Ника Набор детской мебели «Познайка» Принцесса КП2/17 для детей от 3 до 7 лет Nika
1460 ₽ Подробнее
Ника Набор детской мебели «Познайка» Математика в космосе КП2/8 для детей от 3 до 7 лет Nika
1355 ₽ Подробнее
Ванны
Оптовое производство ручных шлифовальных машин было начато в СССР в 1940 году. Название «болгарка» это приспособление получило из-за того, что сначала оно выпускалось в небольшом болгарском городке Ловеч, которое имело патент на это изобретение.
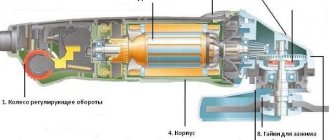
Устройство болгарки.
Сегодня без этого инструмента не обходится ни одно производство. Однако любой инструмент когда-то ломается, но многие детали можно починить и в бытовых условиях.
Часто сгорает электрическая часть. Причиной этого может стать:
- сильный нагрев от высоких перегрузок;
- скачок напряжения;
- вода, попавшая на токопроводящие поверхности;
- резко выдернутая вилка из розетки;
- удар по выключателю и так далее.
Наиболее распространенной неисправностью, которую можно попытаться отремонтировать, является обрыв витков статора. Это происходит в основном из-за больших перегрузок. Перемотка статора болгарки своими руками сегодня вполне возможна. Однако такая работа требует определенного опыта и соответствующих знаний.
Чаще всего электродвигатель выходит из строя по ряду характерных причин:
- нарушена обмотка;
- порван магнитопровод;
- нарушена работа якорного коллектора.
Причины поломок
408-105 Статор для УШМ Hitachi G18SE3 и HAMMER. Фото 220Вольт
Наиболее частой причиной выхода из строя статора болгарки является нарушение условий эксплуатации. Асинхронные двигатели обладают способностью сохранять обороты вне зависимости от величины действующей нагрузки. Это является одновременно и достоинством, и недостатком.
Возможность выполнить работу при больших нагрузках сопровождается перегревом инструмента, что способствует при длительной эксплуатации к возникновению неисправностей в обмотках ротора и статора. Под действием высокой температуры выгорает защитный слой изоляционного покрытия, что приводит к выходу электрических узлов из строя.
Как прозвонить
Для качественной диагностики статора болгарки, следует выполнить полную разборку электроинструмента с целью устранения всех других конструктивных элементов, включая ротор, чтобы обеспечить свободный доступ ко всем его частям. На первоначальном этапе необходимо выполнить визуальный осмотр. Для более полной картины обязательно следует выполнить проверку наличия дефектов с помощью электрических приборов. Какими приборами и как прозвонить статор болгарки, подробно описано по ссылке «Как прозвонить статор болгарки».
Схема обмотки, как подобрать толщину провода
Статоры болгарок имеют очень похожую конструкцию и отличаются размерами деталей, в которых формируется магнитный поток, количеством витков в обмотках и диаметром провода. Стандартная схема подключения болгарок показана на следующем рисунке.
Здесь L1 и L2 обозначают катушки статора.
Сгоревшую обмотку удаляют, при этом необходимо собрать информацию о старых катушках: определить количество витков, диаметр проволоки, начало, конец обмотки и требуемое направление при перемоточных работах. Количество витков определяется прямым счетом проволочек после разрезки вышедших из строя катушек.
Диаметр проволоки должен максимально близко соответствовать заменяемым обмоткам. Поэтому в качестве измерительного инструмента наиболее пригодным является микрометр с точностью измерения до 0,01 мм. Измерение проводить на зачищенной от изоляционного покрытия поверхности проволоки сгоревшей катушки.
Как перемотать в домашних условиях, этапы выполнения работ
Ремонт начинается с удаления вышедшей из строя старой обмотки. При помощи пассатижей (плоскогубцев, круглогубцев) от старой обмотки освобождаются пазы статора.
Далее выполняется перемотка катушек статора. Она может выполняться на специальном изготовленном шаблоне или непосредственно в пазы сердечника статора. Это зависит от глубины и ширины пространства для укладки провода.
Намотанная катушка устанавливается в статор с обязательным позиционированием начала и конца обмоточного провода, как было описано выше по тексту. Обмотка закрепляется в статоре с выдерживанием всех зазоров (варианты закрепления будут рассмотрены дальше в представленных ниже видео). Статор разогревается в печи примерно до 80°С – 110°С. С помощью кисточки наносится лак или предварительно подготовленная эпоксидная смола с отвердителем. При нанесении важно добиться максимально глубокого проникновения пропитки.
Практические советы по перемотке обмоток статора даются в следующих видеороликах.
Перемотка катушек с помощью шаблона
Автор следующего видео восстанавливает статор болгарки модели «Темп» с помощью предметов, которые можно легко найти в любом домашнем хозяйстве. Так базой (шаблоном) для намотки провода был взят баллончик от освежителя воздуха. Важно: диаметр баллончика должен соответствовать диаметру образца из проволоки, сформированного по габаритам пазов статора.
Перемотка обмоток непосредственно на сердечнике
В следующем видео подробно описывается технология ремонта статора болгарки. Автор показывает все этапы работ и аргументирует свой выбор перемотки обмотки непосредственно на «железе». В данной модели имеются широкие пазы, и готовую катушку будет сложно плотно в них установить. В качестве направляющего приспособления автор использует пластину, которую подгибает по высоте соответствующей крайней точки укладки обмотки в пазы. Поверхность пластины покрывается изолентой для сохранения от повреждений изоляции провода и фиксируется на сердечнике той же изолентой. Процесс такой перемотки достаточно трудоемкий. При большом количестве витков следует фиксировать свои действия, например, соответствующими записями на бумаге. Это поможет избежать ошибок.
После завершения намотки и снятия направляющей пластины катушка может за счет остаточных напряжений ослабить свою укладку, отдельные витки могут вывалиться из общей массы. В данном случае обвязка с помощью нити из натурального материала (синтетику применять нельзя) позволит сохранить плотность намотки. Плотно уложить катушку в пазы позволяет использование различных клиновых предметов. Однако автор не приветствует их применение, так как это отрицательно влияет на качество пропитки.
Не всегда удается подобрать правильный шаблон
В следующем видео автор предупреждает делающих перемотку своими руками о сложностях с подбором шаблона. Выбрать сразу правильный не всегда удается. Гарантированно качественную перемотку дает значительно более трудоемкий, но надежный способ непосредственно на «железе».
Технология ремонта с подробным описанием пропитки лаком после перемотки
Автор следующего видео описывает все этапы работ: от разборки, определения количества витков, подбору материала проволоки до перемотки с помощью шаблона и пропитки собранного статора лаком. Подробно показан процесс пропитки, который производится обычным лаком для внутренних работ. Лучший вариант, конечно, это применение шеллака, обладающего хорошими изоляционными свойствами. Однако с некоторых времен этот лак стал дефицитным материалом.
Источник
Ремонт статора электродвигателя болгарки
Реверсивное вращение коллекторного двигателя.
Сначала срезаются лобовые остатки обмотки. Затем изготавливается новая обмотка. Ее делают по шаблону, закрепленному на оси, которая держит две большие пластины
Очень важно в такой работе получить нужное количество витков. Проволока определенного диаметра должна иметь максимальное уплотнение
Две катушки вставляются в тело статора. Из обмоточного провода делаются выводы, которые изолируются гибкими пластмассовыми трубочками, кембриками.
Перед началом укладки обмотки, согласно технологическому процессу, проверяется симметрия пазовых коробок. Если они не закрывают обмотку, то, чтобы не допустить их повреждения, когда закладываются провода катушки, устанавливаются временные вкладыши.
Катушку, которую нужно будет уложить, монтируют прямо над поверхностью паза, находящегося снизу расточки. С помощью специальной пластинки выполняется монтаж проводников катушки.
Чтобы избежать перекрещивания проводов, которые расположены в пазу, их укладывают точно в той же последовательности, что и намотка на шаблон. Расположение проводников должно иметь строгую параллельность.
При выполнении следующей операции корпус статора поворачивается на одно деление. Проводится укладка в паз других катушек из начальной катушечной группы. После этого в пазы устанавливают междуслойные прокладки. Выводы катушечной группы прикручивают шпагатом к внешнему контуру катушек. Эти концы должны быть расположены параллельно катушечным выводам. Аналогичным методом монтируют нижнюю сторону катушек очередной катушечной группы. Эта операция продолжается, пока полностью не заполнятся все пазы катушек, которые входят в этот шаг.
После окончания намотки статорные катушки гильзуются. Гильзы должны иметь определенные размеры, зависящие от габаритов статора. Толщина материала для гильзы берется 0,2 мм. При этом длина гильзы должна превышать габарит статора. Практически всегда превышение составляет 1,5 мм.
Материалом гильзы является специальный электротехнический картон. На него сверху накручивается термостойкая пленка. Полученная конструкция оборачивается липким скотчем. Затем в статорные пазы монтируют загильзованные катушки, проводят проверку свободного движения якоря.
Полностью сформированную катушку обвязывают киперной лентой, затем покрывают лаком. Завершением всех работ является полная сушка, после которой статор будет полностью готов к эксплуатации.
Упрощенный ремонт болгарки
В статье описаны технологические советы, упрощающие сложные и трудоемкие процессы намотки якорей и статоров электрифицированного инструмента. В статье кратко описаны конструкции электродвигателей ручного инструмента, приведены схемы обмоток и их подключение, рисунки приспособления и подробное описание технологических процессов по их ремонту и монтажу.
Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря
(рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
Чаще всего выходят из строя якоря двигателей, которые имеют более сложную конструкцию и более плотную укладку обмоточного провода в пазах якоря. Наличие короткозамкнутых витков или обрывов концов обмоток в якоре при исправных щетках и коллекторе проявляется в виде кругового искрения щеток, быстрого нагрева инструмента и потере мощности двигателя. Обрывы концов обмоток устраняются путем пайки концов к ламелям коллектора, наложением бандажа из ниток и равномерной пропиткой его эпоксидным клеем. Сложность перемотки якоря на порядок выше по сравнению с перемоткой статора, к тому же требует его статической и динамической балансировки, поэтому чаще всего авторы публикаций предлагают заменять их новыми, заводского изготовления. Это проще всего, но дорого.
Столкнувшись с аналогичной проблемой у моей «болгарки» и определив, что ее механическая часть находится в хорошем состоянии, мне стало жалко ее выбрасывать, и было решено перемотать ее якорь, который имел обмотки с потемневшей изоляцией. О наличии короткозамкнутых витков я дополнительно убедился, измеряя индуктивность обмоток между соседними ламелями коллектора мультиметром типа MY6243 фирмы Mastech. Тестером это определить невозможно, так как доля сопротивления одного короткозамкнутого витка ничтожна по сравнению с сопротивлением целой обмотки, а вот на индуктивность обмотки коротко- замкнутый виток влияет существенно. Авторы публикаций в Интернете по ремонту электродвигателей рекомендуют выжигать обмотки якорей, так как они пропитаны клеем или лаком — просто извлечь или размотать их невозможно. Процесс выжигания требует снятия шарикоподшипников и может привести к деформации вала, что рекомендуется устранять после путем высокоточной проточки якоря на токарном станке после его перемотки. Естественно, мной это было отвергнуто и использована другая технология.
Обхватив якорь полоской толстого мягкого картона, зажал его в тиски так, чтобы он плотно держался и не деформировался. Ножовкой по металлу с мелкими зубьями вплотную к обоим торцам пазов рабочей части якоря обрезал обмотки, несколько раз проворачивая и переставляя якорь. Торцы обрезанных секций обмоток не должны выступать из пазов якоря. После этого якорь слегка зажимается в тиски торцами рабочей части. Подбирается стальной стержень с плоским торцом и диаметром, чуть меньшим ширины паза якоря. Этим стержнем и молотком выпрессовываются части обрезанных секций обмоток. При этом также выпрессовываются клинья, которыми крепятся обмотки в верхних частях пазов. Клинья необходимо сохранить. После этого якорь необходимо подготовить к намотке провода.
Для облегчения процесса намотки якоря было решено использовать более толстый, чем использованный в якоре, и имеющийся в наличии провод ПЭВ-2-0,5, в результате чего, с соответствующей перемоткой обмоток статора, двигатель станет низковольтным. Каким будет рабочее напряжение инструмента, не столь важно, и будет определено в процессе испытаний питанием его от ЛАТРа. Главное, чтобы инструмент работал. Учитывая, что двигатель будет низковольтным, было решено отказаться от изоляционных прокладок и создать изоляцию пазов и торцов якоря путем нанесением тонкого слоя эпоксидного клея. Все острые углы на стыках пазов и торцевой части якоря перед нанесением клея закругляются круглым надфилем. Желательно отполировать ламели коллектора нулевой наждачной шкуркой и прочистить зазоры между ними. Места подключения концов обмоток к ламелям необходимо зачистить и залудить. После нанесения и полимеризации клея якорь готов к намотке обмоток.
Данный якорь имеет 12 пазов и 24 коллекторные ламели. Щетки размещены перпендикулярно оси полюсов статора. Учитывая, что в якоре применена схема петлевой обмотки, в каждом пазу будет размещено по четыре секции. Схема намотки для такого варианта двигателя показана на рис.2 [2]. Вверху показаны полюса якоря, а внизу — ламели коллектора. На схеме видно, что четыре секции начинают появляться в пазу между полюсами 5 и 6, а заканчивают появляться в конце намотки между полюсами 4 и 5. Если щетки двигателя располагаются вдоль оси полюсов статора, то концы обмоток должны быть смещены на 90°, то есть концы, подпаянные к ламели 1, должны быть подпаяны к ламели 7 и т.д. Об этом важном моменте в литературе упоминается очень не внятно либо вообще не упоминается [1].
Исходя из площади поперечного сечения паза, сечения нового обмоточного провода, и с учетом коэффициента заполнения, было определено, что в один паз помещается 40 витков. Количество витков одной секции будет равно 10. Малое количество витков секции и повышенный диаметр провода до 0,5 мм позволяет производить намотку якоря вручную без специальных приспособлений и больших трудозатрат. Для намотки провода якорь аккуратно через мягкие прокладки зажимается в настольные тиски крыльчаткой вентилятора коллектором к себе. Катушка с проводом располагается внизу на горизонтальном стержне. Конец провода зачищается и припаивается к ламели 1.
В начале намотки провод возле коллектора левой рукой слегка прижимается в направлении вала, а правой рукой наматывается первый виток. Прогибы концов провода возле коллектора необходимы для намотки бандажа по окончанию намотки якоря и должны быть одинаковыми. В процессе намотки необходимо постоянно контролировать отсутствие замыканий наматываемого провода на корпус, чтобы потом не перематывать все заново. Для этого на коллектор и вал якоря наматывается по несколько витков оголенных проводов, к концам которых подключается омметр. Последующие витки продолжают наматываться правой рукой, а левой рукой провод равномерно укладывается на торцах якоря и придерживается для выравнивания и укладки провода в пазы. Конец секции формуется под бандаж, зачищается, складывается вдвое, сжимается плоскогубцами, чтобы устранить петлю, припаивается к следующей ламели и является началом следующей секции.
По мере намотки якорь в тисках переставляется на нужный угол, а провод в пазах уплотняется плоской деревянной палочкой. Конец последней секции припаивается к ламели 1. После намотки всех секций на провод возле коллектора наматывается бандаж из тонких ниток. После этого необходимо обновить все пайки и сделать их по возможности одинаковыми. Это и последующая равномерная пропитка обмоток и бандажа необходимы для сохранения статической и динамической балансировки якоря. В авторском варианте ремонта это удалось. Перед пропиткой можно якорь и эпоксидный клей нагреть примерно до 40°С на комнатной батарее или масляном радиаторе. На коллектор, для защиты от попадания клея, намотать пару витков изоленты. Клей равномерно наносится узким деревянным шпателем, сначала на бандаж затем на торцевые части секций со стороны коллектора. Якорь немного подержать вертикально вверх коллектором. После этого нанести клей в пазы и вставить клинья. Далее закрепить в тисках якорь вертикально коллектором вниз за шарикоподшипник через мягкий картон и нанести клей на торцевые части секций со стороны крыльчатки вентилятора. Такое крепление даст возможность вращать якорь и следить за вытекающим клеем, чтобы своевременно убирать излишки и выравнивать его поверхность.
Шпатель для этой цели необходимо пропитать машинным маслом. Процесс полимеризации эпоксидного клея происходит медленно и длится около 4 ч, поэтому после первых 30 мин следить за процессом можно реже и периодически переворачивать якорь в вертикальном положении. После полной полимеризации клея якорь готов к установке на свое место, но после перемотки обмоток статора.
Для перемотки статор необходимо извлечь из корпуса. В авторском варианте статор плотно вставлен в сформованное для него место в корпусе, до упора задней части. Передняя его часть фиксируется пластмассовым цилиндром, который двумя выступами упирается в статор между обмотками, а четырьмя выступами — в съемный корпус редуктора. Для извлечения статора необходимо отсоединить четыре его вывода и вытянуть из корпуса.
Если статор не удается извлечь простым путем, то необходимо применить винтовой механизм, например, показанный на рис.З,
1 — верхняя опорная пластина;
4 — центрирующая шайба;
5 — нижняя опорная пластина.
Возможно, между верхней пластиной и корпусом будет необходимо подкладывать деревянные рейки по бокам статора.
Исходя из того, что обмотки статора включены последовательно со щетками якоря, а верхняя и нижняя части обмоток якоря подключаются к щеткам параллельно, сечение провода статора должно быть в два раза больше провода якоря. Учитывая, что обмотки статора менее плотны и лучше охлаждаются, это соотношение может быть уменьшено до 1,8-1,9. Соотношение количества витков статора к количеству витков в пазу якоря в реальном двигателе равно 3,4. В этом варианте обе обмотки статора должны иметь 40×3,4=136 витков. В результате обмотки статора были намотаны проводом ПЭВ-2-0,62 по 70 витков.
Для намотки обмоток необходимо изготовить оправку. Для этого из фанеры толщиной равной ширине паза статора вырезается прямоугольник с закругленными торцами. Ширина прямоугольника равна ширине узкой части полюса плюс 5 мм, длина его на 2 см больше длины статора. Из тонкой фанеры или текстолита вырезается две щечки, ширина и длина которых на 2 см больше предыдущей детали. По углам одна щечка крепится симметрично к внутренней детали короткими шурупами (4 шт.), в которой возле внутренней детали сверлится отверстие для закрепления провода начала катушки (рис.4).
Вторая щечка крепится гайкой при сборке. По центру оправки сверлится сквозное отверстие диаметром 8,2 мм. В это отверстие вставляется болт или шпилька с резьбой М8 и с помощью гаек оправка зажимается, как показано на рис.5, где обозначены:
4 — внутренняя деталь;
Точно также наматывают вторую катушку. Выводы катушек должны быть направлены в сторону коллектора и иметь запас по длине на случай переполюсовки выводов по отношению к щеткам коллектора, если двигатель будет вращаться не в нужном направлении. Статор двигателя кладут на стол полюсом вниз. На нем монтируют первую катушку. В пазы полюсов вклеивают полоски бумажной изоляции быстросохнущим клеем. Сначала вставляют одну сторону катушки, затем путем растяжки ее по ширине вставляют вторую сторону катушки. После этого статор переворачивают и точно также монтируют вторую катушку. Очень важно, чтобы при монтаже катушек, когда они находятся внизу, их начала были с одной и той же стороны. А в собранном виде начала катушек будут диаметрально противоположны. Выступающие торцевые части катушек формуют так, как показано на рис.6, и пропитывают эпоксидным клеем вместе с боковыми частями.
После полимеризации клея двигатель собирают, концы статорных обмоток подпаивают к контактам щеткодержателей по схеме рис.7, проверяют сопротивление изоляции, которое должно быть не менее 1 МОм.
Графитные щетки заменяют медно-графитными, так как при той же мощности и меньшем напряжении питания увеличится ток двигателя, при котором графитные щетки будут перегреваться. В авторском варианте были использованы обработанные на заточном станке по размеру графитных щеток сработанные щетки от стартера автомобиля. После этого двигатель подключают к ЛАТРу и плавным повышением напряжения запускают. Если направление вращения окажется обратным, то необходимо выводы статора, подключенные к щеткам, поменять местами. После этого инструмент собирают окончательно и испытывают на работоспособность и нагрев в условиях реальной резки металла в течение примерно 10 мин. При этом измеряют вольтметром то напряжение, при котором инструмент работает так же, как и ранее, исходя из опыта прежней его эксплуатации. В авторском варианте инструмент нормально работает от напряжения 50 В. Для удобства эксплуатации изготовлен понижающий трансформатор с выводами вторичной обмотки 40 В, 50 В и 60 В на случаи колебаний напряжения сети. К тому же трансформатор осуществляет развязку сети 220 В от инструмента, что повышает электробезопасность работ. Если питать инструмент постоянным током, то его мощность увеличится при меньшем питающем напряжении, а нагрев уменьшится за счет отсутствия токов Фуко в статоре.
В заключение полезно отметить, что увеличение диаметра обмоточного провода повышает процент меди в пазу по отношению к его изоляции, так как несколько тонких проводников с таким же суммарным сечением содержат внутреннюю изоляцию, которая занимает больше места, чем изоляция одного толстого проводника. Соблюдая изложенные выше рекомендации и соотношение витков обмоток статора и якоря, можно таким образом ремонтировать большинство из перечисленных выше электроинструмента, а также при ремонте изготовить инструмент на напряжение 12 В и питать его от бортовой сети автомобиля в местах, где нет промышленной сети 220 В / 50 Гц.
Литература
Автор: Анатолий Журенков, г. Запорожье
Источник: журнал Радиоаматор №9, 2015
Источник
Перемотка статора (УШМ) болгарки, на коленке. Motor rewinding
Избрал время, чтоб привести в чувство болгарку
, которую мне дали на запчасти. Заодно решил показать.
Механизм работы индикатора основан на индуктировании импульсной электродвижущей силы в проверяемой обмотке. При наличии короткозамкнутых витков регится импульс магнитных полей от тока недлинного замыкания, протекающего по ним.
Порядок проведения проверки статора болгарки устройством ИДВИ:
- Оглядеть индикатор межвиткового замыкания. Убедиться без наружных повреждений, целостности соединительных проводов и датчиков.
- Подключить блок питания.
- Надавить кнопку питания и убедиться в исправности устройства.
- Если индикатор изъянов обмотки длительно находился на холоде, то его необходимо выдержать при комнатной температуре более 4.5 часов.
- Отключить электропитание УШМ.
- Избрать из 2-ух датчиков большой по другому малый исходя из размеров статора.
- Если в паспорте угловой шлифовально машины не обозначено номинальное напряжение, приходящееся на один виток обмотки, то его необходимо найти по формуле: номинальное напряжение всей катушки разделять на количество витков.
- Включить устройство.
- Установить на индикаторе ближайшую огромную, чем приобретенная при расчете, амплитуду импульсного испытательного напряжения.
- Прижимая датчик к поверхности обмотки, поочередно проверить что остается сделать нашему клиенту пазы, выжидая по 3–4 с. При обнаружении недлинного замыкания устройство издаст сигнал звука, а на экране появится соответственная надпись.
- Если короткозамкнутые витки не обнаружены, то на приборе установить последующую (огромную по значению) амплитуду и убедиться в ассортиментном наборе припаса прочности изоляции обмотки.
- Выключить устройство.
Индикатором изъянов обмотки конечно проверить состояние изоляции меж катушками статора и ротора, также меж обмоткой статора и корпусом болгарки. Если нет способности приобрести готовый устройство, то делают более обычной индикатор короткозамкнутых витков без помощи других.
Проведение перемотки статора шлифовальной машины
Перемотку статора болгарки в настоящее время можно сделать и самостоятельно. Для этого нужно запастись только необходимыми знаниями. При наличии у мастера необходимых инструментов, навыков проведения ремонтных работ и определенного объема знаний в области электротехники, вопрос о том, как своими руками устранить неисправность этого инструмента решается достаточно легко.
Схема обмотки статора.
Устройство для проверки якорей и статоров электронных машин
Очередное устройство, что бы конечно поверить статор болгарки – устройство для поверки якорей и статоров электронных машин ПУНС 5. Устройство имеет световую и звуковую сигнализации, позволяет найти межвитковое замыкание обмоток, обрыв, измерить сопротивление изоляции катушек.
Устройство работает в 2-ух режимах – «якорь» и «статор». Смена режима происходит при помощи переключателя. Устройство обустроено комфортным приспособлением для установки и фиксации проверяемого мотора. Оно состоит из 2-ух лапок, прикрепленных к валу. Лапки свободно двигаются вдоль вала, что позволяет поменять расстояние у них и инспектировать движки различного размера. Проверку производят при помощи 2-ух щупов. На предмет наличия обрыва либо замыкания на обмотке статора указывают особые светодиоды красноватого цвета и сигнал звука. Подробнее процедура проверки описана в аннотации к устройству.
Причины и признаки поломки статора
Ручные шлифовальные машины, называемые в народе «болгарками» могут выйти из строя по разным причинам. Самая частая проблема – обрывание витков статора, происходящая из-за чересчур сильной нагрузки на аппарат. Сейчас такую неисправность можно исправить самостоятельно – правильно перемотать статор.
Нередки случаи, когда причиной поломки становится выход из строя электрической части устройства. К этому приводят различные факторы:
Существует мнение, что перемотать статор самостоятельно невозможно. На самом деле, достаточно разобраться в конструкции устройства. Если есть опыт подобной работы и необходимые знания, ремонт трехфазного устройства запуска провести можно и дома. Учитывая подготовительные работы, процесс может занять несколько часов.
Схема намотки провода.
Нередко двигатель выходит из строя из-за обрыва магнитопровода, нарушения обмотки или якорного коллектора. При повышении напряжения отмечается скачкообразное увеличение силы искры. Обычно это наблюдается только на одной щетке. Такое явление приводит к разрушению изоляции проводов на статорной катушке. Если при включении диск очень быстро разгоняется и набирает обороты, это говорит о витковом коротком замыкании статора.
Искры, возникающие при работе коллектора, сигнализируют о возникновении нарушений в балансировке якоря. Проверку работы коллектора можно осуществить таким образом: при включении звук должен усиливаться постепенно с увеличением напряжения. При этом не должно возникать вибраций. Если наблюдается резонанс, электродвигатель болгарки требует ремонта.
Как перемотать статор своими руками?
Когда речь заходит о перемотке статора, в подавляющем большинстве случаев, подразумевается ремонт инструмента. В качестве примера выполнения означенного процесса можно привести перемотку статора на болгарке.
Означенный процесс по замене обмоток в одной из частей электрического двигателя можно осуществить и бытовых условиях. Объяснить это можно полным повторением сгоревшей обмотки. То есть, выбирается точно такой же проводник, с точно такой же изоляцией.
По какой причине возникает пробой
Ниже представлены самые распространенные причины, которые так или иначе могут привести к выходу статора из строя:
- разрыв обормотки в результате перенапряжений;
- электрическое замыкание соседних витков;
- частично выгоревшая обмотка;
- нарушение изоляции.
Как правило, присутствует сразу несколько симптомов из означенного списка. Также наблюдается выход оборудования из строя, при существенном увеличении нагрузки на инструмент.
Любое нарушение эксплуатационных правил, технически может привести к поломке инструмента. Однако, если самое худшее произошло, это не означает, что придётся покупать новую болгарку.
Ведь значительно дешевле осуществить замену электрической обмотки (или сгоревшей её части) и продолжить эксплуатацию оборудования.
Подготовка к перемотке – удаление старой обмотки
Действительно, перед тем, как осуществить перемотку, необходимо подготовить статор. Для этого предварительно укладывают его в раскалённое масло. В результате изоляция (нередко используется электротехнический лак) размягчается.
Удаление выполняется при помощи металлической щётки.
После удаления становится понятно, каким проводом была осуществлена намотка на заводе. С отрезком этого провода идём на рынок и покупаем в точности такой (по техническим характеристикам).
Естественно, запрещается менять металл проводника. То есть, если обмотка была выполнена медным проводом, не стоит выбирать более толстый, но алюминиевый. Наша задача – максимально достоверно восстановить выгоревшую обмотку.
Перематывать придётся вручную. Выводы должны быть сделаны ровно также, как они и были до инициирования процесса перемотки.
Смотрите также:
Специалист расскажет, как самостоятельно выполнить перемотку электрического двигателя в рабочем инструменте:
yakauto.ru
Устройство ручной шлифовальной машины
Инструмент для шлифовки состоит из трех важных компонентов:
Якорь представляет собой вращающийся элемент с обмоткой и создает крутящий момент электродвигателя. На статоре, разделенном на секторы, есть такая же обмотка. Ток через угольную щетку проходит по обмотке, поступает к якорю. Затем ток переходит на другие щетки до тех пор, пока все части статора не будут задействованы. При прохождении электрического тока по обмотке возникает постоянно взаимодействующее со статором магнитное поле. Таким образом, приводится в действие электродвигатель. Существует несколько характерных поломок устройства запуска «болгарки»:
Схема эксцентриковой орбитальной шлифовальной машинки.
Перематывать обмотку можно и своими руками, без обращения к специалисту. Нужно только предварительно разобрать устройство. Но если нет полной уверенности в своих силах, то обращение в специализированную мастерскую станет наиболее разумным шагом. В первую очередь смещается кожух. Для этого крепящий его винт откручивается. После этого можно будет увидеть все детали болгарки, за исключением скрытого под металлическим колпаком редуктора. Откручиваются винты, с помощью которых закрепляется металлическая пластина. Теперь все механические детали хорошо видны. Только после этого можно переходить к перемотке статора.
Лучше хорошо выполненного ремонта может быть только правильная эксплуатация, при которой вовсе не случится поломок. Для того чтобы «болгарка» работала дольше, нужно соблюдать следующие несложные правила:
Отремонтированный статор позволит шлифовальной машине нормально работать еще долгое время.
Разборка болгарки
Как проверить статор угловой шлифовально машины (болгарки)? Начать необходимо с разборки устройства. Для выполнения работы пригодится отвертка.
- Удалить с поверхности, на какой занимается выполнится разборка болгарки, что остается сделать нашему клиенту излишние детали.
- Снять рабочий диск.
- Открутить винт, крепящий кожух.
- Открутить винты, крепящие пластинку.
- Двинуть кожух в сторону шнура.
Главные детали электродвигателя УШМ:
Статор находится на наружной стороне мотора, поверх ротора. Чтоб достать статор поначалу придется вытащить щетки, потом снять редуктор сейчас потом вытянуть из корпуса болгарки якорь. Ротор из статора перед проверкой необходимо вынимать. Осмотр рекомендуется проводить при ярчайшем освещении. Сначала необходимо пристально оглядеть обмотку и убедиться в таком, что на ее поверхности нет видимых разрывов. Если осмотр не выявил причину неисправности статора, то пригодится особый устройство для проверки.
Подготовка к проведению ремонта и необходимые инструменты
Для перемотки статора понадобятся специальные инструменты:
Первый и самый важный этап – очистка статора от загрязнений. Старая обмотка удаляется из пазов. Все это можно сделать с помощью стальной щетки. Очистка проводится вручную с помощью стальных щеток, электродрелей. Также необходимо убрать старую изоляцию. Чтобы облегчить задачу, можно использовать трансформаторное масло. Его необходимо немного согреть и опустить в него устройство запуска. Такая мера позволит размягчить поврежденную изоляцию и упростить ее удаление. Для очистки также применяется слабый раствор каустика (температура – 80ºС), смешанного со сжатым воздухом.
После обработки статор нужно хорошо промыть водой и высушить. Состояние статора и стальных пакетов нужно хорошо проверить. Затем подтягивают стягивающие сердечник шпильки, пазы зачищают от заусенцев. Сопротивление изоляции измеряется с помощью мегомметра. Части сердечника, нажимных шайб и пазы покрываются лаком. Шайбы и пазы необходимо изолировать.
Облегчить дальнейшую работу может сопроводительная записка, где отображаются основные данные:
Далее убирается оставшаяся лобовая обмотка и наматывается новая. Существует специальный шаблон для изготовления обмотки. Он закрепляется на оси, держащей 2 сделанные из металла пластины большого размера.
Необходимые инструменты
Слесарный цельнокованый молоток 500 гр. Inforce. Фото ВсеИнструменты.ру
Типовой набор инструмента для ремонта.
- Различные молотки: металлические, деревянные, нескольких типоразмеров.
- Для манипуляций с катушками применяются плоскогубцы, круглогубцы, пассатижи.
- Зачистка поверхностей статора от загрязнений и изоляции выполняется с помощью металлической щетки.
- Требуемую чистоту поверхности статора можно получить, используя электродрель с соответствующими насадками.
- Кроме микрометра для менее ответственных измерений применяются штангенциркуль и линейка.
- Контролировать электрические параметры катушек после перемотки можно мультиметром.
- Кембрики, изоляционный картон, киперная лента специальный лак для пропитки — вспомогательные материалы для технологии ремонта.