При нагреве чугуна углерод выгорает, и металл становится хрупким, разрушается. Соединить детали, исправить дефекты лучше холодной сваркой чугуна. Высокоуглеродистый сплав не перегревается, графит между кристаллами сохраняется. Соединение холодным способом выполняется медными электродами и подходит для швов с небольшими нагрузками.
Холодной сваркой называют совершенно разные по технологии процессы: соединения медными электродами и заделка дефектов специальным клеевым составом. Каждый метод имеет свои преимущества, недостатки.
Холодная сварка чугуна (Фото: Instagram / budmetpro)
Определение, назначение
В этой статье мы подробно рассмотрим такое универсальное и современное средство как «Холодная сварка», детально опишем области применения и разберем все нюансы при его использовании. Многие простые обыватели, услышав это определение, наверняка приходят в замешательство – что это такое и как сварка вообще может быть «холодной»? По сути, это особая клей-замазка, применяемая для соединения различных деталей, на основе эпоксидной смолы и наполнителя, отвечающего за прочность и термостойкость. Металлический порошок в наполнителе, делает шов после его высыхания похожим на сварной. От сюда он и берет свое название.
Сразу хочу сказать, что бы вы не путались в дальнейшем, такое понятие как «Холодная сварка» также встречается в промышленности, где производится соединение мягких металлов под большим давлением, данная технология, кроме названия, с нашим клеем не имеет ничего общего.
Данное средство широко применяется в области ремонтных работ при эксплуатации транспорта, трубопроводов систем отопления, водоснабжения и сантехники. Простота и эффективность в работе, без использования специального оборудования, позволяет быстро и качественно справиться с возникшими проблемами.
Холодная сварка отлично справляется с устранением, пробоин и дыр, например в бензобаке, радиаторе, глушителе и другими небольшими дефектами поверхностей из металла, также с ее помощью можно восстанавливать резьбовые соединения, путем создания копий недостающих болтов – для этого достаточно вылепить нужную форму и, пока масса не успела застыть, нарезать резьбу обычной гайкой.
Стоит отметить, что данный вид сварки оптимален в условиях, где соединяемые детали не несут серьезных нагрузок при эксплуатации. В отличие от традиционного шва, выполненного профессиональным сварочным аппаратом, сцепление, произведенное холодной сваркой, будет значительно ниже. Поэтому это средство является хоть и надежным, но временным решением, которое позволит остановить течь или добраться до сервисного центра, где уже будет возможно произвести капитальный ремонт. Именно по этому, необходимо четко осознавать цель, к которой вы хотите прийти в результате работы. Если вы, к примеру, хотите сварить батарею, закрыть небольшие отверстия, отремонтировать трубы в доме и так далее, то холодная сварка вам не только подойдёт, но и будет куда более удобной в использовании, чем свой обыкновенный аналог. Однако, если вы считаете что на деталь может оказываться физическое воздействие, то лучше воспользоваться обыкновенной сваркой, для того что бы предотвратить ситуацию, когда ваша работа окажется напрасной из-за применения силы на шов.
Виды
Клей «Холодная сварка» можно разделить на две основные группы, классифицирующихся в первом случае – по агрегатному состоянию, в котором она находится перед использованием, во втором – по специфике назначения.
По составу
Жидкая двухкомпонентная
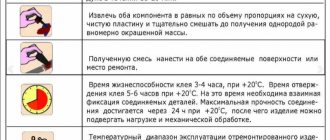
Жидкая состоит из двух компонентов, то есть её состав – двухкомпонентный и распределен по разным тюбикам в одном из которых находится отвердитель, во втором – наполнитель. Способ её применения заключается в том, что перед тем как начать работать необходимо, смешать данные составы в пропорции 1:1 (если иное не указано в инструкции) до получения однородной массы. Преимущество такого клея заключается в возможности многократного его использования, в отличие от остальных видов холодной сварки, которые после вскрытия и смешивания хранению не подлежат.
Пластилинообразная
Пластилинообразная разновидность сварки называется так не случайно. Она действительно похожа на обыкновенный детский пластилин. Перед применением её необходимо размягчить. Именно размягчение служит причиной тому, что элементы состава сварки вступают в реакцию между собой.
Производители обычно их выпускают в форме брусков или цилиндров, состоящих из двух слоев:
- сердечника – эпоксидной смолы, перемешанной с металлической пылью и различными добавками;
- внешней оболочки – отвердителя.
По целевому использованию
Для работы с металлами
Здесь название говорит само за себя – сварка для работы с металлами предназначена для соединения между собой различных видов металла. Для наилучшего сцепления, в зависимости от вида «профильного» металла в состав могут входить порошок из стали, алюминия, чугуна и прочих металлов.
Для алюминия
Может выпускаться в виде жидкости или мастики на основе эпоксидной смолы со стальным порошком. Для значительного улучшения адгезии, и устойчивости к агрессивной среде, в состав клея входят особые присадки. Соприкасаясь с металлом, средство разрушает оксидную пленку, начиная смешиваться со структурой материала из алюминия.
Если изделие в будущем будет применяться для хранения питьевой воды или продуктов питания, то применение клеящего материала на основе эпоксидной смолы – категорически запрещается!
С помощью данной холодной сварки можно эффективно и быстро отремонтировать:
- алюминиевые крылья автомобиля;
- головки цилиндров авто;
- радиаторы автомобиля;
- трубопроводы из алюминия или сплавов;
- панели кузова и прочие детали автомобилей.
Рекомендуем! Сколько штук электродов находится в пачке
Марки: Mastix, «Титан», Cosmopur 819, WURTH Liquid Metal, «Эпокси металл Момент», ASTROhim ACE-9305, Abro Steel, PERMATEX Cold Weld, COSMO PU-200.280 COSMOFEN DUO.
Для чугуна
Актуальность использования холодной сварки для чугуна состоит в основном в устранении бытовых проблем, связанных с неисправностями и дефектами труб отопления. Следует иметь в виду, что на такой вид сварки для чугунных материалов, также не стоит возлагать больших ожиданий, и сгодится лишь для заделывания небольших пробоин и соединения негабаритных деталей. Наполнителями служат эпоксидная смола и чугунный порошок.
Марки: MASTIX, Loctite 3450, ASTROhim, Алмаз, Abro Steel.
Универсальная
Универсальную же можно использовать для того что бы склеить между собой различные материалы. Например, дерево, или полимерный материал.
Для ремонта автомобиля
С холодной сваркой для ремонта автомобиля сходна сварка для работы с металлами. Это сходство заключается в том, что они обе предназначены для работы с металлическими деталями, однако, в составе сварки для ремонта автомобилей металлический наполнитель разработан специально для автомобилей, что позволяет сделать её максимально эффективной именно для этой цели, например, при восстановление резьбы.
Для работ в различных условиях
Данная сварка характеризуется тем, что за счёт своего специфического состава способна выдерживать нагрузки, оказываемые в сложных условиях, где длительное время может подвергаться воздействию таких неблагоприятных факторов, как: высокая или низкая температура, давление, вибрации, вода, растворители.
Термостойкая
Или высокотемпературная – холодная сварка, способна выдерживать большую температуру – свыше +150° С и, как правило, низкую – ниже – 20° С. Данные значения являются пороговыми для большинства недорогих составов. Термостойкая сварка сохраняет свои свойства, позволяя сварному шву не терять прочность, в отличие от традиционной сварки, где шов просто начнет трескаться. Некоторые производители предлагают составы выдерживающие температуру до 1500° С. Ассортимент высокотемпературной холодной сварки на рынке довольно таки обширен и с его поиском у покупателя не должно возникнуть никаких проблем, так как на упаковках в самом названии марки, как правило, уже указано, что она термостойкая.
Марки: MASTIX, Алмаз, Титан, AVS AVK, Аметист, ASTROhim, ABRO термосталь
Водостойкая
Водостойкие составы холодной сварки, как вы уже поняли из названия, способны длительное время выдерживать сопротивление воде. Часто востребованы при ремонте сантехнического оборудования. Во влажной среде или при непосредственном контакте с водой они не теряют своих эксплуатационных качеств, поэтому их можно наносить на влажную поверхность или, например, на трубу, прямо поверх течи. Водостойкая сварка, как правило, двухкомпонентная, также, для удобства нанесения на места соединения труб, выпускают в виде жидкой или полужидкой формы, способной схватываться прямо в воде, но, это уже, скорее – герметики, которые не обладают повышенной прочности на разрыв.
Марки: Tangit Epoxy-Lock от Henkel, UHU Repair All Powerkit UHU , Оскол, Penosil, Grand Caratt, LAVR Metal FIX.
Популярные бренды, характеристики
| Марка | Для материалов | Температура применения | Температура эксплуатации | Сила отрыва, Н | Максимальное время использования подготовленной массы | Фиксированное время схватывания | Полное время застывания |
| Алмаз | черные и цветные металлы, пластмассы, стекло, керамика, дерево, мрамор, бетон, гранит, оргстекло | от +5°С до +35°С | до +145°С | 120 кг/кв см | 10 мин | 20 мин | 1-2 дня |
| Титан | ПВХ, линолиум, металл, дерево, стекло, керамика | от +5°С до +30°С | до +130 | 381 | 10 мин | 30 мин | 1 день для ПВХ – 2дня |
| Hi-Gear | до +260 | 335 | 5 мин | 15 мин | 1 час | ||
| Mastix | чугун, медь, алюминиевые сплавы, дерево, керамика, фарфор, мрамор | от -10 | -60 – +150(250 термост) | 7 мин | 18 мин | 3 часа | |
| Poxipol | до +120 | 214 | 7 мин | 30 мин |
Наиболее популярные марки холодной сварки, представленные на рынке:
- Алмаз. Выпускается в форме пластичного стержня клеящего компонента, покрытого оболочкой отвердителя. Совместимость со склеиваемыми материалами определяется параметрами наполнителя, хотя есть универсальный вариант;
- Титан – двухкомпонентный клей в жидкой форме. Правильно подготовленная смесь обеспечивает самый высокопрочный адгезионный стык. Основное применение получил для ремонта металлических деталей;
- Hi-Gear. Надежный состав для универсального применения в виде одного стержня, покрытого отверзающим ингредиентом. Среди недостатков – высокая цена бренда относительно конкурентов;
- Mastix. Форма выпуска – получивший распространение одностержневой вариант. Сохраняет свойства в большом диапазоне температур: от -60° С до +150° С и может применяться для ремонта труб и емкостей без удаления содержащихся в них жидкостей. Недостаток в коротком, не превышающем 7 минут периоде жизнеспособности подготовленного состава;
- Poxipol в исходном виде представляет собой два раздельно хранящихся пластичных компонента: эпоксидную составляющую, обогащенную модифицирующими добавками и наполнителями для склеивания различных по природе материалов, ингибитор полимеризации.
Принципиальные отличия клея от разных производителей заключается в использовании при производстве инвариантных марок эпоксидов, модифицирующих добавок, наполнителей, катализаторов либо ингибиторов полимеризации смол.
Сложности
В чугунных сплавах высокое содержание углерода. Часть графита находится в кристаллах, остальной располагается между зернами. При его выгорании связи нарушаются, металл может рассыпаться при ударе. Это свойство чугуна создает препятствие для традиционных способов соединения заготовок.
Второе препятствие — низкая теплопроводность металла, которая приводит к образованию трещин по границе нагрева. Набрав тепло, материал медленно остывает, долго остается горячим. Применяют специальные чугунные электроды марок ОЗЧ, МНЧ. При этом возникают сложности:
- различные оксиды в составе чугуна окисляются при температуре ниже, чем сам чугун, образуется непровар;
- в околошовной зоне образуется твердый и хрупкий цементит;
- температура плавления электрода больше, чем основного металла, соединение материалов происходит плохо;
- чугун характеризуется высокой жидкотекучестью и удержать его в сварочной ванне сложно;
- при сварке углерод сгорает, газы образуют поры и воздушные раковины в шве.
Перед соединением с помощью графитового и чугунного электрода, высокоуглеродистые материалы традиционно нагревают, применяя ступенчатую технологию поднятия температуры и выдержку до полного прогрева. Различают 2 процесса сварки:
- высокотемпературная — горячая, с нагревом 600 – 650⁰;
- полугорячая — 350⁰.
Для крупных деталей процесс выдержки в печи длится 20–24 часа. После заварки дефектов и соединения заготовок, делается длительный отпуск. Процесс занимает много времени, более 2 суток.
Инструкция по применению
Как правильно пользоваться холодной сваркой? Ответ прост – следовать инструкции. Ровность шва, то, какую температуру он способен выдержать, какое давление и так далее напрямую зависят от того, насколько четко вами были применены на практике советы производителя из инструкции, здесь же приводится общая сема указаний.
Вкратце отметим, что необходимо иметь при себе:
- сварочный состав;
- абразивный материал (наждачная бумага);
- растворитель (ацетон);
- струбцин или зажим;
- перчатки.
Краткая схема этапов использования клея холодной сварки:
- зачистка поверхности;
- обезжиривание;
- просушка;
- приготовление клея;
- нанесение и фиксация зажимом;
- ждем полного отвердевания.
Чуть более подробное описание всех этапов читайте ниже.
Подготовка
Для получения более надежного соединения в первую очередь следует правильно подготовить склеиваемую поверхность:
- зачищаем ее наждачной шкуркой или шлифовальной бумагой от грязи и ржавчины;
- обезжириваем, для этого протираем ацетоном или другими техническими растворителями;
- в принципе, холодная сварка способна справится и с мокрой поверхностью, но для лучшего схватывания клеящего состава, лучше тщательно ее просушить.
чем глубже и чаще получатся царапины на обрабатываемой поверхности металла, тем крепче и надежнее будет держаться сварочный шов
Далее, приступаем к получению самой сварочной массы. Жидкие двухкомпонентные составы тщательно перемешиваем, в указанных на упаковке пропорциях, которые необходимо обязательно соблюдать, чтобы предотвратить потерю и ухудшение рабочих качеств.
Для твердых составов:
- отрезаем кусочек нужного размера от цилиндра холодной сварки, при этом, для соответствия изначальных пропорций отвердителя и эпоксидной смолы, разрез следует совершать строго поперек цилиндра;
- полученный кусочек хорошо разминаем до получения мягкой однородной массы.
- желательно смачивать руки (перчатки) водой, так как большинство средств хорошо к ним липнут, что также может негативно сказаться на пропорциях.
Как уже упоминалось ранее – во время смешивания, компоненты холодной сварки вступают между собой в химическую реакцию, в результате состав немного нагревается – это нормально.
Нанесение
В процессе нанесения холодной сварки следует руководствоваться их техническими характеристиками, где, например, присутствует такое понятие как – время первичного отвердевания, у большинства образцов которых, оно составляет в среднем 10-15 минут. Это время, после которого начинается процесс полимеризации и клей становится малопригодным для создания надежного соединения. Поэтому следует учитывать, какое количество клея вы успеете использовать и сколько его вам нужно приготовить, чтобы уложиться за данный промежуток времени.
При склеивании двух поверхностей, их следует надежно зафиксировать с помощью зажимов. Если вы при помощи холодной сварки собираетесь устранить образовавшееся отверстие, то для большей надежности, желательно чтобы немного сварочной массы попала внутрь него. Большие отверстия фиксируют металлической латкой. Все соединения должны прилегать максимально плотно и герметично, для улучшения эффекта, например для труб, лучше воспользоваться обтягивающими жгутами.
После проведения всех работ, оставшиеся на поверхности остатки и мелкие части материала следует убрать заранее, так как после засыхания, это сделать будет довольно таки сложно.
Если требуется сделать второй слой замазки, тогда, прежде чем наносить его поверх первого, нужно дождаться полного застывания начального слоя, который не должен превышать толщины в 6 мм.
Сколько сохнет холодная сварка, зависит от марки производителя и температуры окружающей среды, следует иметь ввиду, что время полного схватывания не равно времени первичного отвердевания. Время полного застывания может варьироваться от 1 часа до суток, после чего свариваемый участок можно красить, или придать ему необходимую форму при помощи напильника или наждачной бумаги.
Для ускорения процесса схватывания, можно немного разогреть поверхности соединений.
Если требуется проверить качество соединения, то для этого следует подогреть место сварного шва, если вы заметите на нем появление вздутий, пузырей и каких либо деформаций, значит клей схватился некачественно и всю процедуру следует переделать заново.
Соблюдение правил безопасности
Как и с другими скрепляющими материалами, при работе с холодной сваркой следует придерживаться определенных мер по соблюдению правил безопасности. В первую очередь следует иметь ввиду, что в состав данного клея входят эпоксидные и аминовые смолы, которые в неотверженном состоянии могут быть крайне токсичными и ядовитыми для человека. Поэтому надо избегать непосредственного контакта материала с кожей и, в особенности, со слизистой оболочкой. Если клей все же попал на кожу, то достаточно промыть место контакта водой с мылом или протереть денатурированным спиртом, в случае попадания в глаза – немедленно промыть водой и обратиться за помощью к врачу.
Работы желательно проводить в проветриваемом или с приточно-вытяжной вентиляцией помещении, так как в процессе полимеризации эпоксидная смола выделяет вредные пары. Теоретически, холодная сварка в застывшем состоянии уже не представляет опасности, за исключением случаев, когда она может каким либо образом контактировать с едой – здесь категорически запрещается ремонтировать холодной сваркой посуду для хранения и приготовления пищи. При шлифовке застывшего материала, во избежание попадания пыли в дыхательные пути и на слизистую, обязательно надевают очки и респиратор. Хранить клей сварку рекомендуется в оригинальной упаковке в сухом, холодном месте (от +5 °С до -35 °С), защищенном от попадания прямых солнечных лучей.
Хоть пластилинообразные виды сварки чем то и напоминают детский пластилин, но они точно не для детей. Поэтому следует позаботиться о том, чтобы место хранения данного состава было для них недоступно.
Еще раз вкратце по пунктам:
- избегаем прямого контакта с составом;
- при работе используем перчатки и, при необходимости – защитные очки;
- при попадании на кожу незамедлительно промываем место водой с мылом, при попадании в глаза – обращаемся к врачу;
- при работе в помещении, оно должно быть проветриваемым или вентилируемым; не допускаем контакта с продуктами питания;
- при хранении не оставляем под прямыми солнечными лучами;
- бережем от детей.
Описание состава
Основу реакционного клея для металлов и пластика составляет полимер с высокими показателями прочности — эпоксидная смола.
Это двухкомпонентное средство, в состав которого обязательно входит отвердитель — именно он отвечает за способность эпоксидки загустевать.
Иногда встречается твердый отвердитель, такой материал активирует свои свойства под воздействием воздуха и после перемешивания.
Материал отличается отличной проникаемостью, что позволяет ему качественно устранять самые мелкие углубления или трещины. Масса пластична и однородна.
Для придания дополнительных качеств в холодную сварку добавляют серу, стальной порошок, пластификаторы. В замазке для радиаторов присутствие таких добавок обязательно.
Плюсы и минусы
Для начала разберем основные преимущества холодной сварки:
- доступность продукта для потребителей, можно купить в любом авто или строительном магазине, большой выбор в зависимости от условий использования и назначения;
- легкость применения, для этого нет необходимости иметь специализированную квалификацию и особое оборудование, соединение элементов можно производить без их предварительного демонтажа;
- скорый результат, способен быстро оказать помощь в некоторых экстренных и непредвиденных ситуациях, благодаря пластичности клея, из него можно создавать латки любой формы и даже замещать утраченные детали;
- при данном виде сварки в отличие от традиционной, поверхности не подвергаются воздействию высоких температур и не деформируются;
- зачастую, является единственным способом соединить детали из алюминия и меди, а также ремонта емкостей, содержащих взрывоопасные и горючие вещества.
Основные недостатки:
- сварочные швы из холодной сварки не могут так же хорошо сопротивляться усилиям, направленным на их отрыв, то есть они не являются такими же крепкими, как швы, получаемые в результате использования обыкновенной сварки;
- данный материал не предназначен для масштабных работ и не годится для заделывания более крупных дефектов;
- поверхности перед соединением нужно тщательно очищать для предотвращения ухудшения качества сцепления.
ОЗЧ-2
Это медные электроды для сварки чугуна (медный сердечник) с кислым покрытием. Имеют ограниченную сферу использования — применяются для работы только с ковким (мягким и вязким) и серым чугуном. Спектр работ — холодная сварка, а также наплавка и заварка дефектов литья при восстановлении чугунных изделий. Длина валика, которыми рекомендуется выполнять сварку, — небольшая, в диапазоне 30… 50 мм. Полученный валик необходимо охладить до 60 °С и далее проковать несильными ударами молотка. Перед сваркой электрод следует прокалить в течение часа при температуре 190-210 градусов. Сварка допустима в нижнем и вертикальном положениях постоянным током обратной полярности.
Советы при выборе
При выборе лучшей холодной сварки следует уделить большое внимание ее составу. Именно этот критерий играет самую важную роль. Наполнитель, необходимый именно вам вы можете выбрать в зависимости от того, с каким материалом предстоит работа. Например, при склеивании двух металлов наполнитель стоит выбирать с содержанием такого же (сталь для стали, чугун для чугуна, алюминий для алюминия), или хотя бы не менее прочного металла, что можно объяснить тем, что максимальная однородность между металлами повышает выдерживающий коэффициент.
Также следует обращать внимание на температурный диапазон эксплуатации, при которой состав сохраняет свои технические показатели – высокотемпературная сварка, как правило, гораздо прочнее.
Что касается конкретной марки холодной сварки для металла с наилучшими показателями на силу отрыва и сдвиг, то здесь бесспорным лидером является составы марки «Титан».
Распространенные мифы о холодной сварке
Активное внедрение в оборот понятия «холодная сварка» естественным образом повлекло за собой возникновение, развитие и распространение не только качественно объективных отзывов и оценок свойств этого клеящего состава. Как водится, получили распространение многие, мягко выражаясь, не совсем корректные. Пристальное изучение свойств, присущих эпоксидным клеям, позволяет сделать оценку всех существующих в реалиях качеств и мифов о них:
- Миф 1: клеит всё. Реалии: клеящие эпоксидные составы совершенно не пригодны для склеивания всех марок полиэтилена, полиэтилентерефталата, поливинилхлорида, фтор полимерных материалов и подобных им по молекулярному строению. Объясняется это физико-химическими свойствами полимеров.
- Миф 2: не токсична в неполимеризованном состоянии. Реалии: в не отвержденном виде эпоксидные смолы являются достаточно ядовитыми веществами. Самые распространенные в производстве клея холодная сварка жидкие эпоксидные диановые смолы относятся, в соответствии с классификацией ГОСТ 12.1.007, ко второму классу опасности – высоко опасным веществам.
- Миф 3: универсальная одинаково хорошо клеит любые материалы. Реалии: универсальные марки пригодны для создания клеевых соединений различных материалов, но удовлетворительного качества. Хорошего качества соединения можно добиться исключительно с применением специализированных составов.
- Миф 4: соединения получаются прочнее, чем склеиваемые материалы. Реалии: на самом деле, холодная сварка abro обеспечивает усредненную силу отрыва в 235 Н, а лидер по этому показателю холодная сварка Титан – 381 Н. Но такие показания пригодны для разрушения только средних по качеству алюминиевых сплавов.
- Миф 5: холодная сварка не проводит ток. В реальности же все зависит от состава наполнителя, где может присутствовать металлический порошок, в случае если средство предназначено для склейки металлических поверхностей и в данном случае соединительный материал будет проводить электрический ток.