Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG. Но когда под рукой есть только инвертор РДС и требуется соединить две листовые заготовки малого сечения, могут возникнуть трудности. Рассмотрим распространенные ошибки начинающих сварщиков при работе с тонким металлом, а также советы и оборудование ММА, которые помогут справиться с такой задачей.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение «песка» под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет «пропечь» инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.
Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями «Форсаж дуги» и «Антиприлипание», а также «Горячий старт». Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Дополнительные функции
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
«Форсаж» (Arc Force) СкрытьПодробнее
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат «чувствует» сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
«Антиприлипание» (Antistick) СкрытьПодробнее
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
«Горячий старт» (Hot Start) СкрытьПодробнее
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно!
При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например «Антиприлипание». В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
электроды для тонкостенного материала
Метод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.
Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется «козырек». К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов. Удалите с помощью растворителя следы краски, масла, грязи. С помощью болгарки, наждачки или напильника зачистите поверхность до блеска.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин. Можно использовать любые типы струбцины, в том числе магнитные.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком «плюс», а кабель массы подключается к гнезду «минус». Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от «минуса» к «плюсу». При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
- Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
- Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
- Быстро ведите электрод с минимальными поперечными колебательными движениями.
- Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка («набитой руки»), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
- Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
- Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
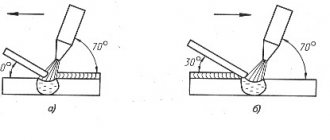
- Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.
Чтобы минимизировать температурные деформации, соблюдайте порядок провара длинных швов. Например, при сварке крупной емкости (бак для душа, топливный бак автомобиля), начинайте варить с конца стыка, ведя шов на себя. Проваривайте по 8-10 см и продвигайтесь вперед. Новый шов заканчивается на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, но за счет большого количества швов такие «волны» будут едва заметны, чем один большой прогиб плоскости при сварке сплошным швом слева направо.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Выбор сварочной маски
Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество «зайчиков», помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Виды дуговой сварки
Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.
Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Бензиновая горелка для пайки своими руками
Бензиновая горелка своими руками
Бензиновые горелки довольно часто выручают рыболовов. Их можно разделить на 3 основных вида:
- Бензиновые или работающие на других типах жидкого топлива.
- Работающие на газе.
- Мультитопливные.
Последний тип горелок предназначается для работы на различных видах топлива. Так уж случилось, что бензиновые аппараты появились несколько раньше, чем газовые. Несмотря на то, что прошло уже достаточное количество времени с момента появления газовых горелок, бензиновые горелки используются и в наше время.
Причем, они не просто используются, а используются все интенсивнее. Все дело в том, что каждый тип горелок обладает рядом как достоинств, так и недостатков. При определенных условиях бензиновые горелки показывают лучшие результаты и высокую эффективность. Данная статья направлена на то, чтобы ознакомить читателей с достоинствами бензиновых горелок.
Классификация горелок
Конструкционные особенности горелок зависят от того, какой вид топлива используется. Например:
- Существуют горелки, которые работают исключительно на бензине и ни на каком больше горючем.
- Существуют конструкции, которые кроме бензина, используют еще и керосин.
- Работа любых видов горелок требует особого устройства, способного поддерживать давление на постоянной основе. В связи с данным фактором, данные устройства классифицируются и по этому способу.
- Встречаются конструкции, в которых отсутствует насос, а другие аппараты оборудованы насосом.
- Горелки так же классифицируются по способу крепления емкости с топливом.
- Некоторые виды горелок сконструированы так, что емкость с горючим находится отдельно от горелки и горючее подается к горелке через шланг. Существуют горелки, где емкость с горючим и горелка составляют единую конструкцию.
Нужна ли бензиновая горелка на рыбалке?
- Очень интересный вопрос, поскольку бензиновая горелка имеет определенный вес и занимает некоторое полезное пространство. Когда осуществляется выезд на рыбалку, то считается каждый килограмм лишнего веса. Многие, отправляясь летом на рыбалку, обходятся без бензиновых горелок, поскольку можно без проблем разжечь костер. Но не всегда всем везет и бывают такие ситуации, когда разжечь костер не получается, особенно в условиях непогоды. Если деревянные ветки сильно намокли, то без дополнительных усилий и приспособлений они не загорятся. Наличие бензиновой горелки поможет разжечь костер без особого труда, даже, если ветки мокрые. Кроме этого, на бензиновой горелке можно нагреть чайник с водой или приготовить еду.
- Бывает и другая ситуация, когда рыбалка осуществляется до темна и разжигать костер никто не хочет из-за усталости. В таком случае проще воспользоваться горелкой, чтобы быстрее приготовить ужин, хотя и поздний.
- Когда надолго установилась холодная и мокрая погода, то бензиновая горелка всегда выручит и не придется думать, на чем готовить чай или еду.
Купить или сделать бензиновую горелку своими руками
Самый простой вариант – это приобретение аппарата в магазине, тем более, что производитель предлагает различные модели. Определить, какая из разработок наиболее подходящая, весьма трудно из-за особенностей в конструкции.
Некоторые модели обладают слишком большим весом, что не позволяет их брать с собой, тем более, если нет транспорта. При наличии транспорта подобный фактор не имеет принципиального значения.
Промышленные образцы отличаются высокой ценой, а для их нормальной работы требуется только качественный бензин.
Что касается самодельных газовых горелок, то здесь так же имеется несколько вариантов их изготовления. Для самостоятельного изготовления пойдут уже бывшие в употреблении детали от бензиновых горелок. После сборки получается качественное и эффективное, а главное работоспособное устройство.
Такой подход под силу любому, даже неопытному рыболову. Работает бензиновая горелка по принципу смешивания паров бензина и потока воздуха. Горелка сконструирована так, что эта горючая смесь подается в область горения постоянно, чем и поддерживается процесс горения.
При этом, в самодельных горелках почему-то горят и более низкие сорта бензина, по сравнению с промышленными разработками.
Самостоятельное изготовление различных принадлежностей для рыбалки имеет свои плюсы. Самое главное это то, что каждый из мастеров получает в результате тот аппарат, который ему необходим. При этом, каждый из них для изготовления использует свои запасные части, которые соответствуют определенному способу изготовления.
Способ первый
- Для изготовления первой горелки понадобится две консервные банки, которые обычно выбрасываются. Чтобы их использовать по назначению, их очищают от грязи и тщательно моют, после чего сушат.
- Берется одна из банок и в ее дне гвоздем пробивается 4 отверстия. Такие же отверстия делают на боковой стороне банки по всему периметру.
- Боковая часть банки отрезается на удалении 3-х см от дна. В результате получается верхняя часть горелки.
- Берется вторая банка и так же обрезается по всей окружности на такую же высоту.
- Вторая часть банки будет служить днищем будущей горелки. На дно банки ложится ватка, после чего нижняя часть горелки накрывается верхней.
- Бензин заливается сверху через пробитые отверстия. В результате бензин удерживается ваткой, а воспламеняются только пары. Горелку можно поджечь.
- Устройство подобной горелки достаточно простое. К сожалению, оно еще и одноразовое, поскольку после применения, на применение во второй раз можно не рассчитывать.
Способ второй
Вторая конструкция более сложная, но она и более практичная, поскольку не одноразовая.
Что для этого нужно:
- Саму горелку придется купить в магазине.
- В качестве компрессора подойдет автомобильная камера. К сожалению, ее время от времени нужно наполнять воздухом, для поддержания давления на нужном уровне.
- В качестве топливного бака подойдет 2-х литровая канистра, в крышке которой проделываются 2 отверстия, куда вставляются трубочки. Одна из них должна доставать до дна канистры, а вторая – до половины.
- Для ресивера подойдет прозрачная пластиковая емкость, которая может плотно закрываться крышкой. Объем ресивера – 10 литров.
Этапы сборки:
- В топливный бачок, где-то на половину, заливается бензин.
- На вход компрессора желательно установить фильтр самой простой конструкции. Для этого используют пластмассовую воронку, на которую следует натянуть капроновый чулок.
Как работает подобное устройство
Воздух из компрессора подается в ресивер, который сглаживает неравномерность давления. После этого, он попадает в бак с бензином, в результате из бака уже вытесняется горючая смесь воздуха и паров бензина. Эта смесь попадает на горелку, остается только ее поджечь.
Способ третий
Для подобного изделия потребуется металлическая плоская баночка, пемза и не большое количество бензина.
Как собрать изделие.
- В металлическую баночку, достаточно плотно набивается пемза, практически полностью.
- После этого, ее следует пропитать бензином. Делается это очень аккуратно, чтобы бензин не разливался. Изготовление горелки закончено. Такая горелка может давать тепло на протяжении 15-ти минут. На ней можно приготовить скромный обед или обогреть палатку в экстремальных условиях.
Профилактика от засорения
- В процессе работы бензиновая горелка может засоряться, поэтому лучше использовать качественный бензин, с большим октановым числом.
- Если использовать специальные присадки для бензина, то можно решить проблему засорения горелок. Подобные присадки применяются в инжекторных двигателях.
- Чтобы горелка не отказала в самый неподходящий момент, ее лучше почистить после использования.
Чем лучше бензиновая горелка, по сравнению с газовой?
- Бензиновая горелка использует топливо, которое можно приобрести на любой заправке. Что касается газа, то нужно еще поискать заправку, где заправляют газовые баллоны. Поэтому можно сделать вывод, что бензин, намного доступнее, по сравнению с газом.
- По мере того, как вырабатывается газ в газовой горелке, ухудшается качество ее работы, чего не скажешь о бензиновой горелке.
- Вдали от цивилизации, хотя и случайно, но можно раздобыть немного бензина, а вот газ вряд ли удастся найти.
- Бензиновые горелки отличаются легкостью и компактностью. Их можно поместить в рюкзак и взять с собой в поход.
Работа в экстремальных условиях
В условиях разреженности воздуха бензиновая горелка никогда не откажет, а вот газовая горелка либо будет гореть плохо, либо вообще не будет гореть.
Как правильно выбрать бензиновую горелку в магазине
Выбор горелки в магазине – это не простое дело, особенно в условиях, когда имеется возможность выбора. Главное – это определить заранее критерии, по которым и будет выбираться горелка, в зависимости от предполагаемых условий ее работы. На что же нужно обращать внимание:
- Лучше выбрать ту модель, у которой имеется разъемное соединение, отделяющее насос от горелки. Это упростит задачу по чистке насоса, если это необходимо.
- В инструкции должно быть указано, насколько быстро можно вскипятить 1 литр воды в стандартных условиях.
- Здесь же должно быть указано, сколько горючего уходит на то, чтобы вскипятить тот же 1 литр воды или указываться расход топлива за единицу времени.
- Если вес имеет принципиальное значение, то на эти данные так же следует обращать внимание. При наличии транспорта это не принципиально.
- Желательно определиться с наличием запасных частей. Любой аппарат рано или поздно выходит из строя, и горелка не является исключением. Если запасных частей для ремонта нет, то, в случае неисправности, ее придется просто выбросить.
- Наличие ветрозащиты – это еще один немаловажный фактор, который может повлиять на процесс выбора.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями