Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Как паять латунную сетку фильтра к нержавеющей трубе
- Главная
- Товар
- Список заявок
- Заявка менеджеру
- Контакт
Эта история началась с того, что в доме, где я набирал чистую воду из скважины вместе с водой пошел песок. Так как не было желания пить водопроводную воду, пахнущую хлоркой, я решил реанимировать скважину. Друзья с помощью длинного бревна, разводного ключа и такой-то матери помогли мне вытащить забитые в землю трубы. Трубы оказались из нержавейки и в приличном состоянии. Тридцать лет эксплуатации на них не повлияли. Проблема была в том, что фильтр из латунной сетки совсем пришел в негодность. Нужно было напаивать новый. Как это делается я не представлял и спросить было не у кого. Старое поколение ушло, а из сверстников в моем окружении никто этим не занимался. Начал я со сбора информации в Интернете и по знакомым. Из Интернета почерпнул, что в качестве флюса для нержавейки нужно использовать фосфорную кислоту или паяльный жир. К счастью у меня в подвале много лет стояла фосфорная кислота и ждала своего часа (рисунок №1). Рисунок №1. Фосфорная кислота.
Олово так же нашлось в загашнике (рисунок №2).
Рисунок №2. Олово.
Первые же эксперименты показали, что фосфорная кислота – отличный флюс для нержавейки. Главное тщательно зачистить нержавейку (я зачищал напильником и шкуркой), нанести кислоту, затем лудить. Олово отлично обволакивает нержавейку. Ощущение, что лудишь медь. Использовать паяльный жир в качестве флюса я не пробовал. Далее возник вопрос, чем нагревать трубу. Оказалось, что паять, нагревая паяльной лампой, неудобно. Она коптит. Собирая информацию, выяснил, что можно паять газовой горелкой, которой кровельщики расплавляют технониколь. Возможно, к лучшему, что я не смог её достать. Знакомый рассказал, что он паял дома, нагревая трубу на газовой плите. Вариант паять на кухне дюймовую трубу меня не сильно вдохновил. Я пробовал паять небольшой горелкой, показанной на рисунке №3.
Рисунок №3. Газовая горелка.
К сожалению, она слабовата. В локальном участке олово расплавляет, но когда его начинаешь размазывать по поверхности, то сразу застывает. Явно не хватает мощности. К счастью у друга нашелся паяльник, 200Вт, показанный на рисунке №4.
Рисунок №4. Паяльник 200 Вт.
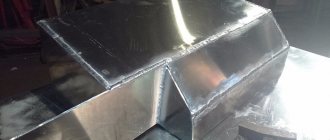
Первые же пробы дали отличные результаты. Поэтому я пришел к выводу, что мощный паяльник – это лучший инструмент для пайки латунной сетки к нержавеющей дюймовой трубе. Сам процесс пайки занял у меня не более часа. Сначала я залудил места на трубе, где будут швы сетки. Затем ножницами по металлу вырезал в размер латунную сетку. Места, где сетка будет паяться, обмазал фосфорной кислотой. Затем прихватками припаял одну сторону сетки к трубе. Точечными прихватками припаял второй край сетки, натягивая её от середины. Когда сетка была натянута, окончательно пропаял все швы. Пропаянные швы вы можете видеть на рисунках 5 и 6.
Рисунок №5. Продольный шов пайки сетки фильтра.
Рисунок №6. Боковой шов пайки сетки фильтра.
Результат работы меня вполне удовлетворил. Трубы были забиты в землю и новая скважина заработала!!! Я по-прежнему набираю чистую подземную воду. Буду рад, если мой опыт пайки фильтра из латунной сетки к нержавеющей трубе вам пригодится.
Внимание! При копировании статьи, пожалуйста, указывайте ссылку на эту страницу. Если вы обратитесь ко мне, то возможен взаимовыгодный обмен ссылками.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие. Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».
Выводы и полезное видео по теме
Видеоматериал о различных типах паяльного инструмента ручного использования, мобильного, универсального и т.д. Информативный, в достаточной степени ролик, рекомендуемый к просмотру:
Инструмент под пайку меди – газовая горелка – это достаточно специфичное оборудование, из числа инструмента, который требуется лишь в определенных случаях, если не считать профессиональную деятельность.
Его приобретение для исполнения одноразовой работы вряд ли следует считать рациональным делом. Практичнее одолжить аппарат на время, например, арендовать, но для этого требуется знать, что такое газовая горелка и как правильно ею пользоваться.
Подыскиваете качественную газовую горелку для пайки медных труб? Или есть опыт применения такого оборудования? Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждениях. Форма для связи расположена ниже.
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Сферы применения
Применение газовой горелки весьма обширно:
- Горелка применяется для пайки проводки или различных кабелей, ремонта крупной электроники. Пайка алюминия газовой горелкой проводится достаточно часто, что связано с низкой температурой плавления этого материала.
- Применяется устройство для ремонта различных конструктивных элементов автомобиля. Примером можно назвать случай, когда повреждается радиатор, изготавливаемый из плавкого сплава. За счет воздействия высокой температуры течь можно устранить.
- Пайка медных трубок может проходить при применении газовой горелки. Выполняются ремонтные работы. Устройство применяется и во время монтажа различных конструкций, к примеру, для отпуска металла.
- Некоторые сплавы обладают повышенной плавкостью. Соединение металлов, к примеру, меди может проходить с применением горелки. Достаточно провести разогрев металлов и соединить их механическим способом. После остывания материала может получиться качественное соединение.
- Устройство может применяться в случае, когда нужно провести время на природе в зимний период. Использовать ее можно для того, чтобы разогреть костер или опалить дичь, разогреть инструменты или выполнить другую работу.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.
Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.