессе производства. При этом результаты испытаний, проводимых в процессе производства, являются результатами приемо-сдаточных испытаний.
6.4 Испытания должны проводиться в объеме технических требований и при объемах выборки, указанных в таблице 4. При получении неудовлетворительных результатов испытаний, хотя бы по одному из показателей, указанных в 4.2; 4.3; 5.2.1.2; 5.3.2; 5.4.1; 5.5.1 — 5.5.3. по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
Таблица 4
| Вид проверки или испытания | Подраздел. пункт. подпункт | Объем выборки | |
| технических требований | методов контроля | ||
| Проверка диаметра и овальности катанки | 4.2;4.3 | 7.2; 7.3 | Каждая пятая бухта, но не менее одной бухты от партии |
| Проверка качества поверхности | 5.2.1.1 | 7.4 | 100% бухт |
| Проверка окисленности поверхности | 5.2.1.2 | 7.5 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка химического состава | 5.3.2 | 7.6 | Каждая десятая бухта, но не менее двух бухт от партии |
| Определение содержания кислорода | 5.3.2 | 7.6 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка удельного электрического сопротивления | 5.4.1 | 7.7 | Одна бухта от партии не реже трех раз в сутки |
| Определение относительного удлинения после разрыва и временного сопротивления | 5.5.1 | 7.8 | Каждая десятая бухта, но не менее одной бухты от партии |
| Испытание на скручивание с раскручиванием | 5.5.2 | 7.9 | Каждая пятая бухта, но не менее одной бухты от партии |
| Испытание на скручивание в одну сторону | 5.5.3 | 7.9 | Каждая десятая бухта, но не менее двух бухт от партии |
| Проверка маркировки | 5.6 | 7.14 | 100% бухт |
| Проверка упаковки | 5.7 | 7.14 | 100% бухт |
| Определение массы нетто и массы брутто бухты | 5.7.2 | 7.13 | 100% бухт |
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала. Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.
Использовании катанки при установке деревянных столбов
алюминиевая катанка
Методы контроля
7.1 Все испытания и измерения проводят в нормальных климатических условиях по ГОСТ 15150.
7.2 Определение диаметра катанки (4.2)
7.2.1 Средства измерений
При выполнении измерений применяют микрометр по ГОСТ 6507 с ценой деления не более 0.01 мм или штангенциркуль с ценой деления не более 0.01 мм.
7.2.2 Выполнение измерений
Измерения диаметра катанки выполняют микрометром или штангенциркулем на прямолинейных участках катанки на расстоянии не менее 200 мм от начала или конца бухты, при этом определяют наибольший и наименьший размеры в каждом сечении.
При возникновении разногласий измерение диаметра катанки выполняют микрометром по ГОСТ 6507.
7.3 Овальность катанки (4.3) проверяют по ГОСТ 26877.
7.4 Качество поверхности катанки (5.2.1.1) проверяют внешним осмотром наружных витков без применения увеличительных приборов.
Дефекты, обнаруженные на катанке, зачищают по плоскости на длине не менее 8 мм до исчезновения дефекта. За глубину дефекта принимают разность между диаметром катанки, измеренным рядом с зачищенным местом, и диаметром катанки в месте, где проводилась зачистка.
7.5 Окисленность поверхности катанки (5.2.1.2) определяют на образце катанки массой от 0,1 до 0,2 кг. отобранном от наружного витка каждой отобранной бухты, весовым методом по приложению А, или на образце катанки длиной от 100 до 200 мм. отобранном от конца бухты, электрохимическим методом по приложению Б.
При возникновении разногласий в определении окисленности поверхности проверку проводят весовым методом.
7.6 Для определения химического состава катанки от каждой отобранной бухты отрезают по одному образцу.
Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
Определение химического состава (5.3.2) проводят по ГОСТ 9717.2. ГОСТ 9717.3. ГОСТ 13938.11. ГОСТ 13938.13. ГОСТ 27981.1. ГОСТ 27981.2. ГОСТ 27981.5, ГОСТ 31382.
Допускается применение других методов определения химического состава, аттестованных в установленном порядке, в соответствии с требованиями ГОСТ Р 8.563.
Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
При возникновении разногласий в определении химического состава анализы проводят по ГОСТ 13938.11. ГОСТ 13938.13. ГОСТ 27981.1, ГОСТ 27981.2. ГОСТ 27981.5, ГОСТ 31382.
7.7 Определение удельного электрического сопротивления (5.4.1)
7.7.1 Средства измерений
При выполнении измерений применяют:
- микрометр по ГОСТ 4381 с ценой деления не более 0.01 мм;
- весы лабораторные высокого класса точности по ГОСТ 24104 и весы по ГОСТ Р 53228.
7.7.2 Выполнение измерений
Удельное электрическое сопротивление определяют по ГОСТ 7229 на одном образце.
7.7.3 Обработка результатов измерений
Фактическую площадь поперечного сечения S мм2, для расчета удельного электрического сопротивления рассчитывают по следующей формуле:
(1)
Где, т — масса образца, г; 8.89 — плотность меди при 20oС, г/см3; L — длина образца, mm.
При возникновении разногласий удельное электрическое сопротивление определяют на протянутой и отожженной в соответствии с ГОСТ 28106 (пункт 7) проволоке с расчетом фактической площади поперечного сечения 5 по формуле (1).
7.8 Испытание катанки на растяжение (временное сопротивление и относительное удлинение после разрыва) (5.5.1) проводят по ГОСТ 1497 на образце с расчетной длиной 200 мм. отобранном от конца бухты.
Отбор образцов проводят по ГОСТ 24047.
7.9 Испытания на скручивание с раскручиванием (5.5.2) и скручивание в одну сторону (5.5.3) проводят на образце катанки номинальным диаметром: до 10 мм включительно — по ГОСТ 1545; свыше 10 мм — по технической документации, утвержденной в установленном порядке.
Образец отбирают от конца бухты катанки; длина испытуемой части (расстояние между захватами машины) — (300 ± 5) мм.
Испытание на скручивание в одну сторону проводят до полного поперечного разрушения образца.
7.10 Испытание катанки на удлинение спирали (5.5.4) проводят по ГОСТ 28515, на стойкость против водородной хрупкости (5.5.4) — по ГОСТ 24048.
7.11 Результаты измерений округляют в соответствии с требованиями СТ СЭВ 543.
7.12 Допускается применение других методов измерений, не уступающих по точности указанным в настоящем стандарте. Допускается применение других средств измерений, вспомогательных устройств, обеспечивающих проведение измерений.
При возникновении разногласий в оценке качества катанки между изготовителем и потребителем измерения проводят методами, указанными в настоящем стандарте.
7.13 Массу нетто и массу брутто бухты (5.7.2) определяют взвешиванием на весах для статического взвешивания среднего класса точности по ГОСТ 29329 и весах по ГОСТ Р 53228.
7.14 Проверку маркировки (5.6) и упаковки (5.7) проводят внешним осмотром.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Проверка диаметра и овальности катанки, качества поверхности, механических свойств, качества намотки, проведение технологической пробы волочением должны осуществляться в соответствии с методами испытаний алюминиевой катанки по ГОСТ 13843-78.
(Измененная редакция, Изм. N 2, 3).
4.2. Определение химического состава катанки проводят по ГОСТ 25086-87, ГОСТ 11739.11-82*, ГОСТ 12697.1-77, ГОСТ 12697.3-77-ГОСТ 12697.10-77, ГОСТ 7727-81 или другими методами, не уступающими по точности стандартным. ________________ * На территории Российской Федерации действует ГОСТ 11739.11-98. Здесь и далее. — Примечание изготовителя базы данных.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 25086-87, ГОСТ 11739.11-82, ГОСТ 12697.1-77, ГОСТ 12697.3-77-ГОСТ 12697.10-77, ГОСТ 7727-81.
(Измененная редакция, Изм. N 3).
4.3. (Исключен, Изм. N 2).
4.4, 4.5. (Исключены, Изм. N 1).
4.6. Удельное электрическое сопротивление катанки и проволоки проверяют по ГОСТ 7229-76 на образцах с расчетной длиной 1 м, отобранных на расстоянии не менее 1 м от начала или конца бухты.
Площадь поперечного сечения образцов определяют путем расчета по массе, принимая плотность алюминиевого сплава равной 2,700 г/см.
(Введен дополнительно, Изм. N 3).
Транспортирование и хранение
8.1 Транспортирование и хранение катанки должны соответствовать требованиям ГОСТ 18690.
Катанку транспортируют на деревянных или металлических поддонах, обеспечивающих сохранность формы бухты при транспортировании.
8.2 Катанку транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. По согласованию с потребителем допускается транспортировать катанку в открытых транспортных средствах, а также транспортировать катанку различных марок и диаметров совместно.
8.3 Катанка должна храниться в закрытых помещениях в условиях, исключающих механическое повреждение, загрязнение, воздействие влаги и химически активных веществ.
Приложение А (обязательное)
Определение окисленности поверхности катанки весовым методом
А.1 Средства измерений, материалы, растворы
При выполнении измерений применяют следующие средства измерений:
- термометр жидкостный стеклянный по ГОСТ 28498.
- весы высокого классе точности по ГОСТ 24104 и весы по ГОСТ Р 53228;
- секундомер по [1].
При выполнении измерений применяют следующие материалы и растворы:
- ацетон по ГОСТ 2768.
- бензин по ГОСТ 1012,
- кислоту серную по ГОСТ 4204.8% — 10%-ный по массе раствор.
[1]. Технические условия Секундомер — механический ТУ 26-1819.0021-89
А.2 Выполнение измерений
Перед травлением образцы промывают в теплой воде (температура — не ниже 40oС), сушат и протирают ветошью насухо с последующим обезжириванием растворителем (ацетоном или бензином) и взвешивают на весах. Образцы подвергают травлению в растворе серной кислоты в течение 15 мин. Температура травильного раствора должна быть от 70oС до 80oС.
После травления образцы промывают водой, сушат и взвешивают на тех же весах.
А.З Обработка результатов измерений
Окисленность поверхности а, %. определяют по следующей формуле
(A.1)
где, m1 — масса образца до травления, г. m2 — масса образца после травления. г.