Особенности
При дуговой сварке неплавящимся электродом обычно используются неплавящиеся расходные материалы, которые позволяют получить сварные швы высокого качества. Однако стоит учитывать, что у технологии с покрытыми электродами наблюдается низкая производительность.
Главное достоинство сварки в инертных газах неплавящимся электродом состоит в том, что можно производить сплавление черного металла с заготовками, которые могут отличаться от него по структуре, включая изделия из высоколегированных и низкоуглеродистых сталей. Данный метод можно применять для сваривания разнородных по составу металлов.
Сварка, при которой применяются неплавящиеся электроды, обладает несколькими характерными особенностями. Одна состоит в использовании специальных элементов, которые покрывают электроды — из вольфрама, графита и другие виды.
Вторая особенность состоит в использовании инертных газов. Они ограничивают доступ кислорода к области сварки. Также они защищают электрод и сварочную ванну от окисления.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Преимущества и недостатки
Многие начинающие сварщики часто задаются вопросом — что такое дуговая сварка неплавящимся электродом? Это удобная технология, которая позволяет сварить разные металлические заготовки. Она имеет простое проведение, не требует наличия специальных навыков и опыта.
Неплавящиеся электроды могут применяться при проведении сварки в домашних условиях, но их также часто применяют в промышленности для осуществления следующих условий:
- Они могут осуществить качественную сварку тонких металлических листов;
- Они отлично подходят для проведения сварочных работ со сталями всех классов, цветных металлов, а также их сплавов;
- Плавящиеся электроды позволяют получить высококачественные сварные швы при сваривании разных видов металлов.
Кроме этого стоит обратить внимание на то, что сварка неплавящимся электродом в среде аргона имеет некоторые преимущества и недостатки. К положительным особенностям данной технологии стоит отнести:
- Дуга обладает высокой устойчивостью, которая никак не зависит от показателей полярности тока;
- Она предоставляет возможность получить сварные швы с долей участия главного металла от 0 до 100 %;
- Имеется возможность регулирования химического состава и геометрии соединения во время изменения скорости подачи, угла наклона, профиля, марки присадочного материала.
Но не стоит забывать про негативные качества:
- Обладает низкими показателями эффективности используемой электроэнергии;
Требуется использование специальных устройств для обеспечения начального возбуждения дуги; Наблюдается высокая скорость охлаждения изготовленных швов.
Что это такое?
Сваривать металлы люди начали достаточно давно. Однако старая и современная сварка сильно различаются. TIG сварка является одним из наиболее современных методов соединения металлических заготовок. Главный ее принцип — применение вольфрамового электрода, вводимого в атмосферу химически бездеятельного газа. Сам стержень такого рода принято относить к «неплавящейся» категории. Сварщику приходится точить электродный инструмент, иначе добиться постоянного устойчивого существования электрической дуги невозможно.
Официальная расшифровка термина TIG – аргонодуговая сварка с применением как раз неплавкого электродного инструмента. Конечно, даже вольфрам может плавиться — но только при температуре не ниже 3500 градусов. Иногда схема подразумевает подачу не аргона, а другого нейтрального газа. Стоит отметить, что в технической документации такой метод может иметь и другие названия. К примеру, в немецкоязычной литературе в ходу термин WIG. Есть еще название GTA, которое не указывает на химические свойства применяемого газа.
Вольфрамовая сварка в изолирующем газе вошла в промышленный оборот в 1940-е годы. Она стала настоящим спасением для авиационной промышленности, а позднее для ракетостроения, где другие методы соединения уже не удовлетворяли. Довольно скоро достоинства TIG оценили и инженеры других отраслей. Основные характеристики такого способа:
- максимальная равномерность шва (исключается появление пор и ненормальных полостей);
- сокращение внутренних механических напряжений;
- отсутствие плавильных брызг;
- пригодность практически для любого чистого металла или сплава;
- отсутствие необходимости дополнительно обрабатывать заготовки после соединения;
- возможность в целом освоить оборудование и методы работы за 2-3 сеанса;
- малая эффективность работы на открытом воздухе (без изоляции от ветра);
- необходимость тщательной подготовки поверхности;
- усложнение работы из-за неприемлемости острого угла размещения горелки;
- необходимость вычищать отметки, оставляемые электрической дугой.
Тигельная сварка приемлема для работы почти со всеми типами стали. Когда электродный инструмент расположен в цанге, он жестко фиксируется в горелке. Излишек длины скрывается дополнительным колпаком, что исключает риск короткого замыкания. Завершающая часть горелки — специальное керамическое сопло. В его середине располагается электрод, окружаемый изолирующим газом.
Когда пластины разделяются зазором, либо поставлена цель получить шов с высокой стойкостью к разрыву и надлому, нужно использовать присадочную проволоку. Сечение этой проволоки определяется необходимой толщиной изделия и конкретно шва. В некоторых случаях применяется импульсная разновидность ТИГ сварки. Такой вариант подразумевает, что параметры тока меняются от предельных до минимальных за сравнительно короткое время. Для работы может применяться и постоянный, и переменный ток. Учитывают и вид, и толщину металлических заготовок. Обязательно необходимо разобраться с отличиями TIG от MMA.
Второй вариант — MMA подразумевает применение покрытого электрода. Такой подход позволяет отказаться от использования изолирующего газа. Расплавляющиеся электроды оставляют укрепленный шов. Со сталью можно работать уверенно при помощи аппаратуры MMA. Методика TIG позволяет эффективно манипулировать алюминием и другими цветными металлами.
Разновидности электродов
При проведении автоматической или ручной дуговой сварки неплавящимся электродом могут применяться расходные материалы, которые могут обладать разным составом. Они помогают получить качественное и прочное соединение.
Обычно во время сварочного процесса используются следующие виды неплавящихся электродов:
- Из угля;
- Из чистого графита;
- Из вольфрамовой основы.
При этом каждый вид электродов может обладать важными особенностями и качествами, которые обязательно нужно учитывать при проведении сварочного процесса.
Угольные
Угольные расходные материалы часто используются во время проведения воздушно-дугового сварочного процесса. Также они могут применяться для устранения разных дефектов и повреждений, которые имеются на поверхности заготовок.
Ручная аргонодуговая сварка неплавящимся электродом, который имеет угольное покрытие, может проводиться в режимах с токами с показателями напряжения 500-600 Ампер. Его вполне хватает для соединения массивных конструкций из стали, для исправления дефектов на литых изделиях.
Сам процесс сваривания может производиться с использованием присадочной проволоки, которая подается в область формирования сварного шва, и также без нее.
Графитовые
Электроды из чистого графита часто применяются при работе с цветными металлами — алюминием или медью. Также они могут использоваться во время сварки сплавов и данных металлов. Это вид материала неплавящегося материала в отличие от образцов из угля экономичный и его выгодно применять на практике.
Графитовые стержни имеют некоторые важные достоинства:
- Они имеют стойкость к воздействиям высоких температур;
- Обладают хорошей износостойкостью;
- Имеют простую подготовку к рабочему процессу.
Вольфрамовые
Вольфрамовые стержни неплавящегося вида часто применяют при проведении сварочного процесса на производстве и в бытовых условиях. Именно они позволяют осуществить сварку неплавящимся электродом в защитных газах алюминия и других видов металлов, сплавов.
Данный расходный материал изготавливается в виде длинного прутка с покрытием, которые имеют диаметр от 1 до 4 мм. Они обладают тугоплавкой структурой. Показатель температуры плавления у электродов из вольфрамовой основы намного больше показатели для рабочей дуги. Именно это делает стержни универсальными и их можно использовать даже для сваривания нержавейки, которая имеет сложную обработку.
Часто при изготовлении вольфрамовых электродов в их состав добавляются разные компоненты — торий, оксид лантана, иттрий. Каждый стержень с добавлением одного из этих вещества предназначен для определенного вида сварки.
Газовая сварка
В качестве горючего газа, чаще всего, используется ацетилен, расход которого (по мощности горелки) должен составлять 100 л/ч на 1 мм. толщины свариваемого изделия. Также исполнителю понадобится присадочный пруток, представляющий собой проволоку из алюминия или его сплавов. Ее диаметр зависит от толщины рабочего изделия и варьируется в диапазоне от 1,5 до 5,0 мм.
Данная технология подразумевает использование специальных флюсов, которые предотвращают окисление металла и способствуют удалению оксидов. Флюс вводится в рабочую зону либо вместе с присадочным прутком, либо в виде пасты на свариваемые кромки. Флюсы удаляются после сварки посредством промывания сварных швов теплой водой или двухпроцентным раствором хромовой кислоты.
При сваривании деталей, толщина стенок которых превышает 4 мм., необходимо выполнять разделку кромок; свыше 8 мм. – нужен местный или общий подогрев. Сварка проводится левым способом.
Используемое оборудование
Какое оборудование применяется при проведении ручной, автоматической и аргонодуговой сварки неплавящимся электродом? Все зависит от объема сварочных работ, от размера собираемых конструкций. Обычно сварщики используют оборудование двух видов — универсальное и специальное.
Часто применяется первый класс аппаратов, потому что второй наиболее подходит для больших объемов и зачастую для механизированных. Универсальные ручные и автоматизированные сварочные аппараты имеют простое использование, также их легко обслуживать. По этой причине их часто применяют про проведение сварки в маленьких цехах и на огромных производствах.
Устройства для ручной дуговой сварки неплавящимся электродом в защитных газах имеют следующие компоненты:
- В них установлен источник постоянного или переменного тока. Иногда встречаются устройства, которые могут производить два разных вида тока;
- Горелки различных размеров. Они могут применяться для разных показателей тока;
- Осциллятор, который поджигает первичную дугу;
- Компоненты, которые обеспечивают газовую подачу аргона;
- Элементы, которые управляют сварочным процессом.
Описание технологии выполнения TIG сварки
Чтобы получить качественный шов своими руками при использовании TIG-сварки, необходимо правильно подготовиться. То есть в зависимости от толщины свариваемых деталей корректно подобрать диаметр электрода, силу тока и присадочный пруток. Если что-то из перечисленного будет выбрано неверно, то сварное соединение будет плохим.
Что касается способа поджига дуги, то их существует также несколько. Каждый из них имеет свои особенности, что говорит об уровне сварочного аппарата, который используется для работы. Рассмотрим три основные:
- Чирканье или контактный. Именно так поступают неопытные мастера. После него деформируется кончик электрода и на заготовках остаётся характерный след. Приходиться тратить много времени, чтобы удалить следы.
- Поджиг путем точечного касания или TIG LIFT. Наиболее рациональный способ, применяется в большинстве аппаратах. Дуга поджигается на малом расстоянии от детали или при малейшем касании, что обеспечивается схемой управления работой силовыми модулями в аппарате.
- Третьим методом является бесконтактный, но он реализован далеко не во всех сварочных аппаратах.
Во время сваривания деталей следует держать электрод на расстоянии от заготовок в 3 мм. Если оно будет больше, то велика вероятность наплывов и как результат, потеря прочности шва.
Если свариваются детали из тонкого металла, то их разделка не нужна, но при работе с толстым металлом необходимо обработать кромки и учесть зазор, чтобы расплавленный металл мог его полностью заполнить.
Чтобы выполнить качественную сварку алюминия, чугуна или нержавейки при помощи TIG-сварки, просмотрите видео о процессе работ от мастера. Если не пройти своего рода инструктаж, можно допустить много ошибок. Например, при использовании сплава CuSi для сваривания медных деталей.
Важно при работе со сварочным оборудованием с токами до 180, 200 и более Ампер использовать сварочную маску, перчатки и огнеупорный халат. Конечно, при такой методике образуется намного меньше искр, чем при дуговой. Тогда можно будет лучше сконцентрироваться на процессе работы, и результат получится отличный.
Требования к аргонодуговой сварке неплавящимся электродом
Аргонодуговая сварка неплавящимся электродом часто применяется для сваривания заготовок из разных видов металла. При помощи нее можно получить прочные швы с высокой износостойкостью. Но чтобы в процессе сварки заготовки могли нормально плавиться под воздействием плавящегося электрода и аргона, обязательно нужно выполнять важные требования аргонодугового сварочного процесса.
К главным требованиям аргонодуговой сварки относятся:
- Неплавящийся стержень из вольфрамовой основы при сварке может глубоко проникать в область зазора между заготовками. Для процесса следует использовать короткую дугу. Это позволит провести глубокую плавку, которая может отразиться на качестве соединения. Оно получится небольшим и прочным;
- При механизированной аргонодуговой сварке плавящимся электродом движение стержня должно выполняться по центральной части зазора и посередине. Даже небольшие нарушения могут привести к снижению прочности соединения, они могут негативно отразиться на его внешнем виде;
- Присадочный элемент должен постоянно прибывать в зоне с аргоном, он не должен выходить за пределы свариваемой зоны. Именно это защищает сварную ванну от отрицательного влияния кислорода и азота, которые присутствуют в воздухе. Влияние данных веществ может привести к усилению хрупкости соединения. Данные требования также относятся к неплавящемуся электроду;
- Ни в коем случае не стоит резко подавать присадочную проволоку в область сварной ванны. Это вызовет сильное разбрызгивание металла и в итоге будет его чрезмерный перерасход;
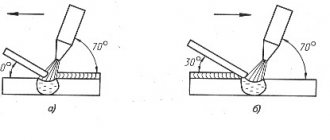
- При проведении ручной сварки присадочный материал должен подаваться под углом. Не должно наблюдаться поперечных нарушений;
- Не стоит при окончании сварочного процесса производить обрыв соединения при помощи отвода электрода из области сваривания. Достаточно погасить дугу реостатом;
- Подача и отключение защитного газа после окончания сварочного должно проводиться через или за 10 секунд. Это защитит неостывшую плавящуюся металлическую основу, которая при контакте с воздухом быстро покрывается оксидной пленкой;
- Перед началом автоматической аргонодуговой сварки неплавящимся электродом нужно подготовить соединяемые заготовки из металлической основы. Все стыкуемые зоны требуется очистить от грязи, ржавчины и других загрязнений. Для очистки рекомендуется использовать железную щетку или болгаркой с металлической щетковидной насадкой. Чистить необходимо до появления металлического блеска. Если имеются пятна из масла или жира, то дополнительно следует провести обработку растворителем;
- Обязательно должно проводиться сопоставление режимов аргонодуговой сварки неплавящимся электродом с показателем толщины стыкуемых заготовок. При этом требуется учитывать диаметр неплавящегося электрода.
Плавящийся вид
Ручная дуговая сварка с применением плавящегося электрода относится к разряду универсальных подходов, поскольку может проводиться практически в любых условиях.
Этот способ организации сварочного процесса позволяет оператору комфортно работать даже в самых труднодоступных местах. Однако наряду с указанными достоинствами этот метод имеет ряд существенных недостатков, проявляющихся в следующем:
- небольшая глубина проплавления обрабатываемого металла;
- низкая производительность процесса сварки, что объясняется малыми уровнями рабочих токов;
- нестабильность ручной сварки, заметно уступающей автоматизированным приёмам сплавления.
Сущность данного способа обработки металлов состоит в использовании энергии электрической дуги, искусственно создаваемой между свариваемой заготовкой и электродом.
Под действием высоких температур металл в зоне сварки интенсивно плавится и образует так называемую «сварочную ванну». На завершающей стадии работ на месте расплава (после его остывания) должен получиться аккуратный шов.
По внешнему виду плавящийся электрод – это типовой металлический стержень с нанесённым на его поверхность покрытием определенной структуры и толщины.
Основные параметры, определяющие размеры так называемых «обмазанных» электродов, их разбивку по типам и предъявляемые к ним требования регламентируются действующими стандартами (ГОСТ 9467-75, в частности).
Согласно этим данным самый распространённый диаметр электродных стержней – в пределах от 3-х до 6-ти миллиметров. Указанный показатель определяется как толщина стержня, без учёта имеющегося рабочего покрытия.
Со снижением этой величины, а также при увеличении общей длины электрода изменяется и его проводимость, что естественно приводит к сильному нагреванию в процессе сварки.
В случае чрезмерного нагрева стержень быстро плавится (говорят, что она начинает «течь»). Одновременно с этим сгорают и входящие в состав покрытия органические компоненты, теряя свои защитные свойства.
Итоги
Проведение сварочных работ с неплавящимся электродом должно быть правильное, от этого зависит качество полученного сварного соединения. В первую очередь стоит разобраться, что такое дуговая сварка в защитном газе неплавящимся электродом и для чего ее проводят.
Этот метод считается популярным среди профессионалов и начинающих сварщиков. При помощи него можно произвести сваривание больших конструкций из разных видов металлов. Этот метод применяется в бытовых и промышленных условиях.
Отличия от плавящихся электродов
Недостатком и отличием есть то, что при работе электрод плавится. Он не только замазывает своими сплавами швы, но и уменьшается в размерах, в сравнении с неплавящемся. Это приводит к тому, что сварщику необходимо заменять электрод для работы.
Применение неплавящихся электродов:
- работа с заготовками, у которых детали состоят из цветных сплавов;
- надежное соединение листовых материалов;
- соединение крупных размеров цветного металла в больших листах;
- методы перенесения покрытия из одного металла на другой;
- сварка емкостей из метала для многих видов промышленности.
Благодаря технологии неплавящихся электродов можно сварить конструкции из металлов с большим процентом кремния, титана.
Настройка параметров
В первую очередь выбирают оптимальный режим, благодаря которому качество и эффективность сварки получается выше. Направление тока, полярность выбирают, учитывая свойства свариваемых металлов, а величина тока зависит от марки и химического состава деталей, учитывают и диаметр используемого электрода. Правильные параметры опытные мастера выбирают по справочнику.
Напряжение напрямую зависит от длины дуги, поэтому работы производят при минимуме аналогичных размеров и пониженном напряжении, так как при увеличении ухудшается качество соединения.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.