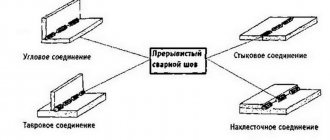
Что такое сварка кузова автомобиля
Сваривание кузова легковушки – это трудный процесс, независимо от типа сварки будто дугой, точечной или иного типа. Во всяком случае она нуждается в отличном сварном аппарате для работ на обшивке авто, большого умения и профессионализма сварщика – всё это в сочетании обеспечит хороший итог.
Неимение надлежащего опыта и подходящего сварочного агрегата не даст возможности получить точность и тонкость шва.
Работы со сваркой на кузове нужно осуществлять в специально устроенной для этого комнате, где предусмотрена розетка с подсоединением к сети с необходимыми составляющими частоты, силы тока, уровня напряжения, либо подсоединение газа.
Сваривание кузова собственноручно получится проделать только в нетрудных ситуациях и для реставрации обшивки в местах, где красота шва не играет большой роли.
Что нужно знать про цинковый слой и его толщину
Из-за легкоплавкости защитного слоя сварку кузова автомобиля эксперты считают непростой задачей. Добиться качественного соединения поможет присадочный материал с медно-кремниевой или алюминиево-бронзовой составляющей для работ.
Прежде чем заделать определенное отверстие, его предварительно нужно очистить, если окно имеет внушительный диаметр, специалисты применяют конусные вставки. Толщина детали авто также имеет значение, при показателе свыше 2 мм в процесс внедряют пробки или перегородки, которые создаются из низкоуглеродистого металла.
Столкнувшись с незначительными проколами, перед произведением сварки кузова оцинковкой диаметр отверстия рассверливается до размера в 18-20 мм. А внутреннюю поверхность делают максимально гладкой, недопустимы следы резьбы, коррозии или другие загрязнения.
Тонкости сварки кузовов
Большая часть навесных, защитных деталей машины имеет сравнительно малую толщину – 0,8-1 мм. Только силовые участки, пороги, лонжероны, поперечная балка достигают 2 мм толщиной. Такие различия показывают сложность использования одного и того же типа сварки для возобновления кузова автомашины.
Потому понадобится проделать анализ нанесённого вреда и наметить лучшие свойства будущего шва.
Ещё нужно принять во внимание такие аспекты:
- Месторасположение дефекта. Отражается на комфорте реализации работ и на выбор метода сваривания;
- Характер разрушения – точечное, по типу разрыва или трещины. Это скажется на размерах свариваемого шва;
- Потребность применить заплату. Требуется при большом нарушении кузова.
Выявив форму повреждения, приняв к сведению все вышеупомянутые аспекты, можно подобрать сварочный прибор. Если имеющаяся модель не отвечает минимальным технологическим запросам по проведению работ, тогда советуется обратиться в профи автосервис.
Порядок восстановления рамы грузового автомобиля
Восстановление рамы сваркой выполняется для отдельных частей рамы, имеющих маленькие трещины. Конец трещины засверливают сверлом диаметром 3…4 мм, кромки трещины разделывают с обеих сторон зубилом или шлифовальной машинкой (рис. 7, а). Сразу после сварки шов и прилегающие к нему зоны обрабатывают бойком (тупым зубилом, лезвие которого имеет закругление радиусом 2…3 мм), след от лезвия должен быть направлен перпендикулярно линии трещины.
Если трещина выходит на край полки лонжерона и проходит через отверстие для заклепки (рис. 7, б), участок полки с трещиной следует вырезать и на его место приварить такой же ремонтный участок (например, с другой утильной рамы), в котором будет просверлено новое отверстие.
Рис. 7. Схема сварки трещины: а — обработанная и сваренная трещина; б — заменяемый участок лонжерона при прохождении трещины через отверстие для заклепки; 1 — зона обработки трещины; 2 — просверленное, разделанное и заваренное отверстие; 3 — заменяемый участок лонжерона; 4 — трещина
В случае, когда трещина пересекает полку и выходит на спинку лонжерона, для усиления лонжерона (после сварки трещины) к нему может быть приварена дополнительная пластина в виде ромба (рис. 8, а). Если трещина очень длинная, лонжерон можно усилить вставкой из изогнутого листа, привариваемого к полкам внутри лонжерона только продольно или диагонально направленными швами (рис. 8, б). Поперечное расположение сварочных швов на лонжероне разупрочняет его. Выбирая размеры и толщину дополнительных пластин, следует учитывать, что изменение жесткости элементов рамы приводит к перераспределению воспринимаемых рамой нагрузок по ее элементам. Неоправданно усиленные элементы рамы ускорят усталостное разрушение других элементов.
Рис. 8. Схема усиления трещины лонжерона: а — установка накладки; б — установка вставки; 1 — сварка по контуру; 2 — трещина; 3 — вставка; 4 — сварные швы
Восстановление рамы и кабины правкой выполняется для автомобилей, имеющих повреждения в результате дорожно-транспортного происшествия (ДТП). Для восстановления рам и кабин грузовых автомобилей применяются специальные комплексы, например JOSAM i-press, который может быть как напольного исполнения, так и для установки на осмотровой канаве.
Правка кабин. Вследствие ДТП возникает деформация кабины грузового автомобиля: перекос дверного, оконного проемов, деформация задней стенки, стеновых панелей, деформация лонжеронов кабины. Как правило, большинство повреждений можно устранить без демонтажа кабины с шасси. Но в случае деформации лонжеронов кабины или значительного перекоса проемов кабину необходимо в обязательном порядке демонтировать с шасси и установить на стапель.
Для восстановления кабины используется специальный комплект (рис. 9), основными составляющими которого являются силовые башни 2 с комплектующими, стапель 3 и насосная станция 1.
Рис. 9. Комплект для восстановления кабин: 1 — насосная станция; 2 — силовая башня; 3 — стапель
Стапель представляет собой металлическую конструкцию, которая крепится анкерами в пол. Благодаря подвижным салазкам, на него можно устанавливать кабины с разной степенью повреждения. При помощи гидравлических цилиндров основание кабины может быть вдавлено или вытянуто в правильное положение.
Кабина устанавливается на стапель с помощью специальных адаптеров, которые крепятся согласно чертежам и дают возможность править лонжероны кабины и устанавливать их в заводской размер. При этом для каждой марки автомобиля предусмотрены отдельные адаптеры.
Контрольным параметром качественного выполнения работ по правке кабины являются правильно установленное лобовое стекло, зазоры в дверях, панелях облицовки. При выполнении правки лонжеронов кабины на стапеле правильность размеров проверяется чертежами по установке адаптеров и контрольными пальцами, которые должны легко вращаться после выполнения правки. Если кабина, которая правилась на стапеле, не становится на шасси или не попадает на крепежные отверстия, необходимо проверить геометрию рамы с помощью лазерного стенда.
Правку рам осуществляют в вертикальном, горизонтальном и диагональном перемещении (рис. 10). Вследствие ДТП или нарушений технических условий эксплуатации транспортного средства возникает деформация рамы грузового автомобиля либо прицепа/полуприцепа. В подобных ситуациях главное — технически правильно и качественно выполнить работы по правке.
Рис. 10. Виды изгибов и направлений перемещения рамы при восстановлении: а — скручивание; б — вертикальный прогиб; в — горизонтальный прогиб
При несоблюдении технологий в процессе ремонта рам велика вероятность изменения структуры металла, что в свою очередь приведет к невозможности эксплуатации автомобиля целиком. Поэтому при необходимости выполнить правку рамы необходимо в первую очередь оценить качество работ и правильность технологического процесса. Первый шаг при выполнении правки рамы — проведение лазерной диагностики геометрии рамы. При обнаружении деформации рамы выполняется работа по правке рамы. При этом в 90 % случаев нет необходимости демонтировать двигатель с КПП и кабину. Как правило, демонтируется только навесное оборудование: топливные баки, кронштейны запаски, крылья, детали пластиковой облицовки.
Для правки рам используют: гидравлические вертикальные прессы (гидродомкраты) с насосами, цепи с захватами (рис. 11, а); угольники с силовыми цилиндрами для горизонтального перемещения (рис. 11, б); гидравлические струбцины (рис. 11, в).
Рис. 11. Элементы оборудования для правки рам: а — гидродомкрат; б — угольник с силовыми цилиндрами; в — гидравлическая струбцина
Для снятия внутренних напряжений, возникающих при деформации металла, необходимо использовать нагрев, но при этом появляется риск перегрева металла и повреждения элементов конструкции транспортного средства. Чтобы этого избежать, применяются аппараты индукционного нагрева (рис. 12). При таком нагреве не используется открытое пламя, металл нагревается точечно, быстро и равномерно (как по площади, так и по глубине), температура нагрева контролируется и регулируется. Это исключает риск повреждения кабелей, шлангов и нарушения структуры металла, снижается риск возникновения пожара.
В процессе проведения правки рамы в обязательном порядке выполняется проверка соосности заднего моста, а при необходимости — его регулировка. Последствием невыполнения этого требования могут стать повышенный износ шин и боковой увод автомобиля при эксплуатации после правки рамы.
Для того чтобы оценить повреждения рамы и кабины, в комплексы по восстановлению рам и кабин входят системы их обмера. При обмере рам используется система контроля углов управляемых колес. Основными составляющими для комплекта обмера рам в вертикальной плоскости являются диодный лазерный проектор 1 с аккумулятором и зарядным устройством, уровни и измерительные шкалы 2 (рис. 13). Крепление проектора и шкал осуществляется за счет магнитов.
Рис. 12. Аппарат для индукционного нагрева (а) и схема его работы (б)
Рис. 13. Обмер рамы в вертикальной плоскости: 1 — лазерный проектор; 2 — измерительные шкалы
Для обмера рам в горизонтальной плоскости (рис. 14) лазерный проектор 1 крепится на колесах автомобиля, а луч проектора направляется на шкалы 2, установленные сзади и спереди автомобиля.
При измерении определяется разность расстояний А между задней (передней) осью и центром автомобиля.
При обмере кабин используется лазерная система для стереоскопического обмера кабин грузовых автомобилей.
Рис. 14. Обмер рамы в горизонтальной плоскости: 1 — лазерный проектор; 2 — измерительные шкалы
Разновидности аппаратов сварки
- Агрегат на переменном токе. Сварные приборы пользуются популярность у автовладельцев, но их применение имеет следующие недостатки: нужно время на освоение сварочным прибором, завариваемые швы имеют невысокое качество, из-за габаритного размера аппарата, тогда электрод не в состоянии достать до некоторых участков. Аппарат способен варить толстый металл, превышающей 5 мм. На кузове автомашины нередко используется железо 3 мм, в итоге детали насквозь прожигаются этой сваркой.
- Инвертор – это устройство для починки кузова, подойдёт для скорого исполнения работ, образования хорошего качества свариваемых швов, для применения прибора в условиях низкого напряжения электросети. Среди минусов: восприимчивость к пыли, дорогая цена на агрегат, толщина железа не может быть больше 3 мм.
- Углекислотный полуавтомат. Такой агрегат для сварки имеет следующие достоинства: можно проводить сварку металлов 0,8-6 мм. Образуется тщательный, высококачественный сварной шов, когда применяется аргон можно восстанавливать детали цветных металлов, нет потребности в сохранении неисчезающей дуги. К минусам полуавтомата относятся: приличная масса и размеры, потому прибор можно применять в границах гаража. Прибор включается в работу с помощью розетки.
Точечная сварка с Telwin Digital Car Spotter 5500
Digital Car Spotter 5500 – трехфазный аппарат точечной конденсаторной сварки с микропроцессорным регулированием. Он оснащен контрольной панелью, с помощью которой автоматически задаются параметры сварки. Вам только нужно учесть используемый инструмент и толщину свариваемого листа. Небольшой, но многофункциональный аппарат Digital Car Spotter 5500 дает возможность выполнять работы любой сложности по кузовному ремонту в автосервисе, имея для этого стандартный и дополнительный набор инструментов и оснастки. Также незаменимым будет такой аппарат в мелкосерийном производстве. В стандартном наборе к аппарату прилагается пистолет для приварок шпилек, шайб, обратный молоток, набор аксессуаров. В дополнительный набор входит: тележка для удобной транспортировки, с-образные клещи, универсальное рихтовочное устройство, разогревающий электрод, оснастка для вытяжки ребер жесткости, держатель для приварки волнистой проволоки, а также зажимы для кузовных работ, обратные молотки, точечные крепления массы. С помощью данного аппарата не только осуществляют различную одно- двухстороннюю точечную сварку, но и выпрямляют листы с разнообразными деформациями, осуществляют нагрев и закалку с помощью угольного электрода (для закалки необходимо быстро охладить поверхность водой).
Сваривание кузова автомобиля полуавтоматом
Заваривание полуавтоматом с электродами является самым приемлемым типом оборудования, подходящим для ремонта технического средства.
Осуществление сварки с применением полуавтомата на легковушке, даёт возможность без добавочных затруднений подступить к любому углу автотранспорта для создания варочного шва. Здесь не понадобится больших знаний в сфере сварки и опытности в работах.
- Полуавтомат под сварку в техническом обустройстве сложен незамысловато: для его работы используется такой же трансформатор тока, что и во всём похожем оборудовании, особенностью является только подходящее расходное сырьё.
- Заваривание полуавтоматическим прибором делается с использованием сварной проволоки d:0,2-2 мм и углекислого газа. Часто проволока обладает медным покрытием, предоставляющим хороший электрический контакт.
- Углекислота нужна для невозможности процессов окисления, ведь не даёт раскалённому металлу вступать в связь с кислородом. Так в ходе сваривания машины используется углекислый газ в баллоне, полуавтомат нуждается и в редукторе для понижения давления.
Лучший результат можно получить при условии верной настройки этого агрегата. Для сварки полуавтоматом на СТО даёт возможность корректировать силу тока и скорость передачи проволоки. Добившись точной настройки агрегата – это даст возможность устраивать незаметные для глаз прочные швы на плоскости кузова автомашины.
Мастеру без опыта советуется делать сваривание на глушителе авто инвертором. Провести сварку глушителя электрической сваркой сможет только мастер с опытом и через сварку точечного типа, без перемещения электрода.
Сварка горячим газом производится специальными горелками с помощью присадочного прутка и без него. Сущность способа заключается в том, что поверхность свариваемого термопласта и присадочный пруток нагреваются горячим газом (воздухом, азотом, аргоном) и размягчаются настолько, что при небольшом давлении происходит соединение свариваемых элементов.
При сварке непленочного материала газовыми теплоносителями с применением присадочного материала наиболее рациональны стыковые соединения всех видов — угловые, тавровые, торцовые и швы внахлестку. При сварке встык листов толщиной 2—6 мм выполняют V- и Х-образ-ную разделку кромок. Угол разделки кромок 55—60°. При больших толщинах рекомендуется увеличение его до 70—90°.
Швы внахлестку при сварке нагретым газом применяются редко, так как прочность таких соединений при растягивающих и изгибающих нагрузках почти в 5 раз меньше прочности стыковых. Сварка изделий с присадочным прутком при нагреве газовыми теплоносителями имеет ряд недостатков, главными из которых являются низкие прочность и пластичность сварного шва. Этот метод часто применяют при изготовлении футе-ровок электролизных и травильных ванн и др.
Сварка горячим газом без присадочного материала дает возможность значительно повысить прочность соединения по сравнению с прочностью, достигаемой при сварке с присадочным материалом.
Для того чтобы изделие имело одинаковую толщину во всех сечениях, кромки листов перед сваркой срезают под углом 20°, затем складывают по кромкам, которые равномерно нагревают подогретым воздухом. Угол наклона наконечника горелки к поверхности сварного шва выбирают в зависимости от толщины материала. При толщине листа до 5 мм он равен 20—25°, а для сварки листов толщиной 10—20 мм — 30—45°.
Сварка нагретым инструментом — наиболее универсальный метод соединения изделий из полимерных материалов. Метод заключается в том, что свариваемое изделие, соприкасаясь со специальным нагретым инструментом, разогревается в местах соединения и спрессовывается чаще всего под давлением того же инструмента.
При сварке трением для нагрева материала используют теплоту, получаемую в процессе трения свариваемых поверхностей при приложении давления. Режим процесса подбирают так, чтобы в течение нескольких секунд концы деталей нагрелись до температуры перехода полимера в вязкотекучее состояние, при котором возможно сваривание. В этот момент движение деталей прекращается и под действием осевого давления они прочно соединяются. Процесс сварки заканчивается естественным охлаждением изделия, сжатого осевым усилием. Этим методом в производстве можно приваривать горловину к емкостям из термопластов. Недостатком метода является ограниченность конфигурации свариваемых изделий.
При сварке токами высокой частоты детали нагреваются в высокочастотном электрическом поле до пластического состояния с одновременным сдавливанием. Нагрев происходит равномерно по всей массе материала, помещенного между электродами, и основан на принципе преобразования электроэнергии, полученной от высокочастотного генератора, в тепловую. Этим методом в настоящее время свариваются материалы толщиной до 5 мм.
Ультразвуковая сварка относится к наиболее перспективным способам соединения пластмасс в автомобилестроении. Под влиянием ультразвуковых колебаний более 20 кГц в свариваемых деталях возникают механические высокочастотные колебания, которые преобразуются в тепловую энергию, идущую на создание шва между свариваемыми поверхностями. Толщина материалов, свариваемых ультразвуком,— от 0,1 до 10 .л. Можно применять этот метод и при сварке эластичных полимеров небольшой толщины «0,05—1,5 мм.
Химическая сварка применяется для термореактив! >ix полимерных материалов, как правило, с наполнителем в виде пороил зв или стеклянных волокон. Этот метод основан на том, что поверхность пленки термореактивной смолы имеет химически активные функциональные группы, которые могут вступать в реакцию и образовывать химические связи. До осуществления сварки необходим тесный контакт между соединяемыми поверхностями. Иногда для ускорения процесса и повышения надежности соединения на поверхность наносят присадки: при сварке фенольных стеклопластиков типа АГ-У, ДСВ применяют пленку на основе связующего БФ-4, при сварке препрегов на основе полиэфирных смол — раствор гликольмалеинатной смолы в стироле (смола ПН-1, ПН-3 и т. д.) с добавкой органических перекисей или гидроперекисей. Удельное давление сварки для фенольных стеклопластиков 4—5 МПа, а для изделий из препрегов 2,5—3,0 МПа.
Если в настоящее время сварка пластмасс как технологический процесс применяется для соединений автомобильных узлов еше мало, то при создании крупногабаритных конструкций из полимеров, таких как панели приборов, топливные баки, она получит широкое распространение.
Сварка инвертором
В наше время всё чаще стали применять для сварных работ на кузовах инверторы. Это модернизированный, небольшой и облегчённый прибор для сварки, функционирующий на современных элементах и со свойственным ему методом преобразования тока.
Он имеет низкую чувствительность к заниженному току и предоставляет лёгкое разжигание дуги.
- Для сварщика с минимальным опытом – инверторная сварка в приоритете. Действительно, инвертор стоит выбрать для ремонта машины, ведь его не получится освоить только ребёнку.
- Используемые в рабочем процессе электроды не отличаются от расходного сырья при классической сварке. Однако стоит заметить, что при всей своей простоте, итоги сварки инвертором редко имеют качественные швы.
- Часто швы выходят толстыми и неровными, из-за неравного нагрева металла возникают искривления, даже если работать прибором с мастерством. Потому инвертором завариваются неприметные для глаз места на кузове машины: в багажнике, под крыльями и другие места.
До начала работы нужно подстроить ток, ориентируясь на то, как утолщены детали и сырьё, подобрать электрод и подсоединить клемму массы к рабочей плоскости.
На вопрос автовладельцев о подходящей сварке для сварки кузова авто можно прислушаться к специалистам, которые советуют для реставрации кузовных деталей на видных делянках применять полуавтомат с электродом.
Когда нарушения находятся в участках машины сокрытых для глаз, тогда подойдёт инвертор. А для ремонта глушителя авто собственными силами лучше прибегнуть к холодной сварке.
Охрана труда и техника безопасности при сварке
Основные травмирующие факторы сварки:
- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
Не смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.
Фото идеальной сварки кузова автомобиля
Как варить оцинкованный кузов
Среди важных нюансов при ремонте автомобиля стоит выделить определение технологии покрытия изделия, защитный слой может быть разной толщины. Если варить сталь в листах, покрытую оцинкованной пленкой, нагревание происходит резкое, вплоть до температуры 1 тыс. градусов, что может привести к таким эксцессам:
- Защитный слой детали авто начнет испаряться после быстрого расплавления.
- Пары способны проникнуть в металл кузова, такие воздействия нарушат структуру материала.
- Чрезмерные выделения паров при сварке обязательно повлияют на качество соединения.
Взявшись самостоятельно варить деталь машины, нужно помнить, что процесс предполагает повышенную токсичность, которая может навредить здоровью человека.
Цинкование кузова авто
Без мощной и продуктивной вентиляции работу начинать не следует, причем воздух должен вытягиваться не только в месте произведения манипуляций, но и по всему помещению.