Наращивание металла в домашних условиях — Станки, сварка, металлообработка
ОГЛАВЛЕНИЕ
Нанесение электролитических (гальванических) покрытий основано на электролизе металлов.
При прохождении электрического тока через электролит (раствор солей, кислот и щелочей) в нем образуются положительно заряженные ионы электролита (катионы) и отрицательно заряженные (анионы).
Катионы металлов и водорода движутся к катоду и образуют на нем металлический осадок (отложение) или выделяются в виде газа. Металлический осадок называется электролитическим (гальваническим) покрытием. Анионы движутся к аноду и растворяют его, если анод растворим.
Количество осажденного вещества на катоде, согласно закону Фарадея, можно определить по формуле:
G=cIt, где G — теоретически возможное количество осажденного металла, г; с — электрохимический эквивалент, г/А*ч; I — сила тока, A; t — продолжительность электролиза, ч.
В связи с тем, что на катоде, кроме металла, выделяется водород и протекают другие процессы, количество фактически осажденного металла меньше теоретически возможного. Отношение количества фактически осажденного металла к теоретически возможному называют выходом металла по току или к.п.д. процесса (ванны).
Толщину осажденного слоя металла определяют по формуле:
b = с*Dk*tn/100y где Dk — плотность тока, А/дм2; n — выход металла по току; у — плотность осажденного металла, г/см3.
Рис. Схема электролитического осаждения металла: 1 — ванна; 2 — анодная штанга; 3 — подвеска для анодных пластин; 4 — катодная штанга; 5 — подвеска для детали; 6 — анод; 7 — деталь (катод).
При заданной толщине слоя металла по формуле можно определить продолжительность процесса.
Восстановление деталей электролитическими покрытиями имеет ряд преимуществ перед наплавкой: простота оборудования; в металле детали не происходят структурные изменения; возможность одновременно восстанавливать несколько деталей. Процесс позволяет восстанавливать детали с малыми износами и получать износостойкие покрытия. Недостаток процесса — большая трудоемкость, что ограничивает его применение при восстановлении деталей с большими износами.
Наиболее широко применяют хромирование и железнение, реже — никелирование, меднение и цинкование.
Хромирование
Электролитические покрытия хромом обладают высокой твердостью и износостойкостью. Поэтому хромированием восстанавливают износостойкие поверхности с небольшими износами (плунжерные пары, золотники распределителей, поршневые пальцы и др.).
Аноды изготовляют из свинца или сплава свинца и сурьмы. Отношение площади анодов к площади катодов принимают от 1:1 до 2:1. В процессе хромирования аноды не растворяются. Хромируемую деталь подвешивают к катоду.
В качестве электролита используют раствор хромового ангидрида в воде с добавлением серной кислоты. Наибольший выход по току при соотношении хромового ангидрида и серной кислоты 100:1. Концентрация хромового ангидрида в электролитах — от 150 до 350 г/л.
Плотность тока — от 15 до 80 А/дм2, напряжение — 12-15 В, температура электролита — 40—65°С.
Хромирование выполняют в ваннах, облицованных свинцом, винипластом или другим кислотостойким материалом. Стенки ванны делают двойными. Пространство между ними заполняют водой или маслом, которые являются теплоносителем для подо-грева электролита в ванне.
Конструкция ванны должна предусматривать вытяжку для удаления продуктов испарения и газов, выделяющихся при электролизе. В качестве источников питания постоянного тока применяются выпрямители ВАКГ-12/6-300, ВАКГ-12/600М с напряжением 12 В, низковольтные генераторы АНД 500/250 и др.
Для интенсификации процесса электролиза применяют реверсивный постоянный ток (полярность меняется по определенной программе).
Качество гальванического покрытия во многом зависит от подготовки поверхности и режима процесса.
Подготовка деталей «гальваническому покрытию включает: очистку деталей; механическую обработку дяя придания правильной формы поверхностям; предварительное обезжиривание растворителями; изоляцию мест, не подлежащих покрытию, перхлорвиниловой лентой, эмалью ПХВ-715 и др.
После этого деталь монтируют на подвески и проводят обезжиривание мест восстановления. Обезжиривание может проводиться химическим, электрохимическим и ультразвуковым способами.
Химическое обезжиривание проводят путем погружения деталей в горячий (60 «С) щелочной раствор и выдержки в нем от 5 до 60 мин.
Электрохимическое обезжиривание заключается в погружении деталей в щелочной раствор, через который пропускают ток. Детали служат катодом, а пластины из малоуглеродистой стали — анодом. Обезжиривание проводят при плотности тока 5-15 А/дм2, температуре электролита 60-70 «С в течение 2-3 мин на катоде и 1-2 мин на аноде. После обезжиривания промывают в воде.
Чтобы получить прочное сцепление покрытий с основным металлом, необходимо провести активацию наращиваемых поверхностей (удалить пленку оксидов). Растворение оксидов проводят химическим или электрохимическим травлением. Черные металлы травят в водном растворе серной или соляной кислот. Электрохимическое травление поверхностей проводят в ванне при пропускании тока через деталь и раствор.
Для получения качественных хромовых покрытий необходимо соблюдать соотношение между плотностью тока и температурой электролита.
Изменяя температуру электролита и плотность тока (без изменения состава электролита), можно получить три вида осадков хрома: блестящий (твердость — до НВ 900, высокая износостойкость и хрупкость), молочный (твердость — НВ 500-600, достаточная износостойкость и пластичность), матовый (наиболее твердый и хрупкий).
Повышенная хрупкость матового осадка снижает его износостойкость, поэтому этот вид осадка при восстановлении деталей не используется. Блестящие осадки используют в декоративных целях.
Среднее значение выхода по току при хромировании составляет 13-15%, а скорость осаждения хрома — 0,03-0,06 мм/ч.
По причине плохой смачиваемости поверхности хромового покрытия снижается износостойкость деталей.
Поэтому при восстановлении деталей, работающих в условиях повышенного удельного давления, высокой температуры и недостатка смазки (поршневые кольца, гильзы цилиндров и др.
), применяют пористое хромирование. Пористость поверхности получают механическим, химическим или электрохимическим способами.
При химическом способе пористость на покрытии получают травлением в соляной или серной кислоте.
При механическом способе на поверхности детали до хромирования наносят углубления резцом, накаткой или пескоструйной обработкой. В процессе хромирования подготовленный рельеф поверхности сохраняется.
При электрохимическом способе детали подвергают анодной обработке в течение 8-12 мин в электролите того же состава, как и при хромировании.
Железнение
Железнением восстанавливают стальные и чугунные детали (посадочные места под подшипники, отверстия в головках шатуна и др.) с износом, достигающим 1 мм и более. При восстановлении деталей железнение применяют более широко, чем хромирование.
В отличие от хромирования при железнении применяют растворимые аноды из малоуглеродистой стали. Их площадь должна быть в два раза больше покрываемой поверхности (катода). Выход по току при железнении — 85-95%, скорость осаждения металла — 0,2-0,5 мм/ч, твердость осадка НВ 700.
Себестоимость восстановления деталей железнением составляет 30-50% от стоимости новых деталей.
Электролиты, применяемые при железнении, делят на три группы: хлористые, сернокислые и смешанные (сульфатно-хлористые). Наиболее распространены хлористые электролиты, которые дают лучшее качество покрытий.
По температурному режиму электролиты делятся на горячие (60-90 °С) и холодные (18-20 °С).
Горячие электролиты неудобны в эксплуатации, так как требуют дополнительных расходов на подогрев и контроль температуры, но они дают лучшее покрытие.
Из горячих электролитов применяют электролит, состоящий из 200—500 г/л хлористого железа, 100 г/л хлористого натрия, кислотность (рН) — 08—1,2. Режим железнения: плотность тока — 10-50 А/дм2, температура 70-80 °С.
Из холодных электролитов чаще применяют электролит, состоящий из 400-600 г/л хлористого железа, 0,5-2,0 г/л аскорбиновой кислоты, кислотность (рН) — 0,5-1,3. Режим железнения: плотность тока — 10-40 А/дм2, температура — 20-50 °С.
Электролитическое наращивание
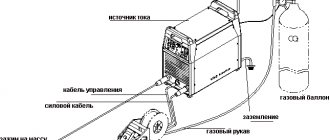
Процесс электролитического наращивания основан на электролизе, т. е. способности металла осаждаться на катоде при прохождении постоянного тока через электролит. В ванну с электролитом, содержащим металл покрытия, опускают деталь, поверхность которой необходимо нарастить. На ванне укрепляют и соответствующим образом изолируют от нее три штанги, две крайние из них присоединяют к положительному, а среднюю – к отрицательному выводу электрической машины. На средней штанге, на подвеске, укрепляют деталь (катод), а на крайних штангах – металл покрытия (анод).
Известно, что при растворении в воде электролиты диссоциируют, т. е. распадаются на ионы. При прохождении тока через растворы электролитов ионы двигаются к электродам (катоду и аноду). При этом положительно заряженные ионы (катионы) направляются к отрицательному электроду – катоду, а отрицательно заряженные (анионы) – к положительному электроду (аноду). На электродах ионы или совсем теряют заряд, выделяясь в виде нейтральных атомов, или изменяют заряд, образуя новые химические соединения. В результате на катоде осаждается металл покрытия (из раствора солей и щелочей) и выделяется водород (из солей кислот и воды). Количество выделенных при электролизе веществ пропорционально току и времени его прохождения.
В качестве электролита применяют: при хромировании – водный раствор хромового ангидрида (150.250 г/л) и серной кислоты (1,5.2,5 г/л); при осталивании – водный раствор хлористого железа (200 г/л) и соляной кислоты (0,6.0,8 г/л). При хромировании анодами служат свинцовые пластины с добавкой до 8 % сурьмы для повышения механической прочности (нерастворимый анод), а при осталивании – стальные пластины из малоуглеродистой стали (растворимый анод).
Наращивание металла в домашних условиях
Меднение – это процесс нанесения на поверхность медного слоя гальваническим способом.
Медный слой придает изделию внешнюю привлекательность, что позволяет использовать прием гальванического покрытия медью в дизайнерских проектах. Также он придает металлу высокую электропроводность, что позволяет подвергать изделие дальнейшей поверхностной обработке.
Меднение можно использовать в качестве основного процесса для создания поверхностного слоя, а также как промежуточную операцию для дальнейшего нанесения другого металлического слоя. К такому способу можно отнести, например, процесс серебрения, хромирования или никелирования.
Меднение можно проводить в домашних условиях. Это дает возможность решить много бытовых проблем.
Гальваника в домашних условиях: оборудование и материалы
Чтобы выполнить покрытие медным слоем самостоятельно, нужно приобрести необходимое для процесса оборудование и материалы.
Прежде всего, нужно подготовить источник электрического тока. Разные домашние мастера советуют использовать силу тока, разброс которой в большом диапазоне. Работа должна проводиться на постоянном токе.
В качестве источника тока можно взять батарейку КБС-Л напряжением 4,5 вольт или новую батарейку марки «Крона» с рабочим напряжением 9 вольт. Можно также вместо нее использовать выпрямитель малой мощности, дающий напряжение не более 12 вольт, или автомобильный аккумулятор.
Обязательным является использование реостата для регулировки напряжения и плавного выхода из процесса.
Для раствора электролита должна быть заготовлена нейтральная емкость, например из стекла, а также пластиковая широкая посуда, имеющая достаточные размеры для размещения в ней детали. Емкости должны выдерживать температуру не менее 80оС.
Также понадобятся аноды, обеспечивающие покрытие всей поверхности детали. Они предназначены для подведения тока в электролитный раствор и его распределение по всей площади детали.
Для проведения гальваники в домашних условиях понадобятся также химреактивы для приготовления раствора:
- медный купорос,
- соляная или другая кислота,
- дистиллированная вода.
Заготовив все необходимое, можно приступать к работе.
:
Меднение стальных изделий
Меднение стали медным купоросом является одним из основных процессов в области гальваники потому, что оно используется для предварительного покрытия медью. Она отличается высокой адгезией к стальной поверхности, в отличие от других металлов, которые не обладают хорошим сцеплением со сталью. Медный слой при соблюдении технологии держится на стальных изделиях прекрасно.
Есть две технологии нанесения покрытия: с погружением изделия в электролитный раствор и способ неконтактного покрытия поверхности медью без помещения в жидкий электролитный раствор.
Меднение путем погружения в раствор
Процесс выполняется с соблюдением следующих этапов:
- С поверхности стальной детали удаляется окисная пленка с помощью наждачной бумаги и щетки, а затем деталь промывается и обезжиривается содой с финишной промывкой водой.
- В стеклянную банку помещаются две медные пластины, подсоединенные к медным проводникам, которые служат анодом. Для этого их соединяют вместе и подводят к положительной клемме прибора, используемого в качестве источника тока.
- Между пластинами свободно подвешивается обрабатываемая деталь. К ней подводится отрицательный полюс клеммы.
- В цепь встраивается тестер с реостатом, чтобы регулировать силу тока.
- Готовится электролитный раствор, в состав которого обычно входит медный купорос – 20 грамм, кислота (соляная или серная) – от 2 до 3 мл, растворенная в 100 мл (лучше дистиллированной) воды.
- Готовый раствор заливается в подготовленную стеклянную банку. Он должен покрыть помещенные в банку электроды полностью.
- Электроды подключаются к источнику тока. С помощью реостата устанавливается ток (10-15 мА должны приходиться на 1см2 площади детали).
- Через 20-30 минут ток отключается, и деталь, покрытая медью, достается из емкости.
:
Покрытие медью без помещения в электролитный раствор
Такой способ используется не только для стальных изделий, но и алюминиевых предметов и изделий из цинка. Процесс осуществляется так:
- Берется многожильный медный провод, с одного конца которого снимается изоляционное покрытие, а проводкам из меди придается вид своеобразной кисточки. Для удобного использования «кисть» закрепляют на ручке — держателе (можно взять деревянную палку).
- Другой конец провода без кисти подсоединяется к положительной клемме используемого источника напряжения.
- Готовится электролитный раствор на основе концентрированного медного купороса с добавлением небольшого количества кислоты. Он наливается в широкую емкость, необходимую для удобного окунания кисти.
- Подготовленная металлическая деталь, очищенная от оксидной пленки и обезжиренная, помещается в пустую ванночку и подсоединяется к отрицательной клемме.
- Кисть смачивается приготовленным раствором и водится вдоль поверхности пластины, не прикасаясь к ней.
- После достижения необходимого медного слоя, процесс заканчивается, а деталь промывается и сушится.
Между поверхностью детали и импровизированной медной кистью всегда должен быть слой из раствора электролита, поэтому кисть необходимо обмакивать в электролит постоянно.
Меднение алюминия медным купоросом
Нанесение на поверхность меди – отличный способ обновления алюминиевых столовых приборов и других изделий из алюминия, используемых дома.
Меднение алюминия медным купоросом можно провести самостоятельно. Упрощенный вариант для демонстрации процесса – это покрытие медью алюминиевой пластинки простой формы.
На этом примере можно потренироваться. Выполнение процесса происходит так:
1. Поверхность пластинки необходимо сначала зачистить, а затем обезжирить.
2. Затем нужно нанести на нее немного концентрированного раствора сернокислой меди (медного купороса).
3. Следующим действием является подсоединение к алюминиевой пластинке провода, подсоединенного к отрицательному полюсу. Подсоединять провод к пластинке можно с помощью обычного зажима.
4. Положительный заряд подается на устройство, состоящее из оголенного медного провода с диаметром от 1 до 1,5 мм, конец которого распределяется между щетинами зубной щетки.
Во время работы этот конец провода не должен касаться поверхности алюминиевой пластины.
5. Обмакнув щетину в раствор медного купороса, начинают водить щеткой в подготовленном для покрытия медью месте. При этом не нужно допускать замыкания цепи, прикасаясь к поверхности алюминиевой пластины концом медного провода.
6. Омеднение поверхности сразу становится визуально заметно. Чтобы слой был качественным, с окончанием процесса не нужно торопиться.
7. После завершения работы слой меди нужно выровнять дополнительной очисткой, удалив остатки медного купороса и протерев поверхность спиртом.
Гальванопластика в домашних условиях
Гальванопластикой называют процесс электрохимического воздействия на изделие с целью придания ему необходимой формы осаждаемым на поверхности металлом.
Обычно эту технологию используют для покрытия металлом неметаллических изделий. Широко применяют ее в ювелирной области и дизайне бытовых предметов.
Покрытие рабочего изделия должно обладать электропроводящими свойствами. При отсутствии такого слоя сначала предмет покрывают графитом или бронзой.
Гальванопластика в домашних условиях особенно популярна среди мастеров. Чтобы создать нужную форму, с копии делается ее слепок. Для этого используют легко плавящийся металл, графит и гипс.
:
После изготовления формы предмет подвергают покрытию металлом с использованием электролита.
Гальваника в домашних условиях
Автор идеи: Саня
После публикации моей предыдущей идеи — Серьезный бизнес на гальванике — пришло столько вопросов о технологическом процессе, что я решил объединить свои ответы в отдельной идее.
Технологическое оборудование для гальваники
План участка (рекомендуемый)
1. ванна сернокислотная 2. ванна холодной воды 3. ванна горячей воды 4. ванна железнения 5. ванна холодной воды 6. стол рабочий на колесах 7. корзины и бутыли с кислотами 8. сварочный трансформатор 9. балластные реостаты.
Включает в себя следующие операции: 1. Предварительная подготовка. 2. Сернокислотное пассивирование. 3. Промывка в холодной воде. 3. Промывка в горячей воде. 4. Железнение. 5. Промывка в холодной воде. 6. Дальнейшая обработка.
Состоит в следующем. Поступивший вал обтирают ветошью от остатков масла, из шпоночных пазов удаляется грязь. Затем снимаются размеры шейки в местах максимальной выработки и невыработанные размеры. Это необходимо для установления толщины необходимого покрытия и определения времени железнения. Если вал убитый (большой эллипс, конус), то для восстановления правильной геометрии его подвергают шлифовке, но снимают не более 0,5 процента от общего диаметра шейки. Таким образом выясняется толщина необходимого покрытия.
Наращивание металла в домашних условиях — Справочник металлиста
Основной задачей гальванического покрытия медью в домашних условиях или по-другому меднения является подготовка поверхности металла к его дальнейшей обработке. Такой операции могут подвергаться различные металлы, и не металлы, среди которых следует выделить:
- сталь,
- латунь,
- никель и другие.
Использование меди
Благодаря своим многочисленным преимуществам данный металл получил широкое распространение. На сегодняшний день медь и ее многочисленные сплавы широко используются в промышленности.
Металл актуальный для авиастроения, автомобилестроения, приборостроения и других отраслей. Не меньшей популярностью металл и изделия из него пользуются и в бытовой сфере.
Меднение само по себе является одним из лучших способов покрытия тонким слоем металлической поверхности. В домашних условиях меднение можно выполнить нескольким способами.
Гальваническое меднение в домашних условиях
Для этого понадобится:
- Медный купорос;
- Вода;
- Соляная кислота в чистом виде.
Гальваническое меднение в домашних условиях
Приготовления раствора
Медный купорос
Делаем насыщенный раствор медного купороса, после чего нужно будет добавить 1/3 этого раствора в соляную кислоту. После приготовления раствора медного купороса его следует тщательно размешать, чтобы не было частиц.
Далее нужно соляную кислоту тонкой струйкой добавить в этот раствор. Не следует забывать про технику безопасности и использовать перчатки и защитные очки.
После того, как вы добавили в раствор соляную кислоту, его следует тщательно перемешать.
Итак, раствор готов и можно приступать к меднению в домашних условиях. Для этого нужно взять металлическую деталь, на которую вы собрались наносить слой меди и подготовить ее к работе. Подготовка включает в себя ее обработку наждачной бумагой.
Данная процедура позволяет не только зачистить металлическую поверхность, но и обезжирить ее. Такая же процедура будет актуальна и для детали из латуни или свинца. После этого, покрытие нужно тщательно промыть в растворе кальцинированной соды.
Это позволит более тщательно обезжирить материал.
Кальцинированная соды для обезжиривания материала
Далее поверхность нужно погрузить в раствор медного купороса и соляной кислоты. Следует обратить внимание на то, что первый слой меди является очень тонким и слабым, поэтому его желательно снять при помощи металлической щетки.
После того, как вы это сделали, поверхность стали или свинца следует повторно промыть в растворе кальцинированной соды и опять погрузить в раствор для меднения.
Данные манипуляции приведут к тому, что слой меди в домашних условиях на поверхности будет гораздо толще и гораздо крепче, поскольку его убрать можно будет с предмета, только используя наждачную бумагу, а не металлическую щетку как прошлый раз.
Этот способ позволяет сделать очень качественное медное покрытие, которое можно снять только наждачкой. Для улучшения медного покрытия в домашних условиях следует деталь еще раз погрузить в раствор. Указанный способ отличается своей простотой и высокой эффективностью в том числе и для изделий из свинца.
Процедура меднения
Меднением принято называть процедуру гальванического нанесения меди, толщина слоя меди в таких случаях может составлять-от 300 мкм и больше. Меднение стали это один из наиболее важных процессов в гальванике, поскольку используется, как дополнительный процесс перед нанесением других металлов для хромирования, никелирования, покрытие серебром.
Слой меди прекрасно держится на стали и способен выравнивать различные дефекты на поверхности.
Для медных покрытий характерно высокое сцепление с другими поверхностями, изделиями из свинца особенно металлическими, а также высокая электропроводность и пластичность. Нанесенное недавно покрытие имеет ярко-розовый матовый или же блестящий цвет. Под воздействием влияний атмосферы медные покрытия могут окисляться, покрываться налетом окислов с различными пятнами радужного вида.
Сферы использования омеднения
Как правило, гальваническое омеднение может использоваться:
- В декоративных целях. С учетом огромной популярности в нынешнее время старинных изделий из меди. Существуют методы искусственного состаривания изделий из стали;
- В гальванопластике. Широко распространена в ювелирной сфере, среди сувенирной продукции, для изготовления барельефов и т.д;
- В технической отрасли. Меднение металла очень важно в электротехнической области. Низкая стоимость меднения по сравнению с покрытиями из золота или серебра позволяет снизить расходы на изготовление электродов, электротехнических шин, контактов и других элементов из сталии свинца.
Меднение происходит вместе с нанесением других гальванических покрытий
- Если нужно нанести многослойное защитно-декоративное покрытие на слой стали. В подавляющем большинстве случаев здесь медь используют вместе с никелем и хромом. Это позволяет улучшить сцепление с основным металлом и получить блестящее покрытие высокой прочности;
- Во избежание цементации участка. Меднение свинца позволит избежать появления углероживания на стальных участках. Для нанесения медного слоя используют только те участки, на которых будет проводиться обработка резанием;
- При выполнении реставрационных и восстановительных работ. Данный метод наиболее часто используется для восстановления хромированных частей автомобилей и мотоциклов. Для этих целей наносится довольно толстый слой меди, порядка 100-250 мкм и более того, что позволяет закрыть все дефекты и повреждения металла для нанесения последующих покрытий;
Разновидности меднения
- Используя погружение в электролит;
- Без погружения в электролит.
Первый способ предполагает обработку металлического изделия наждачной бумагой, щеткой и промывки водой.
После чего обезжиривания в горячем содовом растворе с повторной промывкой. Далее в стеклянную емкость опускают на медных проволочках две медные пластины –аноды.
Между пластинками на проволоке подвешивают деталь, после чего пускается ток.
Второй способ актуальный для изделий из стали, алюминия и цинка.
Домашнее омеднение
Данная процедура актуальна для различных случаев, поскольку нанесение слоя меди может использоваться для алюминиевых столовых приборов, сувениров, подсвечников и т. д.
Неповторимый эффект оказывают изделия не из металла, на которые был нанесен слой меди. Это могут быть стебли растений, листья и др.
Ввиду того, что в покрываемых предметах отсутствует токопроводящий слой, вместо него используется специальный электропроводный лак, который наносят на поверхности.
В состав лака входит ряд органических растворителей, пенкообразователей и тонкодисперсионный графитовый порошок, благодаря которому создается электропроводность.
Лак наносят тонким слоем на сухую поверхность, и после высыхания через час можно приступать к омеднению. При желании можно меди придавать различные цветовые оттенки, используя для этого специальные способы.
Высокое качество и уникальность таких изделий вполне заслуженно приравнивается к настоящим ювелирным украшениям.
: Меднение в домашних условиях
Гальваника своими руками в домашних условиях: технология и оборудование
Гальваника – это и раздел прикладной науки «Электрохимия», в котором изучаются процессы, протекающие при осаждении катионов металла на катоде, помещенном в электролитический раствор, и технологический процесс. Гальваника в домашних условиях или выполняемая на производстве позволяет наносить на поверхность обрабатываемого изделия тонкий слой металла, который может выступать в роли защитного или декоративного покрытия.
Домашняя гальваническая установка
Методы реализации такого технологического процесса, отличающегося достаточно высокой сложностью, уже хорошо отработаны, поэтому сегодня его активно используют не только производственные предприятия, но и многие домашние мастера.
Особенности процесса
Покрытие, формируемое на обрабатываемой детали при помощи гальваники, может наноситься в технологических целях либо выполнять декоративные, защитные или сразу обе функции. В декоративных целях создают тонкий слой золота или серебра, а чтобы обеспечить надежную защиту поверхности обрабатываемой детали от коррозии, выполняют цинкование или гальваническое меднение.
Схема процесса электролиза
Сделать гальванику даже в домашних условиях несложно. Выполняют такую процедуру следующим образом.
- В диэлектрическую емкость с электролитом опускают два анода, подключаемые к плюсовому контакту источника электрического тока. Материалом изготовления таких анодов должен быть металл, слой из которого необходимо сформировать.
- Само обрабатываемое изделие, подключаемое к минусовому контакту источника электрического тока и, таким образом, выступающее в роли катода, помещается в электролите между анодами.
- Гальванизация, то есть процесс переноса молекул металла с электролита на изделие-катод, начинает происходить в тот момент, когда замыкается полученная электрическая сеть.
Применение технологии
Гальванопластика нередко применяется по отношению к различным изящным предметам (ювелирным изделиям, орденам и медалям, монетам, раковинам, цветочным горшкам, скульптурам, портретам и т.п.). Чаще всего в гальванопластике используется медь. Однако могут применяться и другие металлы, в том числе никель, хром, сталь, серебро.
При соблюдении всех технологических требований отличить скопированный предмет от оригинального можно лишь по барьерному слою или по удалению оригинала. Причем все работы вполне возможно выполнить своими руками в домашних условиях.
Обратите внимание! Покрытие копируемого изделия должно быть электропроводящим. Если материал лишен такого свойства, на него наносится бронза или графит.
Создание формы
С изделия, которое будем копировать, снимаем отпечаток. Для этого понадобится какой-нибудь легкоплавкий металл, пластилин, гипс или воск. Если используем металл, обрабатываем копируемый предмет мылом и кладем его в картонную коробку. Далее заливаем туда легкоплавкий сплав.
Когда отливка завершена, достаем изделие и полученную форму подвергаем вначале обезжириванию, а затем меднению в электролите. Чтобы избежать металлических отложений с тех сторон, где нет оттиска, расплавляем металл в кипящей воде для получения матрицы. Форму заливаем гипсом. На выходе получаем копию.
Для создания матрицы понадобится такая композиция:
- воск — 20 частей;
- парафин — 3 части;
- графит — 1 часть.
Если форма создается из диэлектрического материала, на ее поверхность наносим электропроводное покрытие. Проводниковый слой наносим либо путем восстановления металлов, либо механическим способом, подразумевающим нанесение чешуйчатого графита при помощи кисточки.
Еще до начала механической обработки поверхности растираем графит в ступе, просеиваем его сквозь сито. Наилучшая адгезия графита наблюдается с пластилином.
Гипсовые, деревянные, стеклянные и пластмассовые формы, а также папье-маше эффективнее всего обработать раствором бензина и воска.
Когда поверхность еще не просохла, наносим на нее графитовую пыль, а прилипшее вещество сдуваем направленным потоком воздуха.
Гальваническое покрытие нетрудно отделить от матрицы. Если форма металлическая, создаем на поверхности оксидную или сульфидную электропроводящую пленку. К примеру, на серебре это будет хлорид, на свинце — сульфид. Пленка поможет легко отделять форму от покрытия. В случае с медью, серебром и свинцом покрываем поверхность 1% раствором сульфида натрия, чтобы возникли нерастворимые сульфиды.
Материалы и оборудование
Когда форма готова, кладем ее в гальваническую ванну, подключенную к электрическому току (чтобы не допустить растворения разделяющей пленки). Вначале осуществляем покрытие проводящего медного слоя в условиях небольшой плотности тока.
Нам понадобится следующий состав:
- медный купорос — 150-200 граммов;
- серная кислота — 7-15 граммов;
- этиловый спирт — 30-50 миллилитров;
- вода — 1 литр.
Рабочая температура в электролитной ванной — 18-25 градусов по Цельсию. Плотность тока — от 1 до 2 Ампер на квадратный дециметр. Спирт понадобится для улучшения смачиваемости покрытия.
В качестве источника постоянного тока можно использовать зарядное устройство для автомобильных аккумуляторов. Также нам нужен амперметр с возможностью измерения силы тока от 0 до 3 или 5 ампер.
Обычно на зарядках амперметр уже имеется.
Реостатом послужит нихромовая проволока. Ее наматываем на любую пластину из керамики. Вполне сгодится спираль от электрообогревателя.
В качестве ванночки подойдет любая пластмассовая емкость объемом от 2 до 50 литров, в зависимости от имеющихся потребностей. Медную пластинку используем как анод.
Обратите внимание! Площадь анода должна быть приблизительно равна площади обрабатываемых деталей.
Чтобы создать токопроводящий слой для изделия, добавляем в бронзовый порошок несколько капель лака. Рекомендуется использовать бесцветный нитролак. Лак нужно сделать более жидким, поэтому разбавляем его ацетоном до консистенции жидкого лакокрасочного состава.
Процесс изготовления
Берем примерно 20-сантиметровый отрезок многожильного кабеля и извлекаем из него проволоку. Защищаем изоляцию по обеим сторонам проволочки, один ее конец сгибаем под углом 90 градусов и приклеиваем к пластиковой детали мгновенным клеем. Причем клей БФ не подойдет, так как его растворит бронзовая краска.
Когда предметы высохнут, осуществляем их обезжиривание с помощью средства бытовой химии (например, стирального порошка). Далее промываем изделие в проточной воде или обрабатываем его ацетоном.
Детали достаточно крепко зафиксированы на проволоке. Теперь их можно по одной окунать в заранее подготовленную бронзовую краску или же наносить этот материал кистью. Вся поверхность должна быть равномерно окрашена. Рекомендуется использовать изолированную проволоку от кабеля, иначе медь будет попадать на голый провод, что приведет к дополнительному расходу анода.
После часового высушивания поверхности высушенные концы проводов скручиваем между собой. Детали не должны соприкасаться друг с другом. Далее присоединяем изделия к плюсовому контакту и погружаем их в ванну. Спустя несколько секунд после погружения начнется заметный невооруженным взглядом процесс омеднения.
Толщина медного покрытия может колебаться в зависимости от обстоятельств, но для мелких предметов она составит примерно 0,05 миллиметра. В ванне детали находятся в течение 15 часов.
Регулировку тока осуществляем перемещением контакта по нихромовому реостату в рамках 0,8-1,0 Ампер. После омеднения повышаем ток до 2 Ампер.
Когда срок выдержки деталей истечет, промываем предметы в проточной воде, высушиваем их, а проволоку отрезаем. Зачищаем проволоку и подготавливаем ее к следующей процедуре.
Металлизация завершена. Далее берем серную мазь (можно приобрести в аптеке), наносим ее на поверхность и проносим деталь на огнем газовой плиты. При этом медь сразу потемнеет.
Следующий этап — полировка. Для этого пригодится двигатель, оснащенный металлической круглой щеткой. Эта работа требует определенного умения. В результате у нас должна получиться поверхность, выглядящая как черненая бронза с отдельными блестящими участками. Если сразу не удалось добиться нужного результата, снова наносим серную мазь, нагреваем изделие над огнем и полируем.
Для тех, кто сомневается в эффективности описанной выше процедуры, предлагаем сделать пробу. Для этого понадобится емкость для электролита, куда нужно опустить немного меди. Одну деталь окрасьте из пульверизатора 2-3 слоями в бронзовый цвет. Далее нужно подсоединиться к батарейке без использования реостата. Также подойдет адаптер от плеера.
Помимо меди, на неметаллическую поверхность можно наносить и другие металлы, в том числе золото или серебро. Серебряная гальванопластика может осуществляться одним из двух способов: химическим или электрохимическим.
Химическое серебрение производится путем погружения изделия в прокипяченный раствор с серебром. Электрохимический процесс дает более надежный результат, так как покрытие получается более прочным в результате воздействия электротока.
Серебряная гальванопластика широко применяется при производстве ювелирных изделий.
Итак, гальванопластика дома вполне возможна. Процесс достаточно трудоемкий и требует определенных навыков, однако конечный результат того стоит.
Гальваническая обработка в домашних условиях
Те, кто хорошо помнит школьную программу по курсу «Химия», сразу ответят на вопрос, что такое гальваника.
Тем, кто немного подзабыл, напомним, что это раздел электрохимии, так называют процесс, когда на практически любое изделие наносится покрытие из металла.
Этот процесс применяется и в промышленных масштабах, например, как при оцинковке или хромировании металлических изделий, так и при изготовлении декоративных предметов.
Процесс оседания электролитов на нужную поверхность достаточно сложный, требует соблюдения техники безопасности и определенных навыков обработки дома. Гальваника в домашних условиях не позволит вам усилить прочность металлического изделия (для этого нужны промышленные мощности), но может использоваться для декорирования отдельных предметов.
Гальваническая лаборатория на дому
Для организации процесса вам потребуется:
- Гальваническая ванна своими руками – банка (из стекла или прочной пластмассы, достаточна большая, чтобы поместилось обрабатываемое изделие, термостойкая) с раствором электролита.
- Провод, разделенный на анод («плюс») и катод («минус»). При этом аноды должны быть по площади больше, чем обрабатываемое изделие. Они проводят ток в электролит и замещают убыль металла в нем, того, что будет оседать на гальванируемом изделии.
- Оборудование для взвешивания, например, точные электронные весы.
- Источник постоянного тока с регулировкой напряжения, домашняя розетка не подойдет.
- Электроплитка с обязательной регулировкой температурного режима.