Универсальные расточные токарные резцы
Расточные токарные резцы используются для обработки отверстий и внутренних поверхностей. Данный резцы делятся на два вида:
1. Для обработки глухих отверстий, режущая платина таких резцов имеет треугольную форму, а рабочая часть выполнена с изгибом.
Универсальный токарный расточной резец для глухих отверстий.
2. Для обработки сквозных отверстий, рабочая часть данных резцов также имеет изгиб, и служит данный резец для растачивания отверстий предварительно просверленных или для растачивания отверстия в трубах.
Универсальный токарный расточной резец для сквозных отверстий.
Максимальная глубина обработки отверстий данных резцов зависит от размеров державки.
Основное назначение инструмента
Этот режущий инструмент применяется в машиностроении на самых разных станках: фрезерных; строгальных; долбёжных; токарных.
С помощью этого инструмента происходит обработка самых разных деталей, с определённой точностью. Чтобы получить изделие нужной формы, с детали снимается несколько слоёв металла. Для этого его прочно закрепляют в резцедержателе.
Рабочая поверхность инструмента имеет очень острую кромку, напоминающую клин. Он врезается в заготовку, деформирует её наружную поверхность. В результате она начинает скалываться. Передняя поверхность инструмента сдвигает её, превращая в стружку.
Поступательное движение продолжается, процесс скалывания не останавливается, продолжается образование стружки. Её внешний вид сильно зависит от нескольких факторов:
- Скорость вращения детали.
- Подача.
- СОЖ.
В зависимости от вида операции, оснастка подразделяется на несколько типов:
- Токарная.
- Долбёжная.
- Строгальная.
Для перемещения заготовки совместно с инструментом в горизонтальном направлении, устанавливается строгальный резец. Если резание происходит вертикально, пользуются долбёжным приспособлением. Оба приспособления работают по одному принципу. Они отличаются от аналогичной токарной оснастки, так как на этом станке процесс резания происходит непрерывно. Когда выполняется строгание или долбление, врезание происходит только во время рабочего хода.
Согласно технологическому процессу, обработка заготовки может иметь несколько операций:
- Черновую.
- Получистовую. Резец имеет режущую пластину с закруглённой режущей кромкой. В результате улучшается шероховатость поверхности.
- Чистовую.
- Тонкое точение.
Обработка глухих отверстий
Очень часто встречаются конструкции, где детали не имеют сквозных отверстий. Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Когда приходится обрабатывать глухие отверстия, устанавливается режущая пластина в виде треугольника. Для удобства работы, рабочая часть державки имеет небольшой изгиб. По диаметру отверстия, подбирается соответствующий габарит державки.
Растачивание сквозных отверстий
Чтобы использовать изогнутый резец, в детали предварительно сверлят отверстие. Его глубина находится в прямой зависимости от размера державки. Чем она длиннее, тем больше глубина отверстия. Толщина слоя снимаемого металла, при такой обработке примерно равна величине загиба режущей части.
Расточной инструмент для работы на токарном станке
Токарная обработка деталей считается одной из важнейших операции машиностроения. При помощи расточного инструмента выполняется обработка глухих или сквозных отверстий.
Использование расточного инструмента даёт возможность получить высокую точность обработки и отличную шероховатость поверхности. Расточные операции выполняются только в определённых ситуациях:
- Когда сверление не даёт точных размеров и нужной чистоты поверхности.
- Отсутствует нужный инструмент для получения требуемого диаметра.
- Необходимо получить прямолинейное отверстие с точным расположением оси. Диаметр обрабатываемого отверстия намного больше стандартного размера сверла.
- Очень маленькая длина отверстия.
Для обработки цветных металлов, пластмассы и других лёгких материалов, применяют резцы, для изготовления которых используется инструментальная сталь. Если в рабочую головку установлена твердосплавная пластина, используют прочную нержавеющую сталь.
Во время работы режущая часть начинает изнашиваться, происходит выкрашивание твердосплавной пластины. Резцы приходится перетачивать.
Современные расточные токарные резцы
Современные расточные токарные резцы имеют довольно различную конструкцию, и они в основном используются на токарных станках с ЧПУ.
К таким резцам можно отнести различные мелкоразмерные вставки, для обработки маленьких диаметров.
Мелкоразмерные токарные вставки.
И стандартные токарные расточные оправки со сменными пластинами.
Токарные расточные оправки для станков с ЧПУ.
При обработки данными оправками обычно используется одна оправка для чистовой обработки и еще одна для черновой.
Расточной токарный резец со сменной пластиной для черновой обработки.
Расточной токарный резец со сменной пластиной для чистовой обработки.
Данные резцы имеют обозначения: A32T-SVUBR 16 и A25T-SDUCR 11.
Далее скачаем 3д модели данных резцов и откроем их в SolidWorks.
Расточные резцы и их установка
Расточные инструменты
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
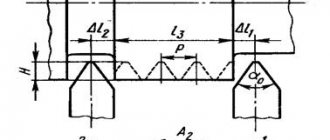
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. Растачивание отверстия резцом
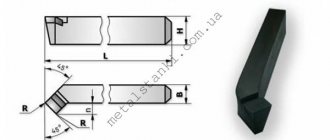
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
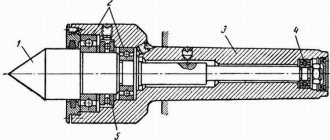
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
Где взять 3D модели расточных резцов для SolidWorks
Можно конечно их построить с нуля, но в этом нет никакого смысла, когда можно просто перейти на сайт и скачать данные модели.
Поиск на сайте «Sandvik coromant»
Чтобы скачать модели резцов вписываем обозначение державок в строку поиска в верхней части сайта переходим на страницу данного инструмента и кликаем на странице загрузить.
Скачиваем 3д модель токарного расточного резца A32T-SVUBR 16 для SolidWorks.
Затем открываем данный расточной резец в SolidWorks.
Резец A32T-SVUBR 16 в SolidWorks
После чего тоже самое делаем и для резца A25T-SDUCR 11 и открываем его в SolidWorks.
Резец A25T-SDUCR 11 в SolidWorks
Расточной резец A25T-SDUCR 11 будет использоваться в качестве чернового, а резец A32T-SVUBR 16 будет использоваться в качестве чистового. Это видно далее в анимации токарной обработке.