Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Как обрабатывают центровые отверстия
Цикл изготовления и ремонта валов предусматривает наличие центровальных отверстий на их торцах. Эти технологические углубления необходимы для качественного крепления и избежание биений при вращении вала. Центровальные отверстия изготавливаются особо тщательно, с соблюдением высоких технологий.
Отверстия для центровки располагаются строго на одной оси. Оба конусных отверстия на их торцах должны быть абсолютно одного размера, какими бы ни были сечения шеек на краях вала. В противном случае снижается качество обработки и повышается износ отверстий для центровки.
Рис. 5. Центровые отверстия:
а – незащищенные от повреждений;
б – защищенные от повреждений
Образец центровальных отверстий показан на рис. 5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
Фаска, выполненная под углом 120˚, защищает центровые отверстия, используемые много раз, от повреждений и забоев (рис. 5, б). Центровые отверстия небольших деталей обрабатывают различными способами. Заготовка вала крепится в патроне с самоцентровкой, в пиноль задней бабки помещают патрон для сверления, имеющий центровочный инструмент.
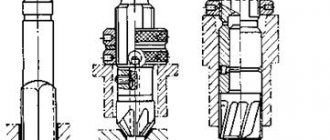
Сверлом для цилиндрических отверстий выполняют начальный этап изготовления центровых отверстий больших сечений (рис. 6, а). Последующие этапы обработки выполняются однозубой (рис. 6, б) либо многозубой зенковкой (рис. 6, в). Центровые отверстия сечением 1,5…5 мм изготавливаются с помощью комбинированных сверл. Они могут быть либо с предохранительной фаской, либо без нее (рис. 6, г, д).
Рис. 6. Центровые инструменты:
а – цилиндрическое сверло; б – однозубая зенковка; в – многозубая зенковка; г – комбинированное сверло без предохранительной фаски; д – комбинированное сверло с предохранительной фаской
Обрабатывая вал на предмет изготовления центровых отверстий, его подвергают вращению. Подача осуществляется ручным способом. Предварительно подрезается с помощью резца обрабатываемый торец. Размер углубления для центровки контролируют инструментами: шкалой пиноли либо лимбом маховика задней бабки.
Предварительной разметкой на валу добиваются соосности изготавливаемых центровых отверстий. Если заготовка длинная, в момент зацентровки ее поддерживают с помощью люнета. Разметку центровых отверстий производят с помощью угольника. Разметив заготовку, накернивают места для центровых отверстий.
Валы с сечениями шеек, не превышающими 40 мм, накернивают при помощи специального устройства (рис. 7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
Рис. 7. Приспособление для накернивания центровых отверстий без предварительной разметки:
1 – корпус; 2 – кернер; 3 -вал
Центровые отверстия с неравномерным износом либо с повреждениями подвергаются исправлениям с помощью резца. Для осуществления операции каретка суппорта станка, находящаяся сверху, поворачивается на угол конуса.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот. Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин. Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре. Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление. После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина. В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Читать также: Напыление серебром в домашних условиях
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение. Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину. Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.
Рабочая область конусного сверла (еще оно известно под названием «ступенчатое») представляет собою углубление в форме спирали, несколько кольцевых переходов различного радиуса. Данное приспособление, ввиду подобных конструктивных особенностей, дает возможность на любом этапе обрабатывания устанавливать, какой размер имеет отверстие.
Поначалу кажется, что применение конусных ступенчатых сверл, отличающихся повышенной ценой, нецелесообразно, так как всегда возможно взять сверлильный инструмент конкретного радиуса и сделать посредством его нужное отверстие. Однако они располагают некоторыми преимуществами, которые делают их использование целесообразным во множестве ситуаций.
Разновидности
Для подразделения разверток на виды используются разные критерии.
- Способ использования – машинные либо ручные.
- Форма подвергаемого обработке отверстия и собственная конфигурация – конусообразные или цилиндрические.
- Способ закрепления – насадные либо хвостовые.
- Расположение по окружности режущих кромок – неравномерное или с определенным шагом, то есть равномерное. Шероховатость обработанной поверхности напрямую зависит от примененного варианта исполнения.
Развертки машинные (устанавливаются на станках) и с ручным приводом конструктивно отличаются. В частности, у инструмента второго типа режущие кромки, находящиеся на рабочей части, удлиненные. А хвостовик имеет квадратное сечение, что позволяет надежно зафиксировать ручную развертку в имеющемся воротке. Машинным инструментом можно проводить развертывание гнезд, характеризующихся достаточно большой глубиной. Обеспечивается это следующими его особенностями:
- рабочая часть заметно короче;
- шейка же, наоборот, длиннее.
Выбирать подходящую развертку нужно с учетом:
- диаметра планируемого к обработке отверстия;
- разновидности инструмента: машинного либо ручного типа; для какой обработки он пригоден – чистовой-финишной либо предварительной-черновой. В последнем случае при выборе нужно руководствоваться такими цифрами необходимого припуска: чистовое развертывание – min 0,05 мм; max 0,10 мм; черновая операция – min 0,1 мм; max 0,15 мм.
Более полная информация по этому вопросу отображена в таблице. Численные значения приведены в миллиметрах.
| Припуск на операцию | Диаметры отверстий и соответствующие им припуски | ||||
| 100,0 | 50,0-75,0 | 30,0-50,0 | 18,0-30,0 | 12,0-18,0 | |
| Чистового развертывание | 0,1 | 0,08-0,1 | 0,07 | 0,06 | 0,04-0,05 |
| Чернового развертывания | 0,3 | 0,2-0,22 | 0,18 | 0,14 | 0,1-0,11 |
| Общее значение для обеих разновидностей обработки | 0,4 | 0,3 | 0,25 | 0,2 | 0,15 |
Сфера использования, конструкция
Конические сверла обладают продолжительным эксплуатационным периодом. Обусловлено это высокопрочными режущими кромками. Ступенчатый инструмент дает возможность проводить обработку, для выполнения которой было бы необходимо применять несколько обыкновенных сверл. Как раз универсальностью в основном обусловлена значительная цена инструментов этой группы.
Сверла спиральные с коническим хвостовиком дают возможность обрабатывать детали с большой скоростью. При этом качество кромки нисколько не уменьшается. Состоит изделие из следующих элементов:
- вершина для подготовительного сверления;
- переход со скосом для устранения заусенцев;
- режущая кромка, расширяющая отверстия.
Конусным сверлом возможно проделывать отверстия не только в металлических, но и в гипсокартонных, деревянных, пластиковых, иных деталях. Заостренный конец инструмента дает возможность не использовать приспособление для центровки, без труда входить даже в материал большой плотности. Отверстие, которое получено при этом не нужно дополнительно обрабатывать посредством надфиля, устройства для шлифования.
Поступательные углубления приспособления, которые расположены спирально, исполнены в различных размерах с плавным переходом. Такая конструкция увеличивает эффективность обработки тонколистового материала сверлом спиральным с коническим хвостовиком примерно на пятьдесят процентов. Конические инструменты возможно применять как вручную, так и при монтаже на особое оснащение.
На рабочую область двухступенчатого сверла может наноситься абразив, состоящий из частичек алмаза/титана. Противоречия с правилами ГОСТ (государственный стандарт) тут нет. Подобное напыление делает режущие кромки намного прочнее. Благодаря этому сверло коническое не нужно часто точить. Разумеется, необходимо следовать эксплуатационным правилам, не подвергать инструмент чрезмерным нагрузкам.
Сверло ступенчатое по металлу часто применяют, чтобы исправить неточности, допущенные при обрабатывании детали иным приспособлением (к примеру, рваные края). Изделие с коническим хвостовиком незаменимо, если нужно просверлить отверстия в тонколистовом материале, стеклотекстолитовой детали. Универсальность ступенчатых приспособлений позволяет с полной уверенностью сказать, что они точно пригодятся как на производстве, так и в вашей мастерской.
Эксплуатация
Ступенчатые сверла оптимально подходят для того, чтобы сверлить отверстия в трубных изделиях, листах стали и цветного металла, пластиковых заготовках. Их использование позволяет выполнять несколько процедур за 1 проход. При осуществлении прохода зачищаются заусеницы, центруются и просверливаются отверстия различных размеров. На конусных инструментах имеется особый наконечник, благодаря которому они не проскальзывают/пробуксовывают даже на значительно выступающих участках.
Специалисты утверждают, что пользоваться ступенчатыми сверлами весьма удобно. При их применении не требуются разнообразные вспомогательные предметы. Также не нужно осуществлять дополнительную центровку. Обыкновенное сверлильное приспособление может при обработке детали уйти вбок. Из-за этого отверстие будет выполнено неравномерно, придется осуществлять дополнительное выравнивание. Конический хвостовик при сверлении никуда не отклоняется, отверстие выполняется ровно и гладко.
Как выбрать?
Выбирать сверло с коническим хвостовиком необходимо лишь после того, как вы узнаете его основные параметры. Об инструменте можно много узнать, если обратить внимание на его оттенок.
- Серый оттенок указывает на то, что инструмент не обрабатывался термически, следовательно, является низкокачественным.
- Темный оттенок свидетельствует о том, что сверло обрабатывалось горячим паром, является довольно прочным.
- Золотистый цвет показывает, что в материале сверла нет внутренних напряжений. Это обеспечивает улучшение эксплуатационных показателей.
- Ярко-золотой цвет означает, что инструмент весьма износостоек. Обусловлено это титановым нитридом, который содержится в стали. Довольно высокая цена подобных сверл объясняется продолжительным эксплуатационным периодом.
Для изготовления сверла с коническим хвостовиком применяют разные виды металла. Материал указывается в маркировке. Если сверло промаркировано надписью HSS, значит, оно способно обрабатывать деталь с большой скоростью, не деформируясь при этом. Также его прочность не уменьшается при сильном нагревании.
Подбирая ступенчатое сверло по металлу, нужно принимать во внимание такие характеристики:
- радиус. Здесь определяющим фактором является размер отверстий, которые вы планируете создавать;
- производитель. От него зависят эксплуатационные показатели изделия, его цена; соответствие покупаемого инструмента ГОСТ;
- возможность многократно затачивать изделие. Тут нужно опираться лишь на свои предпочтения и умения.
Читать также: Узоры из прутка своими руками
Как самостоятельно заточить
Конусные сверла предоставляют возможность сверлить отверстия радиусом от 0,2 до 1,6 см. Они изготавливаются в 2 вариантах. Один из них можно затачивать, другой – нет. Повышенная цена инструментов, которые относятся ко второму виду, обусловлена их высокой прочностью.
Режущая кромка таких сверл (если соблюдать все эксплуатационные правила) не деформируется продолжительный срок. Стоит отметить, что попытка заточить подобные сверла по металлу, скорее всего, приведет к тому, что они сделаются непригодны для последующей эксплуатации. Для начала следует изучить технологию заточки обычного сверла , а после этого браться за подобный инструмент.
Для правильного затачивания сверлильного инструмента нужно посмотреть специальный видеоролик, выслушать советы профессионалов. Чтобы заточить ступенчатое сверло необязательно наличие чертежа. Вы можете попросту осуществлять восстановление изначальной геометрии сверла.
Точить ступенчатое сверло возможно посредством особого станочного устройства, которое оснащено абразивным кругом. Рабочая область круга должна быть прикрыта обыкновенной наждачной бумагой. Кроме того, можно применять бруски из алмаза маленькой толщины, которые часто используются для затачивания ножей, ножниц, иных предметов.
Восстановление геометрии конических инструментов, направляющие углубления которых расположены прямолинейно, возможно осуществить ручным методом. Если же они располагаются спирально, необходимо использовать затачивающее станочное устройство. Помните, что чем качественнее сверлильный инструмент, тем проще его затачивать.
Основная часть. 1.1 Технология обработки конических поверхностей на токарных станках
Содержание
Введение
1. Основная часть
1.1 Технология обработки конических поверхностей на токарных станках
1.2 : Технология обработки фасонных поверхностей и отделочных работ на токарных станках
1.3:Технология нарезания резьбы резцами
Выводы
Список использованных источников
Приложения
Введение
В связи с переходом к новым экономическим отношениям в России произошли большие изменения в промышленности. Особо динамичным оказались изменения в металлообрабатывающей промышленности, а в ней – в машиностроении, где главная рабочая профессия – станочник.
На предприятиях, функционирующих в условиях рынка, к рабочему-станочнику предъявляются особые требования, необходимые при изготовлении конкурентоспособной продукции. Для создания продукции высокого качества малыми партиями, станочник должен уметь работать на разнообразном оборудовании (токарном, фрезерном, шлифовальном, и других станках), самостоятельно налаживая оборудование, выбирая оптимальные режимы обработки, устранять отказы, контролировать качество своего труда в условиях, когда нет технолога или мастера, технической библиотеки, отсутствует квалифицированная помощь рабочего, имеющего более высокий разряд.
При простоте станочного оборудования на многих предприятиях продолжает ощущаться дефицит кадров рабочих-станочников. По этой профессии создаются новые рабочие места, есть вакансии на больших и малых предприятиях различных форм собственности.
Целью учебной практики является:
Формирование первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности для освоения специальности, обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей специальности и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной специальности.
Основная часть
Тема1.4: Технология обработки конических поверхностей на токарных станках
1. Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
2. Обработка конических отверстий. Приемы установки резцов.
3. Обработка наружных конических поверхностей поперечным сдвигом задней бабки.
4. Обработка наружных конических поверхностей с помощью конусной линейки.
Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
Содержание
Введение
1. Основная часть
1.1 Технология обработки конических поверхностей на токарных станках
1.2 : Технология обработки фасонных поверхностей и отделочных работ на токарных станках
1.3:Технология нарезания резьбы резцами
Выводы
Список использованных источников
Приложения
Введение
В связи с переходом к новым экономическим отношениям в России произошли большие изменения в промышленности. Особо динамичным оказались изменения в металлообрабатывающей промышленности, а в ней – в машиностроении, где главная рабочая профессия – станочник.
На предприятиях, функционирующих в условиях рынка, к рабочему-станочнику предъявляются особые требования, необходимые при изготовлении конкурентоспособной продукции. Для создания продукции высокого качества малыми партиями, станочник должен уметь работать на разнообразном оборудовании (токарном, фрезерном, шлифовальном, и других станках), самостоятельно налаживая оборудование, выбирая оптимальные режимы обработки, устранять отказы, контролировать качество своего труда в условиях, когда нет технолога или мастера, технической библиотеки, отсутствует квалифицированная помощь рабочего, имеющего более высокий разряд.
При простоте станочного оборудования на многих предприятиях продолжает ощущаться дефицит кадров рабочих-станочников. По этой профессии создаются новые рабочие места, есть вакансии на больших и малых предприятиях различных форм собственности.
Целью учебной практики является:
Формирование первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности для освоения специальности, обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей специальности и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной специальности.
Основная часть
Тема1.4: Технология обработки конических поверхностей на токарных станках
1. Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
2. Обработка конических отверстий. Приемы установки резцов.
3. Обработка наружных конических поверхностей поперечным сдвигом задней бабки.
4. Обработка наружных конических поверхностей с помощью конусной линейки.
Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
Цена, советы по подбору
Если с приобретением обыкновенных спиральных инструментов, область посадки которых сделана в форме конуса Морзе, сложностей не появляется, то с конусным изделием дело обстоит несколько иначе. Его цена зависит от 2 ключевых характеристик: рабочий размер и металл, из которого оно изготовлено.
Покупатель, который намеревается купить двухступенчатые сверла, может запутаться в сильно варьирующихся ценах. Чтобы прояснить данный вопрос, нужно рассмотреть ценовые примеры. Достаточно низкой стоимостью (400-500 рублей) обладают сверла, предназначенные для создания отверстий радиусом от 0,2 до 1 сантиметра. Почти в 2 раза больше (тысяча сто рублей) стоят российские конические инструменты, которые позволяют создавать отверстия радиусом от 0,2 до 1,5 сантиметра.
Сильно повышает цену изделия его принадлежность к популярному бренду. К примеру, стоимость конусных сверл от , радиус которых составляет от 0,2 до 1 сантиметра, равняется двум тысячам девятисот рублям. Приспособление, дающее возможность создавать отверстия радиусом от 0,3 до 1,9 сантиметра, стоит около пяти тысяч рублей. Также можно приобрести комплект сверлильных инструментов «Бош», позволяющий сверлить отверстия радиусом от двух до пятнадцати миллиметров. Он будет стоить приблизительно десять тысяч рублей.
Множество компаний, которые занимаются сбытом конических приспособлений, предоставляют их за довольно высокую стоимость, никоим образом не подтверждая их высокое качество. Покупая сверло в подобных фирмах, как и в тех, которые предоставляют инструменты за низкую цену, необходимо приготовиться к тому, что параметры изделия будут далеки от идеальных. Ввиду этого приобретать инструмент нужно лишь у тех организаций, которые располагают всеми требуемыми сертификатами. Кроме того, стоит учитывать, как промаркирован инструмент. Изделие, имеющие показатели, которые отвечают требованиям ГОСТ, располагающее нужными сертификатами, обязательно промаркировано соответствующим образом. Так что, если вы хотите не ошибиться с выбором сверлильного инструмента, тщательно изучите маркировку сверл. Это позволит вам купить изделие, оптимально подходящее под ваши нужды.
Рекомендуем также к прочтению:
Хороший мастер должен знать, для чего предназначены конусные гладкие и ступенчатые сверла по металлу. Если впервые слышите о таком типе режущей оснастки, то настала пора разобраться в назначении, видах и конструктивных особенностях. Ступенчатые конусные сверла заменяют ряд режущих насадок, поэтому наличие оснастки всегда пригодится.
Что такое конусное сверло и для чего они нужны
Конусное сверло представляет собой насадку для электроинструмента, состоящей из двух частей — наконечника конусовидной конструкции и хвостовик цилиндрического или шестигранного типа. Устройства классифицируют на два вида — гладкие и ступенчатые. Гладкое конусное сверло имеет соответствующей конструкции форму стенок, а ступенчатые — в виде ступеней.
Конусообразные элементы служат для сверления отверстий круглой формы в разных материалах — металл, дерево, пластик. Для таких целей используются цилиндрические сверла, скажите вы. Так зачем же нужны конусные устройства? Они используются для сверления отверстий в листовой стали, а также аналогичных конструкциях из цветных металлов — алюминий, медь и латунь. Наличие одного конусного сверла заменяет целый набор цилиндрических режущих устройств — это и есть главное отличие.
Отличия конусного гладкого и ступенчатого сверла
Перед тем, как выяснить сферу применения и достоинства конусных устройств, разберемся с их разновидностями. Гладкотельные элементы в виде конуса сверлят тонколистовую сталь, увеличивая постепенно размер отверстия. Чтобы просверлить отверстие необходимого диаметра таким сверлом, требуется периодически останавливаться, и производить замеры. Этот недостаток некоторые производители гладкотельных конусных сверл устраняют путем нанесения цифровой разметки.
Ступенчатые элементы позволяют с большей точностью просверлить отверстие благодаря наличию степеней. При сверлении происходит плавный переход по ступеням, и в итоге оператор может легко отследить, какой диаметр имеет отверстие. Надо отметить, что конусные сверла стоят достаточно дорого. Их цена составляет от 2 тысяч рублей и более. Все зависит от материала изготовления, а также размеров сверлимых отверстий. Многие могут подумать, что конусные устройства являются абсолютно бесполезной оснасткой из Китая, пока не испытают режущий инструмент в действии. Мастера открыто заявляют, что при необходимости частого сверления тонколистовых материалов, рекомендуется использовать именно конусные режущие насадки.
Обработка глубоких отверстий, конических отверстий
Обработка глубоких отверстий, конических отверстий
Известен способ обработки глубоких конических отверстий [1] согласно которому в заготовке первоначально выполняют цилиндрическое отверстие на размер, равный или несколько меньше малого диаметра заданного конуса, после чего базируются на цилиндрическое отверстие.
Недостатком известного способа является то, что выдвижение режущего элемента в радиальном направлении влечет за собой необходимость сложной конструкции механизма со многими взаимно контактирующими элементами, что снижает жесткость системы СПИД и, как следствие, не обеспечивает необходимой точности геометрических параметров конуса и чистоты обработки поверхности. Особенно большие сложности по чистоте обработки и геометрическим параметрам конуса были встречены при использовании известного способа для изготовления изложниц из стали 20, обладающей повышенной вязкостью и склонной к образованию наростов на режущее лезвие инструмента, приводящих к кольцевым рискам и надирам на обработанной поверхности, что затрудняет извлечение отливок из изложниц.
Известен также способ обработки конических отверстий в деталях [2] согласно которому обработку конуса выполняют в три перехода: 1/ черновое растачивание одновременно несколькими резцами, образующими ступенчатое отверстие; 2/ предварительная обработка черновой конической разверткой; 3/ окончательное развертывание чистовой разверткой.
Недостатком этого способа прежде всего является то, что согласно ему возможно обрабатывать конусные отверстия длиной, удовлетворяющей соотношению L/D 5, где L -длина конусного отверстия; D диаметр конуса.
Кроме того, для осуществления указанного способа обработки необходимы сложный дорогостоящий фасонный инструмент и большая трудоемкость.
На фиг. 1 изображена схема способа обработки глубоких конических отверстий посредством редуцирования на радиально-ковочной машине; на фиг.2 то же, на токарном станке с помощью обкатника.
Обработку глубоких конических отверстий производят следующим образом. В заготовке изложницы 1 на специальном расточном станке растачивают цилиндрическое отверстие 2 на диаметр, равный или несколько больше большего диаметра D заданного конуса изложницы. После выполнения отверстия 2 заготовку 1 снимают с расточного станка и в отверстие 2 вводят оправку 3 с наружным профилем, соответствующим геометрии заданного конуса изложницы. Заготовку 1 вместе с оправкой 3 устанавливают в патрон шпинделя радиально-ковочной машины (не показано), закрепляют кулачками 4 и оправку 3 поджимают упором 5. Далее закрепленную заготовку 1 подают между кулачков 6 в зону ковки до начала образования конуса. Включают рабочее движение кулачков 6, вращение и подачу S заготовки 1, тем самым производят редуцирование заготовки. Металл заготовки деформируется и формируется коническое отверстие по профилю оправки 3, после чего оправку извлекают из отверстия.
Для редуцирования заготовки на токарном станке (фиг.2) после выполнения цилиндрического отверстия 2 заготовку 1 устанавливают на токарный станок и протачивают по наружной поверхности, образуя обратный наружный конус по отношению к заданному конусу отверстия.
После наружного протачивания заготовку 1 устанавливают на токарный станок, где предварительно в шпиндель станка была установлена оправка 3, так что оправка 3 проходит через отверстие 2.
Заготовку 1 закрепляют в патроне токарного станка посредством кулачков 4. На наружную поверхность 7 заготовки 1 надевают обкатник 8 так, чтобы обкатные ролики 9, обкатник 8 находились в зоне начала (меньшего диаметра) наружного конуса 7, и производят настройку обкатника 8 до соприкосновения обкатных роликов 9 с поверхностью наружного конуса 7 заготовки 1.
После настройки обкатника 8 заготовке 1 сообщают вращательное движение w, а обкатнику 8, закрепленному на суппорте токарного станка (не показано), сообщают осевое перемещение S (рабочую подачу) и производят редуцирование заготовки. Обкатные ролики 9 деформируют металл, при этом наружный конус 7 заготовки 1 сглаживается, а металл обтекает оправку 3 до соприкосновения поверхности, отверстия заготовки 1 с поверхностью оправки 3, после чего оправку 3 извлекают из конического отверстия.
Где применяются ко нусные сверла
Конусное сверло используются для сверления разного диаметра отверстий в тонколистовых материалах. Причем получаемые отверстия отличаются такими достоинствами, как ровность и аккуратность без задиров, сколов и заусениц. Просверлить тонколистовой материал можно обычным цилиндрическим сверлом, но при этом пострадает качество работ, а также усложнится задача. К примеру, малейшее отклонение сверла от поверхности приведет к получению не круглого, а треугольного или овального отверстия. Кроме того, формируются заусеницы, задиры и сколы, что в итоге негативно сказывается на качестве выполняемых работ.
Читать также: Марка стали для болтов и гаек
Применение конусных сверл позволяет значительно облегчить работу, исключив все недостатки цилиндрических устройств. За счет своих достоинств, оснастка нашла свое применение в разных сферах:
- Автомобилестроение и ремонт
- Ландшафтный дизайн
- Строительство
- Монтаж сантехнического оборудования
- Монтаж электротехнических установок
Устройство не эффективно в ситуациях, когда предстоит сверлить отверстия в материалах, толщина которых более 10 мм.
Обработка поверхностей с конусностью
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек. При длине конусной поверхности не более 50 мм, ее протачивают широким резцом. Резец при этом должен быть с углом уклона режущей кромки, аналогичным углу уклона конуса на изготовленном изделии. Движение подачи с резцом – поперечное.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.
Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Какие достоинства имеются у конусных сверл
Как и все виды режущих инструментов, конусные сверла имеют свои характерные достоинства. К числу достоинств применения рассматриваемых устройств относятся:
- Возможность высверливания отверстий разных диаметров, используя для этого всего одну насадку
- Износостойкость — в отличие от цилиндрических элементов, конусные отличаются продолжительным сроком службы. Режущие кромки насадок имеют высокие показатели прочности, поэтому устройство изнашивается очень медленно
- Быстродействие — насадка позволяет быстро просверливать отверстия, что положительно отражается на ее сроке службы. Режущие кромки не успевают нагреться, поэтому их качество не снижается
- Отсутствует необходимость предварительного накернивания материала, так как наконечник конусного сверла легко врезается в любой металл, даже с плотной структурой
- Одновременно играет роль не только инструмента для высверливания отверстий, но еще и как шлифовальный материал
- Повышается качество и эффективность сверления тонколистового материала
- Исключается вероятность деформации просверливаемого листа, что связано с плавностью перехода при увеличении диаметра
- Возможность применения насадки не только на стационарном сверлильном оборудовании, но и на дрелях
- Наличие абразивного напыления повышает прочность и эффективность оснастки. Конусные сверла могут иметь напыление из титана или алмаза
- Не нуждаются в частой заточке
Конусные сверла дают возможность сверлить отверстия большого диаметра, тем самым исключая необходимость применения коронок по металлу. Подходит такой вид режущих насадок не только для сверления отверстий в листовых материалах, но и уголках, трубах, профиле и т.п. Главное условие — толщина стали не должна быть более 7 мм, а в идеале не более 4 мм.
Ступенчатые виды насадок классифицируются по типу кромки на спиральные и прямые. Прямая конструкция кромки имеет преимущество — ее проще затачивать, чем спиральную. Спиральные виды кромок отличаются мягкостью и плавностью хода сверлильного устройства.
Развертывание отверстий
Развертывание применяют:
1) для получения отверстий с гладкими стенками;
2) для получения отверстий точного диаметра;
3) для совмещения отверстий в различных деталях.
Развертывают отверстия разверткой. Развертки бывают цилиндрические и конические. Обычно число зубьев у разверток четное (рис. 148).
Для получения чистой поверхности обработанных отверстий расстояния между зубьями развертки делают неодинаковыми.
При сборке часто применяют специальные ручные развертки, главным образом для совмещения отверстий.
Детали при сборке могут установиться в узлах недостаточно точно. Поэтому часто после установки этих деталей или узлов на место согласно чертежу отверстия рассверливают на 0,1-0,2 мм меньше номинального размера, а затем для получения отверстий требуемого диаметра их развертывают разверткой.
Точность изготовления отверстий развертыванием
| Диаметр отверстий, мм | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | |
| погрешность, мм | машинное развертывание | 0,01 | 0,013 | 0,016 | 0,020 | 0,023 | 0,027 |
| ручное развертывание . | ;01 | 0,010 | 0,010 | 0,013 | 0,015 | 0,018 | |
Отверстия развертывают вручную или на станках: сверлильном или токарном. При сборке самолетов чаще развертывают отверстия вручную, вращая развертку воротком или трещеткой.
Толщина снимаемого разверткой материала очень небольшая — 0,1-0,2 мм. Поэтому перед развертыванием отверстие рассверливают до диаметра меньше нормального с различными припусками на развертывание. Сначала отверстие развертывают черновой разверткой, а Затем — чистовой. Черновой разверткой снимают 0,1-0,5 мм, а чистовой 0,05-0,1 мм.
Смазка при развертывании:
Сталь — эмульсия, минеральное масло
Дуралюмин Сурепное масло
При развертывании электрона и бронзы смазку не применяют.
Инструмент и приспособления
Драчевый и личной напильники, стальная линейка, чертилка, угольник 90°, спиральное сверло, кернер, молоток, ручная развертка (цилиндрическая и коническая), вороток, калибр-пробка, дрель.
Развертывание цилиндрических отверстий (вручную)
1. Разметить отверстия и накернить.
2. Просверлить отверстия (рис. 149).
Что надо знать для выбора конусного сверла
По форме и конструкции конусные сверла значительно отличаются от цилиндрических. Как и цилиндрические, конусные устройства обладают аналогичной хрупкостью, поэтому они требуют бережного обращения с ними. Чтобы выбрать конусные устройства для выполнения соответствующих работ, необходимо учитывать такие рекомендации:
- Цвет насадки — если выбираете корончатое сверло, то наверняка перед вами представлены модели, отличающиеся по цвету.
Если продавец говорит, что между устройствами никакой разницы, значит он не разбирается в этом. Деталь черного цвета говорит о том, что насадка подверглась дополнительной термообработке. Такие устройства имеют продолжительный эксплуатационный ресурс. Золотистый цвет означает, что насадка имеет напыление из нитрида титана, которое повышает прочностные свойства. Стального цвета изделия не имеют никакого напыления, и они не подвергаются термообработке, поэтому по сравнению с предыдущими вариантами, служат меньше всего - Маркировка — указывается непосредственно на наружной стороне оснастки (на хвостовике).
По маркировке можно понять, из чего изготовлена насадка, а также какой имеет диаметр и класс точности. Зачастую маркировка начинается с буквенного обозначения, и начинается с буквы «P». Эта буква говорит о том, что для производства конусного сверла используется быстрорежущая высокопрочная легированная сталь. После первой буквы указывается вторая буква с цифровым значением. Число указывает процентное содержание сплава, к примеру, М — молибден, Ф — ванадий, К — кобальт, A — азот. В маркировке также присутствует обозначение минимального и максимального диаметра, а также класс точности. Оснастка с диаметром до 2 мм не маркируется. На сверле может присутствовать маркировка типа HSS, что означает быстрорежущая сталь
В маркировке после обозначения HSS также могут указывать дополнительные сведения:
- HSS-E — быстрорежущая сталь, которая является аналогом отечественного материала P6M5. Предназначены для работы с низкоуглеродистыми сталями и чугуном, а также твердыми легированными и нержавеющими устройствами
- HSS-Co — в сплав добавляется кобальт 5%
- HSS-G TiN — устойчивые материалы для обработки титановых изделий
Для работы с конусными сверлами применяются стационарные сверлильные станки или двуручные дрели. О том, как правильно сверлить отверстия конусными сверлами, подробно описано в материале.
Набор конусных сверл для отверстий 3—30 мм: лучше, чем ступенчатые
В последнее время стали популярные ступенчатые сверла, позволяющие делать отверстия большого диаметра за один заход. Их основное преимущество — это диаметры сверления до 20…30 мм, без замены сверла и без предварительной подготовки (без засверливания меньшим диаметром). Встречаются большие ступенчатые сверла с диаметрами до 50 мм (!). Правда есть и минусы по подобных — их сложно точить, ими нужно уметь правильно работать. А вот сегодня я расскажу вам о другой модели подобной оснастки — это конусные бесступенчатые сверла.
Набор конусных сверл (3 шт, 3-30 мм)
Набор ступенчатых сверл (5 шт, 5-35 мм)
Характеристики: Лот: набор сверл Тип: конусные сверла Предназначение: сверление больших отверстий по металлу без подготовки Материал: быстрорежущая инструментальная сталь HSS 4241 Размеры: 16-30 мм / 8-20 мм / 3-14 мм Хвостовик: 10/8/6 мм
Конусные сверла значительно удобнее, чем ступенчатые, в первую очередь за счет плавного перехода диаметра. Края отверстия получаются ровные, без задиров. В обзоре будет набор, с диаметрами для отверстий 3-30 мм. Кстати, подобная оснастка подходит не только для обработки изделий из древесины, пластика и алюминия, но и для различных видов сталей.
Про оснастку для Dremel’я недавно была речь, а сегодня речь пойдет про набор сверл для металлообработки. Про конкретные кейсы применения подробно раскрывать не буду, просто отмечу, что сверление нескольких отверстий 1/2″ в электрическом распределительном шкафе под вводные сальники подобными сверлами — просто сказка. В зависимости от необходимого диаметра выбираем конкретное сверло. В лоте сразу три штуки с диаметрами 16-30 мм, 8-20 мм, 3-14 мм. Заявлена быстрорежущая сталь HSS 4241, примерно соответствует нашей высокоуглеродистой инструментальной стали Р2АМ3.
На фотографии маленькое конусное сверло с начальным диаметром 3 мм и конечным диаметром 14 мм.
Обратите внимание на режущую кромку. Это острая, ровная кромка, которую при желании можно заточить самостоятельно или убрать задиры.
Хвостовик у сверла усеченный, под кулачковые патроны, диаметр 6 мм. На хвостовике набита маркировка диаметров конуса: 3-14 мм.
Следующее по величине сверло — среднее на 8-20 мм.
На кончике конуса хорошо видно выраженный «заход» — отточенную часть для засверливания в материал.
Хвостовик у этой модели уже больше, 8 мм, также усеченной формы под кулачки. Маркировка 8-20 мм.
Наибольшее сверло из набора — большой конус на 16-30 мм
Также выполнен острый заход, режущие кромки широкие.
Хвостовик тут уже побольше, на 10 мм. Маркировка 16-30 мм.
Длина хвостовика различная, в зависит от размера конуса.
Примерно 2.5 см. Этого достаточно, чтобы надежно зажать в патрон дрели.
Замеры диаметра хвостовика: 6 мм у маленького, 8 мм у среднего и 10 мм у наибольшего конуса.
Измеренный максимальный диаметр конуса практически совпадает с заявленным. Это значит, что не следует пытаться просверлить 14 мм отверстие самым маленьким сверлом.
Лучше взять сверло побольше (среднее), которое даст нужный результат. Аналогичная ситуация со средним и большим конусом. Правда для конкретных прикладных целей таких диаметров достаточно — это вводы на 1/2″, 3/4″, или 1″. Хватает с запасом.
Для сравнения прикладываю маленькое ступенчатое сверло из набора. Желтое покрытие — это нитрид титана, который должен увеличивать стойкость и прочность сверла. Подборка других наборов оснастки и инструмента.
Ступенчатые сверла были удобны, пока не открыл для себя подобные конусные. Конусные сверла дают качественный результат, ровные, а не рваные края отверстия.
При необходимости конусные сверла можно подтачивать самостоятельно — режущая кромка доступна для обработки. Любителям ступенчатых сверл — попробуйте заточить их. Каждую ступень. Самостоятельно))))
Готовлюсь к небольшому тесту с аккумуляторной дрелью Милуоки (Обзор). Кстати, эта дрель недавно мелькала в обзоре-сравнении с Макитой.
Дерево, алюминий и прочие пластики сразу отметаю в сторону — только хардкор, только профтруба 40х40х4 мм.
Профтруба — серьезное испытание для оснастки, особенно, если это не пара отверстий, а сразу массив, который добивает сверла сразу же.
На фотографии сверло заходит практически без давления, просто под собственным весом инструмента.
Результат отличный — получены ровные отверстия без задиров, без рваных краев. Есть один нюанс — отверстие под резьбу нужно будет разворачивать, так как профиль полученного отверстия получается под конус. Это специфика данной оснастки. Под остальные типы соединений разворачивать не обязательно.
Режущая кромка после нескольких отверстий не пострадала.
Подобные конусные сверла работают с любыми дрелями и шуруповертами, но если сверлите серьезные заготовки, то нужно позаботиться и о мощности инструмента.
На фотографии дрель Metabo BE 850-2 с мощностью 850 Вт и щеточным реверсом.
В общем, рабочую смену данные конусные сверла «отпахали» без замечаний. Если сравнивать с обычными — то для сверления сетки отверстий в профтрубе нужно было в 2-3 перестановки проходить несколькими диаметрами все отверстия, а это примерно плюс пара часов. Можно, конечно, иметь 2-3 шуруповерта с установленными разными номерами оснастки, но такой вариант бывает крайне редко. Ступенчатое сверло не дает нужного качестве отверстия. А вот конусное — как раз то, что нужно было.
Конечно, есть и минусы у подобной оснастки: во-первых, сложно поймать точно требуемый диаметр, разве что размечать глубину прямо на сверле, или же «набивать руку». Во-вторых, это стенки получаемых отверстий на конус, что не дает возможность сразу же нарезать резьбу и требует дополнительно разворачивать отверстие. В остальном, этом вариант оснастки оказался качественным за свои деньги (три штуки за $9 в сумме), прочным и подходящим для тяжелой работы. Что касается долговечности — достаточно периодически подтачивать кромку, и подобные сверла прослужат долго.
Что касается этого лота — обычный среди многих, доставка быстрая (если в текущей ситуации можно говорить про скорость), упаковка символическая. Цена хорошая за лот из трех штук.
Китайцы продолжают удивлять своими новинками в оснастке, постараюсь в ближайшее время показать еще обзоры полезных инструментов.
Как правильно сверлить отверстия конусным сверлом инструкция
Чтобы научиться правильно сверлить конусными сверлами, необходимо для начала подготовить необходимые инструменты и материалы. Для работы понадобятся такие материалы и инструменты:
- Заготовка для сверления. Это листовая сталь, пластик, стекло, дерево и т.п. Заготовку необходимо надежно закрепить в губках тисков или струбциной
- Дрель — подойдет любой электроинструмент, способный развивать скорость вращения от 3-5 тысяч оборотов в минуту. При этом рекомендуется закрепить на дрель дополнительную рукоятку, что позволит избежать перекоса. Сверление выполняется в безударном режиме
- Конусное сверло подходящего диаметра. Зависит от отверстия, которое необходимо просверлить в заготовке
После этого приступаем к непосредственному выполнению работ. Инструкция по сверления имеет следующий вид:
- В патроне инструмента закрепляется насадка
- Выбирается место, где требуется просверлить отверстие
- Прикладывается инструмент к обрабатываемой поверхности строго в перпендикулярном направлении
- Запускается двигатель инструмента. Первые секунды сверления металла способствуют центрированию и вырезанию малого отверстия. Как только сверло начинает углубляться в отверстии, с каждым последующим оборотом диаметр увеличивается. Одновременно увеличивается скорость выполнения работ
- В завершении получается аккуратное отверстие без сколов, задиров и прочих дефектов
Достаточно один раз испробовать насадку в действии, чтобы после этого отказаться от использования цилиндрических сверл при обработке листовых материалов. Как показывает себя в действии конусное сверло при сверлении пластика, оргстекла, металла и прочих материалов, показано в видео ролике.
Работа с ручным инструментом
Ручное развертывание предполагает выполнение следующих действий:
- анализируются параметры исходного отверстия и заданные условиями Т.З. его конечные технические характеристики;
- на основе полученных данных выбирается инструмент для проведения процедур предварительного-чернового и окончательного-чистового развертывания;
- заготовка прочно закрепляется в тисках;
- в отверстие, проделанное в заготовке на этапе литья либо путем ее сверления, устанавливается инструмент, с помощью которого будет выполняться операция чернового развертывания;
- затем на его хвостовик надевается вороток;
- потом на обе рабочие поверхности — внутреннюю обрабатываемого отверстия и наружную развертки – наносится специальное смазывающее вещество;
- следующий этап – собственно, черновое развертывание. Оно проводится путем медленного, без каких-либо резких движений, вращения. При этом необходимо постоянно наносить материал для смазки;
- по окончании данного этапа инструмент следует аккуратно извлечь. Делать это нужно так, чтобы он не проворачивался в обратном направлении;
- далее в отверстие вставляется чистовой инструмент, и на его квадратный хвостовик насаживается вороток;
- чистовое развертывание осуществляется вращением воротка в направлении движения часовой стрелки. Для получения поверхности с низким уровнем шероховатости интенсивность подачи инструмента должна быть очень невысокой, а еще лучше – минимальной из допустимых по технологической карте;
- после завершения процедуры чистового-финишного развертывания, нужно проконтролировать качество обработанной поверхности и корректность геометрии отверстия. С этой целью используется такое безшкальное приспособление, как гладкий предельный метрологический калибр-пробка.
На рисунке представлены приемы проведения процедуры развертывания.