Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Выбор припоя
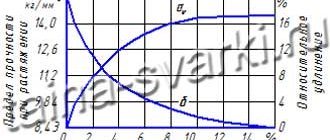
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Что нужно для пайки электропроводки
Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой
Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод.
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Способы обработки проводов
Лужение с помощью деревянного бруска
Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Как паять медные и алюминиевые провода
Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Лужение посредством окунания
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.