Назначение инструмента
Ось вращения концевого фрезера направлена под прямым углом к плоскости заглубления. При этом его основные режущие кромки располагаются на боковой цилиндрической поверхности, т. е. резание происходит по лини их соприкосновения с плоскостью обработки. На торцевом конце также находятся режущие кромки, расположенные под углом к оси вращения, которые выполняет вспомогательную функцию. Режущая поверхность такого фрезера выполнена в виде спиральных или наклонных зубьев, при этом угол наклона может составлять 30-45°.
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Виды фрез
В зависимости от направления зуба концевые фрезы подразделяются на право- и леворежущие. Инструмент выпускается с цилиндрическим и коническим хвостовиком, последние предназначены для машинных работ.
Всё фрезы выпускаются с неравномерным шагом зубьев, величина которого от числа режущих кромок. Такой шаг называется окружным и его размер четко определяется требованиями государственного стандарта. Фреза может иметь от трех до шести зубьев. Так, при трех зубьях шаг составляет 110, 123 и 127 град., при шести его величина равняется 57, 63, 57, 63, 57, 63 град.
В зависимости от назначения фрезы концевые бывают следующих типов:
- Для нарезания сегментных шпоночных пазов.
- Шпоночные с твердосплавной режущей частью.
- Сферические для обработки выемок соответствующей формы.
- Радиусные. Применяются для выборки пазов различной конфигурации.
- Для обработки Т-образных пазов, т. н. грибковые фрезы.
По конструкции фрезы могут быть цельными или иметь припаянные твердосплавные платины или специальные коронки. Последние используются для обработки твердых материалов, например чугуна. По расположению зуба они могут быть прямо- и косозубыми, а также иметь винтовую форму режущих кромок.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Все специальные виды концевых фрезеров выпускаются как с конусными, так и с цилиндрическими хвостовиками.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.
Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Спиральные сверла
Вездесущее спиральное сверло было, наверное, первым режущим инструментом, который каждый из нас когда-то начал использовать, ну, например, в ручной электродрели. В то время как концевые фрезы есть только у станочников, спиральные сверла имеются в доме почти каждого мастера-любителя.
Но все не так просто, как кажется на первый взгляд. Статистика показывает, что отверстия составляют абсолютное большинство всех операций, выполняемых на станках с ЧПУ. Кроме того, интенсивность удаления материала спиральными сверлами очень высока и обычно превосходит эту характеристику у концевых фрез. Иногда может иметь смысл высверлить множество отверстий, а затем обработать на станке сетку между отверстиями с помощью концевой фрезы.
Как и концевые фрезы, спиральные сверла выпускаются в разных размерах, с разными покрытиями, материалами и длиной.
Размеры спирального сверла
Спиральные сверла имеют большее разнообразие диаметров и размеров, чем концевые фрезы. Впрочем, в этом нет ничего удивительного, учитывая распространенность операций по производству отверстий и сложность использования одного сверла для отверстий разного диаметра, тогда как концевые фрезы намного более гибкие в этом отношении.
Помимо метрических и дюймовых размеров существуют также особые размеры, например, числовые и буквенные.
Быстрорежущая сталь, кобальт и карбид вольфрама + Покрытие или отсутствие покрытия
Если Вам нужна прочность и жесткость карбида вольфрама для быстрой обработки жестких материалов — альтернативы быть не может. В других случаях просто купите полный набор сверл из быстрорежущей стали или кобальта.
Покрытие или его отсутствие — дело вкуса. Покрытия могут оказаться полезными, хотя и не настолько, как в концевых фрезах, возможно, потому что большинство спиральных сверл изготавливаются не из карбида вольфрама.
Винтонарезной станок и длина короткой серии
Длина спирального сверла может быть различной. Большинство непрофессионалов используют спиральные сверла короткой серии. Вот чем они отличаются:
Сверло длиной для винтонарезного станка имеет такой же диаметр, но намного короче сверла короткой серии. Также оно более прочное.
Поскольку они короче, они также намного прочнее. Отверстие, производимое таким сверлом, будет точнее, а вероятность, что Вы сломаете сверло — меньше. Большинство станочников предпочитает использовать спиральные сверла для винтонарезного станка именно из-за этих преимуществ.
Конструкция концевых фрез
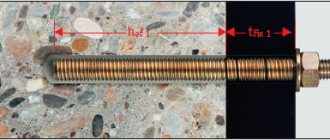
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.
Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.
По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
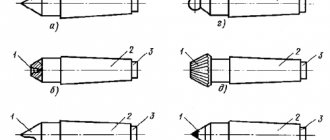
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).
Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Расчет геометрических параметров фрез
При анализе конструкций фрез приняты следующие обозначения их элементов: D – наружный диаметр, мм; В – ширина фрезы, мм; L – длина инструмента, мм; l – длина режущей части, мм; d – внутренний диаметр и наименьший диаметр конической фрезы, мм; d1 — наибольший диаметр конической фрезы, мм; R — радиус фрез, мм; f0 — длина переходной кромки, мм; ψ0 — ширина ленточки, мм; r – радиус при вершине (впадине), мм; φ — главный угол в плане, градус; φ’ — вспомогательный угол в плане; φ0 — угол в плане переходной формы; α — задний угол; α1 — задний угол на боковой стороне зуба; αн — задний угол на периферии; α0 — задний угол на передней кромке; γ — передний угол; γψ — передний угол на ленточке; γf — передний угол на фаске; ω — угол подъема винтовых канавок, градус.
Рис. 4.1. Схемы для определения числа зубьев цилиндрических фрез с прямыми (а) и винтовыми (б) зубьями: t – глубина резания;Ψ — угол контакта фрезы с обрабатываемой поверхностью заготовки; tо – осевой шаг фрезы; ω — угол наклона винтовых канавок, градус; В – ширина фрезерования; D – наружный диаметр фрезы; d – диа-метр посадочного отверстия фрезы
Основными конструктивными элементами фрез являются: наружный диаметр фрезы; диаметр отверстия фрезы; число зубьев; углы тела зуба и впадины; форма зуба; углы режущей части зуба. Наружный диаметр фрезы D зависит от диаметра окружности впадин dвп между зубьями, высоты зубьев Н и диаметра посадочного отверстия фрезы d. Чем больше тело фрезы, тем лучше будет отвод тепла, легче выполнять режущие зубья, посадочное отверстие под оправки и т. д. Диаметр окружности впадин между зубьями фрезы может быть определен, исходя из следующей зависимости: dвп=(1,6…2,5)d Для чистовых фрез (с мелким зубом) диаметр отверстия меньше чем у черновых. Для фрез с твердосплавными пластинами диаметр отверстия больше. Диаметр стандартных фрез (торцовых, дисковых, концевых и др.) может быть выбран из следующего стандартного ряда: 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 320,0; 400,0; 500,0; 630,0; 800,0; 1000,0 мм. Для прорезных и отрезных фрез рекомендованные размеры наружных диаметров выбираются из следующего ряда: 4,0; 6,0; 10,0; 16,0; 25,0; 40,0; 62,0; 100,0; 160,0; 250,0; 400,0; 500,0; 630,0; 800,0; 1000,0 мм. Число зубьев фрезы выбирается с учетом соблюдения условия равномерности процесса фрезерования, и определяется по формуле:
ξ=ψ ⁄ ε ≥2,
где ψ — угол контакта; ε =360о⁄ Z — угол, соответствующий шагу зубьев.
Таким образом, для обеспечения равномерности фрезерования в работе должны участвовать не менее 2-х зубьев.
Для фрез с прямыми зубьями (рис. 4.1, а) число зубьев фрезы определяется по формуле:
Z=360o*ξ ⁄ φ Для фрез с винтовыми канавками (рис. 4.1,б) число зубьев определяется по формуле:
Z = c*π*ctg ω ⁄ B,
где: с – целое число; ω — угол наклона винтовых канавок; В – ширина фрезеруемой поверхности заготовки. От числа зубьев фрезы зависят форма и размеры зубьев и впадин между ними. Для остроконечных зубьев (рис. 4.2, а), применяемых при чистовых операциях, высота зуба h принимается равной 0,5…0,65 окружности шага, а радиус для впадины r принимается равной 0,5…0,2,0 мм. Для фрез, используемых при черновых операциях (с крупным шагом) высота зуба принимается равной 0,3…0,45 окружного шага (рис. 4.2, б), а радиус для впадины r = 0 … 0,75*h (чем больше диаметр фрезы, тем больше r). Спинка зуба, выполненная под двумя углами (задним углом α и углом среза спинки α1) имеет следующие параметры: α1=20 … 30o, фаска f =1,0 … 2,0 мм.
Рис.4.2. Схемы форм острозаточенных зубьев: а — для чистовых операций; б – для черновых операций; в – при тяжелых работах
Спинка зуба (рис. 4.2, в), работающей фрезы при тяжелых операциях иногда выполняется по радиусу R = (0,3 … 0,45)*D . Передний угол в нормальном сечении определяется по табл. 4.1.
Для винтовых фрез передний угол γф определяется по формуле:
| Таблица 4.1. Значения передних углов в нормальном сечении | |||
| Обрабатываемый материал | Значения угла для фрез | ||
| Из быстрорежущих сталей | Твердосплавных | ||
| Сталь | σв до 60 МПа | 20 | 15 |
| σв = 600 … 1000 МПа | 15 | +5…-5 | |
| σв >1000 МПа | 12…10 | -10…-15 | |
| Чугун | 5…15 | +5…-5 | |
Значение переднего угла в нормальном сечении показано по табл. 4.2.
Таблица 4.2. Значения передних углов в нормальном сечении и фактические углы
| γN | Угол γф при угле ω в градусах | ||||||
| 5 | 10 | 20 | 30 | 40 | 50 | 60 | |
| 5 | 50 | 6030/ | 110 | 17050/ | 270 | 37030/ | 49030/ |
| 10 | 100 | 11020/ | 15010/ | 21020/ | 29030/ | 39015/ | 50030/ |
| 15 | 150 | 16010/ | 19020/ | 24050/ | 320 | 410 | 51030/ |
Задний угол в нормальном сечении определяется по формуле:
Для чистовых фрез с мелкими зубьями α ≈ 16о, для черновых с крупным зубом α = 12о, для дисковых и прорезных фрез α ≈ 20о … 30о.
Угол наклона винтовых канавок фрез можно определить по табл. 4.3. Таблица 4.3. Углы наклона режущих зубьев фрез
| Типы фрез | Угол в градусах |
| Цилиндрические: | |
| насадные | 45…60 |
| концевые | 30…60 |
| мелкозубые | 25…30 |
| Дисковые дву- и трехстронние | 15…20 |
| Торцовые мелкозубые | 25…30 |
Угол в плане основных типов фрез можно определить по табл. 4.4.
Таблица 4.4. Углы в плане фрез основных типов
| Схема | φ | φ0 | φ’ | Характеристика фрез |
| 20…30 45 … 60 | — — | 2…3 2…3 | Торцовые фрезы с D≥150 мм для грубой обработки с глубиной резания до 3 ммПри глубине резаниядо 3 мм | |
| 45…60 | — | 2…3 | Торцовые фрезы с D≥150 мм для чистовой обработки при больших подачах. Вспомогательная кромка выбирается l0=(4 … 6)*Sz | |
| 45 …. 60 | — | 2…3 | Торцовые фрезы D<150 мм для чистовой обработки с одним зачистным зубом, возвышающимся над остальными на 0,06 мм. Фрезы с D>150 мм имеют два зачистных зуба. Длина l0>Sz, но не менее 30 мм. Угол φ/ на зачистных зубьях равен нулю при обработке чугуна и φ/=6…12o при обработке стали | |
| 90 | — | 1…3 | Торцовые фрезы для обработки взаимно перпендикулярных плоскостей, пазов и канавок. Фаска f0=0,5 …1,5 мм в зависимости от диаметра фрез | |
| рис. 5 к табл. 4.4. | 90 | 45 | 1 … 2 | Фрезы дисковые дву- и трехсторонние. Фаска f0=0,5 …1,5 мм, если не задана чертежом |
| 90 | 45 | — | Прорезные (шлицевые) фрезы с D=40…60мм; при ширине до 0,8 мм угол φ/=15o, свыше 0,8 мм — φ/=30o | |
| 90 | — | — | Прорезные (шлицевые) фрезы с D=75 мм; при ширине 2…3 мм угол φ/=1o;свыше 3 мм — угол φ/=30o |
Примечания: 1. Высоту h угловой режущей кромки принимают на 0,5…1,0 мм больше глубины резания t. Для фрез с углом φ=45…60o мм, h=3…7 мм. 2. У дисковых фрез, предназначенных для обработки точных (мерных) пазов за один проход вспомогательный угол определяется по формуле: tg φ/=ΔB ⁄ 2h1, где ΔB — допустимое уменьшение ширины фрезы после переточкb; h1 — высота стачиваемой части зуба.