БОЛТЫ С ШЕСТИГРАННОМ ГОЛОВКОЙ И ШЕСТИГРАННЫЕ ГАЙКИ ДИАМЕТРОМ ДО 48 мм
Конструкция и размеры
Издание официальное
Москва
Стандартинформ
2010
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
Федеральное государственное унитарное предприятие «Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия» подготовил к изданию в 2010 году сборники национальных стандартов, скомплектованные по отраслевому (тематическому) принципу.
В сборники включаются официальные публикации стандартов со всеми изменениями и поправками, утвержденными (принятыми) на дату издания сборника.
В 2010 году выйдут в свет сборники стандартов по следующей тематике:
Зернобобовые культуры. Технические условия Зерновые культуры. Технические условия Изделия кондитерские. Методы анализа
Картофель, овощи, бахчевые культуры. Технические условия Крупяные продукты. Технические условия. Методы анализа
Маргарины, жиры для кулинарии, кондитерской и хлебопекарной промышленности Плоды косточковые. Технические условия Продукты мясные. Методы анализа
Продукты переработки плодов и овощей. Методы анализа
Продукты переработки пшеницы. Макаронные изделия. Технические условия. Методы анализа
Продукты пищевые, консервы. Методы микробиологического анализа
Рыба живая, охлажденная и мороженая. Технические условия
Рыба и рыбные продукты. Методы анализа. Маркировка. Упаковка
Семена масличных культур
Соки. Технические условия. Методы анализа
Сырье и продукты пищевые. Методы определения токсичных элементов Единая система конструкторской документации (ЕСКД)
Единая система программной документации (ЕСПД)
Единая система технологической документации (ЕСТД)
Система разработки и постановки продукции на производство
Болты с шестигранной головкой и шестигранные гайки диаметром до 48 мм. Конструкция и размеры
Нефть и нефтепродукты. Общие правила и нормы
Трубы металлические и соединительные части к ним. Часть 2. Трубы нарезные. Трубы металлические и соединительные части к ним. Часть 4. Трубы из черных металлов и сплавов литые и соединительные части к ним. Основные размеры. Методы технологических испытаний труб
© СТАНДАРТИНФОРМ, 2010
ГОСТ 7798-70
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ с шестигранной головкой
Конструктивные требования к болтам
- При сборке соединений отверстия в деталях конструкций должны быть совмещены и детали зафиксированы от смещения сборочными пробками (не менее двух), а пакеты плотно стянуты болтами. В соединения с двумя болтами сборочную пробку устанавливают в одно из них.
- В собранном пакете болты заданного в проекте диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, равным по диаметру отверстия. При этом в соединениях с работой болтов на срез и смятие допускается чернота (несовпадение отверстий в смежных деталях) до 1 мм — в 50% отверстий, до 1.5 мм — в 10% отверстий. В случае несоблюдения этого требования с разрешения разработчика проекта все отверстия должны быть рассверлены на ближайший больший диаметр с установкой болтов соответствующих диаметров. Запрещается применение болтов разных диаметров при работе соединения на срез. В соединениях, работающих на растяжение, а также в соединениях, где болты установлены конструктивно, чернота не должна превышать разности диаметров отверстия и болта.
- Запрещается применение болтов и гаек, не имеющих клейма завода изготовителя, и маркировки, обозначающей класс прочности.
- Под гайки болтов следует устанавливать не более двух круглых шайб (ГОСТ 11371-78). Допускается установка одной такой шайбы под головку болта. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906-78). Резьба болтов не должна входить в глубь отверстия более чем наполовину толщины крайнего элемента пакета со стороны гайки.
- Решения по предупреждению самоотвинчивания гаек постановка пружинной шайбы (ГОСТ 6402-70) или контргайки — должны быть указаны в рабочих чертежах. Применение пружинных шайб не допускается при овальных отверстиях или при разности диаметров отверстия и болта более 3 мм, а также при совместной установке с круглой шайбой. Запрещается стопорение гаек забивкой резьбы или прихваткой к стержню болта.
- Гайки и контргайки следует закручивать до отказа от середины соединения к краям.
- Головки болтов должны плотно соприкасаться с плоскостями шайб, а стержень болта выходить из гайки не менее чем на 3 мм.
- Плотность стяжки пакета следует контролировать щупом 0.3 мм, который в пределах зоны, ограниченной шайбой, не должен проходить между собранными деталями на глубину более 20 мм.
- Качество затяжки следует проверять остукиванием молотком с массой 0.4 кг, при этом болты не должны смещаться.
КЛАССА ТОЧНОСТИ В
КОНСТРУКЦИЯ И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2010
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ КЛАССА ТОЧНОСТИ В
Конструкция и размеры
Hexagon bolts, product grade В. Construction and dimensions
ГОСТ
7798-70
МКС 21.060.10 ОКП 12 8200
Дата введения 01.01.72
1. Настоящий стандарт распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм.
(Измененная редакция, Изм. № 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл. 1,2.
(Измененная редакция, Изм. № 2—6).
3. Резьба — по ГОСТ 24705. Сбег и недорез резьбы — по ГОСТ 27148. Концы болтов — по ГОСТ 12414.
(Измененная редакция, Изм. № 5).
За. Радиус под головкой — по ГОСТ 24670.
36. Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
Зв. Допустимые дефекты поверхности болтов и методы контроля — по ГОСТ 1759.2.
За—Зв. (Введены дополнительно, Изм. № 4).
(Исключен, Изм. № 4).
5. Варианты исполнения головки устанавливает изготовитель.
5а. Допускается изготавливать болты с диаметром гладкой части стержня dv приблизительно равным среднему диаметру резьбы.
(Введен дополнительно, Изм. № 3).
56. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 к.
(Введен дополнительно, Изм. № 5).
6. Технические требования — по ГОСТ 1759.0* *.
Типы болтов
Болты без предварительного натяжения или обычные метизы различают трех классов точности:
- Повышенной
- Нормальной
- грубой А, В и С.
Болты класса точности А
Болты класса точности А имеют только минусовый допуск на диаметр стержня. Диаметры отверстий равны номинальному диаметру стержня плюс допуск 0.15 мм.
Болты класса точности А следует применять для соединений, в которых отверстия просверлены на проектный диаметр в собранных элементах, либо по кондукторам в отдельных элементах и деталях, либо просверлены или продавлены на меньший диаметр в отдельных деталях с последующей рассверловкой до проектного диаметра в собранных элементах. Предполагается одновременное включение всех болтов в работу при срезе.
Болты класса (точности В) устанавливаются в отверстия, диаметр которых больше диаметра стержня на 1…1.5 мм. Болты класса точности В следует использовать для соединений, в которых болты работают на растяжение или на срез. До включения всех болтов в работу требуется чтобы прошли деформации, равные черноте в отверстиях.
Болты класса точности С
Болты класса точности С устанавливаются в отверстия, диаметр которых больше диаметра стержня на 2-3 мм. Соединение используется как монтажные и на срез не рассчитывается.
Высокопрочные метизы
Высокопрочные метизы могут быть применены для фрикционных соединений, для срезных и фрикционно-срезных соединений, а также при работе на растяжение. Для соединения основных конструкций мостов используют фрикционные соединения.
Нержавеющие метизы
Нержавеющие метизы используют для элементов мостового полотна, подверженных агрессивному воздействию солевых растворов.
Анкерные болты
Анкерные болты используют для крепления опорных частей к опорам.
Пальцы
Пальцы используют для образования шарниров, работающих как на растяжение, так и на сжатие.
Особенности производства болтов высокой прочности
Класс определяют не только по марке стали, но и по методу, примененного для их производства. Так, болты высокого класса изготавливают на высадочных автоматах (холодных или горячих). Резьбу накатывают с применением специальной технологической оснастки. Затем их отправляют на термообработку. После нанесения покрытия, защищающие болты от коррозии и старения, они готовы к отправке потребителям.
Крепеж отправляют потребителю в ящиках определенного веса. В некоторых случаях на их поверхность наносят слой масла, который обеспечивает длительное хранение метизных изделий.
Оборудование, применяемое для производства болтов высокого класса, может выпускать от 100 до 200 изделий, в минуту. Для изготовления применяют проволочный прокат, полученный из низкоуглеродистой или легированной стали.
Стали для изготовления болтов
Для производства применяют несколько марок стали. Распространенными считают — 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.
Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.
Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Типы проводимых испытаний
Для подтверждения качества продукции заводы производители проводят ряд испытаний. Перечень и методики испытаний определены в ГОСТ Р 52627-2006. Испытания могут быть осуществлены в заводской или любой другой лаборатории, прошедшей соответствующую аттестацию в центре Росстандарта. Ниже приведен краткий перечень тестов:
- растяжение;
- кручение;
- твердость;
По результатам, проводимых испытаний будут определены свойства продукции, в частности – предел прочности, предел текучести и ряд других.
Маркировка болтов
Порядок обозначения продукции определен международной организацией по стандартизации – ISO. Все документы (ГОСТ, ТУ), разработанные в СССР и РФ, выполнены с учетом этой системы и полностью отвечают ее требованиям.
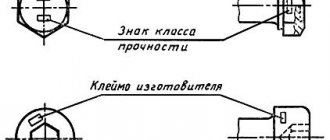
Обязательной маркировке подлежат все болты и винты с диаметром стержня выше 6 мм. Исключения составляют детали с некоторыми формами шлицов или головок. Ее наносят на головку продукции. Она может располагаться на торце или сбоку головки. Место расположение клейма и его содержание определено в ГОСТ Р 52644-2006. Оно должно нести в себе следующую информацию:
- Штамп завода производителя.
- Класс прочности данного изделия.
- Климатическое исполнение болта, оно наносится только на изделия, работающие в условиях ХЛ.
- Номер плавки стали, использованной для производства этого изделия.
- S – индекс обозначает, что размер головки увеличен.
На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ.
Технические характеристики
Производители болтов с прочностью, соответствующей классу 6.8, должны соблюдать размеры, установленные отечественными стандартами. Поскольку ГОСТ 7805 с точки зрения размерных характеристик – расширенный вариант ГОСТа 7798, приведем их значения, прописанные именно в первом из этих нормативных документов.
| Параметр | Шаг резьбы | S | k | e, не меньше | dw | hw | d3 | d4 | L2 | ||
| Мелк. | Крупн. | Не меньше | Не больше | ||||||||
| М48 | 3 | 5 | 75 | 30 | 83,9 | 70,5 | 0,25 | 0,8 | 8 | 5 | 15 |
| М42 | 4,5 | 65 | 26 | 72,6 | 61 | 13 | |||||
| М36 | 4 | 55 | 22,5 | 61,3 | 51,1 | 0,2 | 6,3 | 11 | |||
| М30 | 2 | 3,5 | 46 | 18,7 | 51,3 | 42,7 | 4 | 9,5 | |||
| М27 | 3 | 41 | 17 | 45,6 | 38 | 5 | 8,5 | ||||
| М24 | 36 | 15 | 40 | 33,6 | 8 | ||||||
| М22 | 1,5 | 2,5 | 34 | 14 | 37,7 | 31,7 | 7,5 | ||||
| М20 | 30 | 12,5 | 33,5 | 28,2 | 4 | 7, | |||||
| М18 | 27 | 12 | 30,1 | 25,3 | 6,5 | ||||||
| М16 | 2 | 24 | 10 | 26,8 | 22,5 | 6 | |||||
| М14 | 21 | 8,8 | 23,4 | 19,6 | 0,15 | 0,6 | 3,2 | 3,2 | 4,5 | ||
| М12 | 1,25 | 1,75 | 18 | 7,5 | 20 | 16,6 | 4 | ||||
| М10 | 1,5 | 16 | 6,4 | 17,8 | 14,6 | 2,5 | 2,5 | 3,5 | |||
| М8 | 1 | 1,25 | 13 | 5,3 | 14,4 | 11,6 | 2 | 2,8 | |||
| М6 | 1 | 10 | 4 | 11,1 | 8,9 | 0,5 | 1,6 | 2 | 2 | ||
| М5 | 0,8 | 8 | 3,5 | 8,8 | 6,9 | 1,2 | 1,2 | 1,8 | |||
| М4 | 0,7 | 7 | 2,8 | 7,7 | 5,9 | 0,4 | 1 | 1 | 1,4 | ||
| М3,5 | 0,6 | 6 | 2,4 | 6,6 | 5,1 | — | — | — | |||
| М3 | 0,5 | 5,5 | 2,0 | 6 | 4,6 | ||||||
| М2,5 | 0,45 | 5 | 1,7 | 5,5 | 4,1 | —— | —— | ||||
| М2 | 0,4 | 4 | 1,4 | 4,3 | 3,1 | ||||||
| М1,6 | 0,35 | 3,2 | 1,1 | 3,4 | 2,3 | ||||||
Обозначения взяты из чертежей вариантов исполнения болтов.
Конструкция и применение
Болт, характеризующийся прочностью класса 6.8, произведенный в соответствии с требованиями ГОСТов 7805, 7798 и стандартов DІN 933, 931, представляет собой цилиндрический стержень. Состоит он из отрезка с резьбой и сегмента с гладкой. Далее может следовать небольшой подголовок, а всю эту конструкцию завершает шестигранная головка.
Сфера применения болтов с прочностью класса 6.8 – те объекты, в качестве важного фактора для которых выступает целостность сформированного соединения даже при значительных воздействиях вибрационного типа и когда скрепляемые детали существенно деформируются. В частности, это судо- и вагоностроение, машиностроительная отрасль, а также атомная промышленность.
Класс прочности болтов и маркировка по ГОСТ 7798-70
Крепеж, представлен в ассортименте. Можно встретить изделия, которые предназначены для обыкновенного соединения деталей в сборочных единицах. А есть и такие, которые предназначены для повышения надежности узла, в котором они будут установлены.
При выборе крепежа, необходимо учитывать класс прочности болтов и четко себе представлять с каким типом и размером нагрузки им придется столкнуться. Соответственно отталкиваясь от этого выбирать его типоразмер и группу прочности.
Cвойства крепежа
Метизы, выпускаемые различными предприятиями, отличаются друг от друга геометрическими параметрами, формой, материалом, предназначением. Кроме этого их можно различить по типу покрытия и ряду других. Кроме, названных свойств болты одного типа отличаются параметрами прочности.
Например, болт М16, может быть использован для крепления деталей забора или ограждения и такой же болт, может быть, использовать для сборки мостовой или крановой конструкции.
Соответственно для первого варианта может быть использован болт с меньшими прочностными параметрами, чем для второго варианта применения. Болты, применяемые для сборки кранов и аналогичного оборудования называют крановыми.
Они отличаются более высокой прочности и для их изготовления применяют особо прочные стали. В РФ действует ГОСТ 7817-70, который нормирует требования к крепежу, применяемого в особо ответственных конструкциях.
Метизы имеют несколько форм исполнения – болты, гайки, винты и пр. Каждое из указанных изделий применяют для решения определенных задач. Для их изготовления применяют различные стали и разные технологии. От этого зависит и та маркировка, которая будет нанесена на поверхность крепежа.
Класс прочности резьбового крепежа
Этот параметр нормируется в ГОСТ 1759.4-87 (ISO 898.1-78) в этом документе определены группы прочности и их количество. Предусмотрено 11 классов 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Каждое из этих обозначений подлежит расшифровке. Для этого достаточно первую цифру перемножить на 100 и результатом станет предел прочности металла. То есть болт с номером 9.
8 будет обладать пределом прочности в 900 Н/кв. мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести.
Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации.
Кстати, при выполнении расчетов болтовых соединений необходимо закладывать большой запас прочности от предела текучести. Как правило, его принимают в два или три раза больше от номинала.
Метизы, предел прочности которого равен или превышает 800 МПа, применяют для сооружения крановой техники, мостовых конструкций, на железной дороге. Такие болты называют высокопрочными и относят к группе 8.8, а гайки 8.0 и больше.
Особенности производства болтов высокой прочности
Класс определяют не только по марке стали, но и по методу, примененного для их производства. Так, болты высокого класса изготавливают на высадочных автоматах (холодных или горячих).