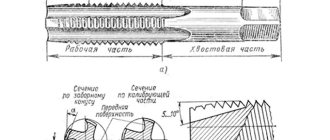
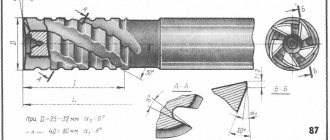
Центры
Исходя из размеров и формы заготовок, при их обработке используются центры разнообразных типов (рис. 1). Рабочий угол, образующий вершину центра – а), всегда равняется 60°. Конусные плоскости хвостовой 2 и рабочей 1 составляющих центра должны быть гладкими, без забоин. Любые шероховатости создают погрешности при обработке деталей.
Рис.1. Центры:
а – прямой; б – с обратным конусом; в – со срезанным конусом; г – сферический; д – с рифленой рабочей поверхностью; е – с твердосплавной рабочей поверхностью; 1 – рабочая часть; 2 — хвостовая часть; 3 – опорная часть
Сечение опоры 3 всегда меньше малого сечения конуса хвостовой составляющей 2. Эта особенность позволяет демонтировать центр путем выбивания из гнезда, не повреждая конусную плоскость хвостовой составляющей. На рисунке – б) показан центр, который используется при обработке деталей сечением до 4 мм. На них вместо центрирующих отверстий имеется наружный конус с углом вершины 60°.
Он заходит внутрь конуса центра, из-за этого его называют обратным. При необходимости подрезки торца детали используют центр, срезанный сзади, позиция – в). Его располагают в пиноли задней бабки станка.
Центр, имеющий рабочую составляющую со сферической поверхностью – г), используют при обработке детали, несоосной с вращением шпинделя станка.
Центр, у которого рифленая плоскость рабочей составляющей – д), применяют для обработки безповодкового патрона деталей, у которых большие центровые отверстия. В момент операции передний центр вращается вслед за заготовкой, представляя собой только опору.
Задний центр остается неподвижным, поэтому подвергается интенсивному износу. Это следствие потери твердости в результате повышенного нагрева.
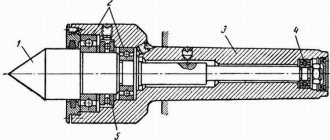
Чтобы предотвратить износ, рабочую составляющую заднего центра выполняют из твердых сплавов – е). Обрабатывая заготовки на больших скоростях резания, при высоких нагрузках, применяют центры вращения сзади (рис. 2).
Рис. 2. Вращающийся центр:
1 – центр; 2 – роликовый подшипник; 3, 5 – шариковые подшипники; 4 – корпус
В хвостовую составляющую 4 этого центра в опорах качения 2, 3, 5 установлена ось. На ее конце изготовлена рабочая составляющая 1. Это придает ей вращение вместе с обрабатываемой деталью.
Зубчатые и штыревые поводковые патроны
Для обработки валов, когда нужно использование станков применяются зубчатые и штыревые поводковые патроны, передающие вращение детали через торец с возможностью обработки поверхности сбоку.
Набор зубчатых поводковых патронов
Деталь отделывается спереди плавающего центра, передавая круговое движение с возможностью появления отклонения. Этот вид элементов крепежа обеспечивает хорошую фиксацию в осевом направлении давая возможность исполнять обработку с хорошим качеством.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Хомутики
На рис. 3 показано, что вращение от шпинделя к детали, которая находится в центрах станка, передается посредством хомутиков. Их устанавливают на заготовку, крепят болтом 1 – а). Хвостовиком 2 хомутик упирается в палец на поводковом патроне. Максимально удобен в пользовании хомутик с самозатяжкой – б). Его хвостовик 2 установлен в корпус 5 подвижно на ось 4.
Рис. 3 Токарные хомутики: а — простой: 1 — болт; 2 — хвостовая часть; б — с самозатягиванием; 1 — упорный винт; 2 — хвостовая часть; 3 — пружинная пластина; 4 — палец; 5 — призматический корпус.
Низ хвостовика 2 со стороны детали изготовлен в виде эксцентрика к оси 4 с насечками. Чтобы поместить хомутик на деталь, хвостовик 2 наклоняется к пружине 3. После помещения хомутика, пружина предварительно натягивает деталь хвостовиком. По ходу операции палец-поводок 1 патрона осуществляет полную затяжку детали пропорционально мощности резания.
Схема обработки заготовки
Рис № 1. Схема обработки детали. Обозначение компонентов устройства: 1- поводковый патрон; 2 – крепежный поводок-хомутик; 3 – фиксирующий болт; 4 –подвижной люнет; 5 – обрабатываемое изделие.
Токарные поводковые патроны, применяемые при токарных работах, производится в форме диска с четырьмя пазами и резьбовой втулкой имеющей одинаковые размеры со шпинделем передней бабки. Во время использования прямого хомутика в патроне ставится передвижной штырь фиксирующийся гайкой в пазу элемента крепления. При проведении обработки заготовки штырь упирается в хвост хомутика. Применяемые патроны должны подходить ГОСТ 2571-71, ГОСТ 13364-67, ГОСТ 1435-99 и ГОСТ 25557-2006 по всем установленным показателям.
Скачать ГОСТ 2571-71 «Патроны токарные поводковые»
Если в ходе операции точения с использованием токарного станка применяется выгнутый хомутик, то штырь не используется, из-за того, что хвост хомутика монтируется в паз фиксирующего элемента.
Чертеж № 2. Устройство поводкового патрона. Обозначение: важные элементы, составляющие элемент крепежа отделываемой заготовки.
Такая конструкция имеет детали которые выступают, что не исключают вероятность получения травмы специалистом, производящим обработку изделия. Для устранения возможности получения травмы применяется закрытый патрон, созданный в форме кожуха с приливом и нарезной втулкой похожей открытому элементу. Хомутик спрятан в середине кожуха, что обеспечивает безопасное выполнение работ.
Чертеж № 3. Конструкция поводкового патрона, сделанная с закрытым корпусом. Обозначение компонентов: 1- колпак с приливом; 2 – внешняя втулка; 3 – хомутик.
Применяются также элементы крепления, в которых не рассчитано применение хомутика. В целях ускорения обработки изделий взамен хомутков используются передние центры, которые выполняют одновременно две операции: центровку заготовки и в виде поводка (Чертеж № 4). При влиянии на изделие заднего центра рифленые насечки очень плотно прижимаются к сторонам детали и сообщают ей круговое движение. При точении пустотелых изделий применяются внешние, а при использовании валиков – внутренние рифленые центры.
Удаление ржавчины лазером с металла технология, оборудование
Чертеж № 4. Фиксация заготовки с применением поводкового патрона. Обозначение: 1,2 – центры.
Обрабатываемая заготовка ставится с опорой в центр, а кулачки применяются для передачи вращения заготовке. Причем кулачки сделаны плавающими для очень полной фиксации детали. Оправка крепится при помощи прижимной силы работающей между задней бабкой и передним центром механизма токарного станка, смещающимся влево, благодаря чему кулачки принимают идеальное положение и очень плотно фиксируют заготовку. Опорное коническое кольцо имеет просвет, что дает возможность за счёт пружин занимать усредненное положение. Круговые движения заготовки обеспечиваются кулачками с рефренной поверхностью.
Безопасные и опасные поводковые патроны
Патроны трехкулачковые самоцентрирующие клиновые
В отличие от патронов с рычажным зажимом, сближение кулачков производится затягиванием гильзы 1, соединенной через болт 2 с пневматическим приводом, имеющей наклонные пазы, связанные с клиновыми выступами кулачков 3. При угле наклона пазов 15° усилие зажима по сравнению с осевым (для каждого кулачка) возрастает в 3—4 раза. Фиксатор 4 удерживает гильзу относительно корпуса. Для смены кулачков необходимо повернуть гильзу так, чтобы выступы клиньев вышли из сцепления с гильзой.
Размеры в мм
| d | D | D1 | D2 (доп. откл. по А) | D3 | L | H | d | d1 | d2 | в | b | c±0,2 | d3 | h | b1 (доп. откл. по А9) | h1 | Ход кулачка | |
| min | max | |||||||||||||||||
| 10 | 35 | 160 | 108 | 130 | 142 | 62 | 82 | M12 | М8 | M16 | 35 | 14 | 18 | М10 | 8 | 18 | 4 | 4 |
| 15 | 45 | 200 | 133,4 | 165 | 180 | 78 | 100 | М12 | М10 | М20 | 40 | 18 | 22 | М12 | 8 | 20 | 4 | 5,5 |
| 15 | 50 | 250 | 171,5 | 210 | 226 | 102 | 110 | М16 | М12 | М20 | 40 | 21 | 30 | М16 | 8 | 7 | ||
| 15 | 80 | 320 | 235 | 270 | 290 | 116 | 125 | М20 | М16 | М27 | 50 | 25 | 30 | М16 | 8 | 25 | 5,3 | 8 |
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
Патрон переналаживаемый универсальный гидравлический
Патрон оснащен сменным наладочным устройством, допускает установку и крепление различных по форме и размерам заготовок, имеющих в качестве базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмо- гидравлического привода (гидравлическая часть смонтирована в корпусе патрона). Одновременно могут работать от одного до шести силовых узлов. Ненужные силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давление в гидравлической среде создается поршнем 9, который приводится в действие от пневматического привода. Для предварительного зажима заготовки служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4 служит для заливки масла. Манометр 3 указывает давление в гидравлической среде.
Техническая характеристика
- Ход плунжера силового узла 10—14 мм;
- Усилие плунжера силового узла 50—800 кгс;
- Усилие на штоке пневмопривода станка 1200 кгс;
- Ход штока пневмопривода 50 мм.
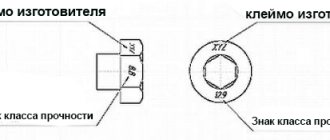
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Патрон 7100—0032—П ГОСТ 2675—80
Патроны трехкулачковые самоцентрирующие рычажные
Конструкция патронов допускает независимую настройку кулачков с помощью винтов 1 имеющих нониусное деление.
Соотношение плеч передаточного рычага 2 составляет 1:3,5. Патроны устанавливают на переходном фланце шпинделя токарного станка.
Привод пневматический.
Размеры в мм
| d | D | D1 (доп. откл. по А) | D2 | D3 | н | н1 | L | В (доп. откл. по С) | c | l | l1 | |||||
| min | mах | |||||||||||||||
| 10 | 180 | 250 | 210 | 171,5 | 226 | 160 | 95 | 110 | 34 | 80 | 13 | 25 | ||||
| 10 | 280 | 350 | 270 | 235 | 290 | 170 | 100 | 130 | 36 | 95 | 15 | 35 | ||||
| r2 (доп. откл. по C3) | l3 | d (доп. откл. по Ал) | b | b1 (доп. откл. по А3) | h | h1 | d1 | d2 | d3 | d4 | Ход кулач ка | |||||
| 20 | 30 | 10 | 16 | 20 | 7 | 6 | М39Х2 | М16 | М12 | М12 | 5 | |||||
| 25 | 40 | 14 | 24 | 22 | 11 | 10 | М68х 2 | М20 | М16 | М12 | 6 | |||||
Предприятия – производители токарных патронов
- Гродненский завод токарных патронов – В настоящее время – БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП – Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург – Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ – Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод – Завод выпускает сверлильные трехкулачковые патроны.
Предприятия – производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш – изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ – Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов – Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод – В настоящее время – Луганский Патронный Завод – токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина – В настоящее время – Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша – Официальный представитель завода в России – ООО “Скальт” Санкт-Петербург
- Jet, Китай – Токарные патроны для станков Jet
- Proma, Китай – Токарные патроны для станков Proma
Токарный патрон
Токарный самоцентрирующий трёхкулачковый патрон с ключом.
Токарный самоцентрирующий трёхкулачковый патрон на шпинделе токарного станка.
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
На оси шпинделя патрон может крепиться:
- тип 1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье «планшайба»);
- тип 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус);
- тип 3 — с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Патрон имеет три гнезда для ключа, однако для работы используется всегда один, помеченный «0». Обычно, если нулевое гнездо расположить сверху, то внизу будет 1-й кулачок (или 3-й в некоторых импортных патронах). Номер кулачков обычно помечен на их нерабочей части, так же его можно узнать, первый имеет самую близкую к центру гребёнку, второй — на шаг дальше и т. д.
По количеству кулачков подразделяются на:
- двухкулачковые;
- трехкулачковые;
- четырёхкулачковые.
Weldon-патроны
Применяется для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надёжно фиксируя инструмент.
Достоинства: большая, по сравнению с цанговым патроном, жёсткость, простота.
Недостатки: для инструментов с различным диаметром хвостовика нужны разные патроны.
На практике инструмент с хвостовиком Weldon часто зажимают в другие типы патронов. Это допускается, но ведёт к некоторым проблемам:
- Асимметрия инструмента с Weldon-хвостовиком увеличивает дисбаланс. Теоретически эта проблема легко решается путём балансировки оправок с инструментом, однако в действительности балансировочные машины редко встречаются на российских предприятиях.
- Гидропатрон можно сломать, зажав в него инструмент с хвостовиком Weldon.
Наиболее широко Weldon применяется для зажима инструментов с большим диаметром хвостовика (20 мм и более). Как правило, это сверла, фрезы и расточки со сменными пластинами. Единственной альтернативой данной технологии в этой области являются модульные системы оснастки.