Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Способы травления
- Химический
- Электрохимический
Химическое травление выполняется путем погружения изделий в раствор серной или соляной кислот. При погружении изделия в растворы кислот во взаимодействие с ними вступают не только имеющиеся на поверхности металла окислы, но и металлическое железо.
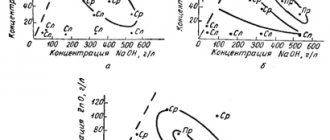
При быстром растворении окислов травление основного металла должно быть как можно меньше. Относительная скорость процессов растворения металлов и их окислов зависит от состава окислов, концентрации кислот, температуры процесса и т. д. Увеличение концентрации серной и соляной кислот ускоряет растворение как окислов, так и чистого железа.
Для удаления с железа пленки FeO наиболее целесообразно пользоваться 10%-ной НСl. Оптимальной температурой травления для серной кислоты следует считать 60°, для соляной 40°.
- Образующаяся в ванне в результате травления соль FeSO4 снижает скорость травления;
- повышение содержания в растворе соли FеСl2 увеличивает скорость травления.
При химическом травлении стали, в результате взаимодействия железа с кислотами происходит интенсивное выделение водорода, который диффундирует в поверхностный слой металла, делает его хрупким и вызывает образование на поверхности так называемых «травильных пузырьков».
Для устранения этого явления в травильную ванну добавляют специальные добавки (замедлители КС, МН), которые создают при травлении защитную пленку, предохраняющую металл от вредного действия водорода.
Мелкие изделия загружаются в ванну в корзинах или лотках. Если перед паянием требуется очистить не все изделие, а только паяный шов, то лучше всего пользоваться 10-15%-ным раствором соляной кислоты (наносить на шов при помощи кисточки) с последующей промывкой водой.
Для травления изделий из меди и медных сплавов часто применяют растворы соляной, серной или азотной кислот, но более надежные результаты дает травление в 8%-ном растворе серной кислоты с добавкой 10% хромпика. Изделия из алюминия и его сплавов рекомендуется травить в растворе щелочей, но иногда для этой цели пользуются и соляной кислотой.
Травление изделий из никеля и его сплавов производится в 20% -ном растворе серной кислоты с добавкой хромового ангидрида при температуре 60—80°. Изделия из мельхиора травятся в 10%-ном растворе серной кислоты с добавкой 1,5% хромпика. После травления необходима обязательная промывка в горячей воде с небольшим количеством винного камня.
Электролитическое травление выполняется методом погружения изделия в качестве анода (анодное травление) или катода (катодное травление) в электролитическую ванну.
В случае анодного травления:
- электролитом обычно служат растворы кислот или солей щелочных металлов
- очистка происходит путем быстрого электролитического растворения
- Обязательно строгое соблюдение режима во избежание чрезмерного растворения металла
- Катодом служат нерастворимые в электролите материалы, главным образом свинец и иногда железо.
При катодном травлении:
- в качестве анода применяют обычно свинец или его сплав с 6—10% сурьмы
- электролитом служат растворы кислот или их смеси с солями щелочных металлов
Очистка поверхности металла от окислов по этому методу происходит действием образующегося на катоде атомарного водорода, который восстанавливает окислы металла, а газообразный водород механически отрывает их от поверхности металла.
Во избежание коррозии, которая может начаться от наличия остатков кислот и солей на изделии, желательно после травления произвести нейтрализацию остатков травильных растворов.
Для этой цели изделия погружают в 2,5—5,0% раствор кальцинированной соды на 1/2—1 мин. при комнатной температуре и после промывки в холодной и горячей воде тщательно высушивают.
После такой обработки хранение паяемых деталей в сухом помещении не вызовет коррозии их поверхности. Для того, чтобы подготовленное изделие не окислилось снова, рекомендуется возможно скорее производить пайку его.
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Особенности процесса электролитического травления
Электролитическое или гальваническое травление металла применяют с целью ускорения очистки деталей способом погружения в ванну с раствором, на что обычно уходит много времени. Этот процесс проходит гораздо быстрее, если металлические детали помещать в электролитическую ванну в виде катодов или анодов. Отсюда и разделение электролитического травления на катодное и анодное.
Для анодного метода травления металла в качестве электролита используются щелочные растворы солей металлов и кислот. Катодом при этом обычно служат свинец или реже железо как материалы, не растворяющиеся в электролите. Учитывая скорость процесса травления металла электролизом, в очистке изделий этим способом необходимо строго соблюдать определенный режим, чтобы не подвергать металл риску чрезмерного электролитического растворения. Характеристики анодного тока выбирают, исходя из состояния поверхностного слоя изделия, а также необходимой скорости процесса. Травление ведется в комнатной температуре. Продолжительность операции определяют опытным путем.
Катодный способ травления металла предполагает использование в виде анода свинца либо сплава его с сурьмой. В смеси с растворами кислот соли щелочного металла являются электролитом. В основе данной технологии лежит действие водорода, получаемого на катоде. Он способствует восстановлению металлов из окислов, находящихся на детали, а водород в виде газа отделяет их с поверхности металла. Этот вариант травления не подходит для заготовок из закаленной стали из-за возможного наводораживания поверхностного слоя металлической детали. Уменьшить его при использовании этой технологии травления металла возможно, если ввести соли олова и свинца в ванну с электролитом.
Гальваническое травление экономичнее в сравнении с химическим. Это касается не только затрат времени, но и количества применяемых химических средств. Кроме того химический состав потрав для такого травления не включает едких кислот, поэтому в ходе его не выделяются газы, негативно действующие на здоровье.
По завершении травления проводят нейтрализацию возможных остатков растворов после очистки на изделиях. Если этого не делать, частицы солей либо кислот могут способствовать началу коррозии металла. В целях удаления этих остатков изделия помещают ненадолго в раствор с кальцинированной содой. После этого детали промывают холодной, а затем горячей водой и высушивают. Хранение обработанных таким образом изделий не вызывает коррозии, но во избежание возможного окисления лучше сразу подвергнуть их пайке.
Химическое травление металла в домашних условиях — Справочник металлиста
Травлением называют процесс обработки металла, в результате которого с поверхности удаляется слой определенной толщины под воздействием активных химических веществ (кислот или солей с кислой реакцией), а также постоянного тока в ванне с электролитом.
Травление металла может преследовать различные цели и применяться в промышленности и домашних условиях.
Поверхность изделия, подвергаемого травлению, получает целый ряд технологических и декоративных свойств и позволяет рассмотреть его микроструктуру в металлографический микроскоп, удалить окалину и другие неметаллические включения с поверхности, получить необходимый ювелирный орнамент или подготовить к пайке.
К травлению, называемому также электрохимической гравировкой, в домашних условиях или в гараже прибегают чаще всего для получения рельефных изображений на различных предметах с декоративными функциями.
Чаще всего ему подвергают стали с высокой твердостью, обработка которых обычным гравировальным инструментом требует больших усилий.
Этот процесс не представляет высокой сложности даже при отсутствии художественных навыков, если соблюдать его технологию.
Для чего используют травление металла
Ряд технологий для управления удалением поверхностного слоя металлической детали при помощи специально подобранных химических реагентов называется травлением металла. Оно позволяет удалять с изделий окалину, ржавчину и окислы под действием кислот, солей и щелочей в растворах.
Таким способом проводят дополнительную подготовку изделий из металла к соединению или нанесению покрытия, что улучшает сцепление деталей или наносимого слоя с основой.
Чаще всего применяется травление металла химическое, осуществляемое погружением заготовки в ванну с растворенными химическими реактивами.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов.
Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов.
Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.
При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла.
На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл.
Суть методики
Холодное травление металла, как и любое другое действие, требует подготовительного процесса. В первую очередь такая подготовка в домашних условиях требует удаления с поверхностей загрязнения, особенно это касается масла. Дальше требуется защитить те участки металла, которые не должны подвергаться травлению. Для этого на узор наносят специальное покрытие, которое способно противостоять химическим веществам, применяемым в травлении.
На следующем этапе изделие или элемент погружают в емкость, где находится электролиз, создающий кислую среду. Помните, что чем дольше металл будет находиться в кислой среде, тем большая часть поверхности будет разъедена агрессивным составом. В некоторых случаях используется технология многослойного травления, когда процедура применяется в несколько раз.
Сегодня травильщики используют разные методы травления металла, рассмотрим их подробно.
- Метод электрохимического травления. Определенные виды металлов (например, нержавеющая сталь), которые обладают высокой стойкостью к воздействию кислоты. Поэтому для обработки таких металлов в домашних условиях применяется электрохимическое травление.
Чтобы провести травление электрохимическим способом понадобится: пластмассовая ванная наполненная электролитом, клеммы, провода, а также источник электричества, передающий постоянный ток. Также следует помнить, что процесс реакции происходит чрезвычайно бурно, и поэтому используем емкость с большим объемом. Само травление обычно занимает от нескольких минут до получаса. При этом мастеру нужно периодически проверять изделие, чтобы состав не разъел металл, больше чем это требуется. Схема подключения при травлении металла выглядит следующим образом, в раствор электролиза погружается медная пластина, по которой подается ток. Как показывает практика, метод эффективен.
- Методика химического травления . Процесс происходит в емкости где куда предварительно было залит активный состав. В качестве такого состава используется лимонная кислота, солевой раствор, уксусная кислота. Если раствор для травления металла приготовлен из соли, то его химическая эффективность будет, ниже чем у кислотных растворов.
Инструкция по химическому травлению в солевом растворе или лимонной кислоте, предполагает погружение металлической поверхности покрытой защитным раствором в емкость. При этом срок процедуры зависит от того, какой состав использует мастер.
Особенности способа
Подготовка рисунка (надписи)
Все, что требуется, несложно найти в интернете и скопировать. Для тех, кто владеет компьютерной графикой – вообще не проблема. Главное, чтобы под рукой был принтер для распечатки.
- Придется делать зеркальное преобразование изображения. Для такой технологии принтер можно использовать только лазерный. Другой тип устройства не подходит. Бумага понадобится не обычная, а тонкая глянцевая. Как вариант – пленка самоклеющаяся. В этом случае заправлять нужно так, чтобы оттиск пришелся на подложку. Можно ее закрепить и на стандартной (офисной) бумаге кусочками этой пленки. Режим «яркость» принтера – на максимум.
После распечатки изображение аккуратно вырезается.
Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.
Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно
Азотная кислота
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.
Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.
Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40оС, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.
Урок по химическому травлению латуни.
Всем добрый день! Решил поделиться опытом по химическому травлению латуни. При травлении меди использую ту же методику, отличие лишь в том, что медь травится быстрее. Выполняю его по методу ЛУТ — так называемый метод лазерно-утюжного травления. Многие с ним знакомы, а кто еще не знаком, надеюсь данная информация будет полезна. Используемые материалы: — листовая латунь 0,6мм — гексагидрат хлорида железа, он же FeCl3*6H2O, он же шестиводный хлорид железа — пленка для лазерной печати — секундный клей «Момент Гель» от Henkel на цианакрилатной основе — прочее (офисная бумага, лазерный принтер, вода) — деревянные палочки — стеклянная или пластиковая ёмкость
Еще потребуется желание и терпение!
Начнем с подготовки рисунка для травления. Я использую как векторную, так и растровую графику. Обязательно проверяю, чтобы цвет изображения был «абсолютно» черный. Далее вывожу на печать изображение, чтобы посмотреть как оно выглядит на бумаге. Всегда вывожу два изображения (на случай, если изображение с пленки на латунь плохо переведется будет запасной вариант). Затем беру пленку для лазерной печати.
Перед выводом на печать выставляю в настройках лазерного принтера, либо максимальное разрешение, либо убираю режим экономии тонера (всё зависит от используемой модели принтера). Теперь внимание — обязательно необходимо выставить ЗЕРКАЛЬНУЮ печать, чтобы затем после травления получить правильное изображение. В случае симметричных рисунков это необязательно.
Затем вырезаю необходимый фрагмент. Потом вырезаю под размер фрагмента кусочек листовой латуни. Готовимся к переносу изображения на латунь. Далее, маленький момент, но он очень бережет нервы. Как закрепить пленку на латуни, чтобы она не съехала во время глажки? Очень просто — по углам пластины ставим микрокапельки клея «Момент Гель» и сажаем пленку на пластину. В данном случае у меня шесть капелек — четыре по углам и две посередине. Готово.
Кладем латунь с пленкой на ровную поверхность, я использую кусок ДСП и толстый слой бумаги. Сверху на него кладу сложенный пополам обычный лист формата А4.
Далее приступаем к шаманству. Тут как говорится — пока сам не попробуешь, не прочуствуешь — не получится.
Выставляю на утюге нагрев почти на максимум. Начинаем прогревать поверхность – водим прямо по листу бумаги утюгом равномерно во все сторону плотно прижимая утюг к бумаге в течение где-то 20-30 секунд. И так около пяти раз. Критерием готовности является проявление «рельефности» пленки, т.е. если смотреть на поверхность под большим углом, то можно увидеть, что пленка в местах где есть краска, пленка имеет выпуклую поверхность.
Далее под водой аккуратно отдираю пленку – все отлично перевелось.
Если где-то есть небольшие пробелы, то аккуратно на кончике иглы беру тот же клей Момент Гель и «закрашиваю» эти места. Гель именно потому, что он не растекается и можно точечно «закрасить». Далее обрезаем лишние куски латуни, чтобы зря не расходовать травильный раствор. Затем защищаем обратную поверхность. Можно использовать Цапон-лак, но я использую все тот же клей Момент Гель. При работе с этим клеем нужно быть осторожным, т.к. он на цианакрилатной основе и пары могут раздражать слизистые глаз.
Почти всё готово к травлению. Осталось сделать приспособу, чтобы держать нашу заготовку. Я использую деревянные палочки, связанные резинкой (напоминает большую прищепку).
Палочки покрыты лаком, чтобы на намокали и не гнили в травильном растворе. Далее берем шестиводный раствор хлорида железа и добавляем его в воду.
(БУДЬТЕ внимательны, если брать безводный раствор хлорида железа, то всегда надо сыпать именно порошок в воду, а не наоборот, т.к. идет сильная экзотермическая реакция и всё содержимое может оказаться на вас). Помещаем нашу «прищепку» с заготовкой в раствор. Начинается процесс травления.
Изображение, естественно, должно быть направлено вниз. Далее примерно через каждые 5-15 мин желательно доставать заготовку и смотреть как идет травление, а промывать заготовку под струей воды комнатной температуры.
Это делается для того, чтобы смыть образующийся налет, который тормозит травление. Если есть магнитная мешалка, то можно ее поставить под емкость и включить – процесс травления будет идти быстрее. Далее в процессе травления смотрим – когда глубина травления устраивает – то прекращаем травление. Все аккуратно убираем. Емкость с хлоридом железа лучше очень хорошо закрыть и упаковать (если разольется, то отмыть рыжие пятна будет достаточно проблематично). Радуемся полученному результату.
Далее снимаем защитный слой с обратной стороны (легко снимается обычным ножом) и дальше работаем с заготовкой. Надеюсь сей урок окажется полезным. Всем удачи в творчестве и новых работ. Да прибудет с нами сила ПАРА!
Разработка и нанесение рисунка
Эскиз
Сюжетный рисунок, растительный орнамент, логотип или просто фраза – это лишь малый перечень идей рисунка, который будет красиво запечатлен на клинке. Выберите, какой узор вы хотите видеть на клинке и начинайте создание эскиза. Можно нарисовать самостоятельно или попросить профессионалов.
После чего нужно перенести рисунок на клинок. Для этого помещаем клинок в сканер, переносим изображение в программу CorelDraw, где обрисовываем контуры клинка. Далее накладываем подходящий орнамент. Результат следует продублировать в зеркальном отображении и отправить в печать.
Лакирование клинка и перенос рисунка
Клинок надо покрыть лаком заранее. Можно воспользоваться матовым лаком для пластмассовых моделей-копий. Лак нужно разбавить нитрорасстворителем, чтобы быстрее высох, и нанести аэрографом (можно и кисточкой). Лак используется потому, что в течение суток сохраняет пластичность и не крошится под скраббером.
Вырезаем эскиз, чтобы было проще подогнать к клинку, «зачерняем» оборотную сторону карандашом, крепим на клинке малярной лентой. После прорисовываем тонкой ручкой орнамент. В итоге получается рисунок на лаке.
Процарапывание рисунка
Рисунок по поверхности лака процарапываем с помощью скрабберов с различной заточкой
Важно, чтобы металл скраббера не был тверже металла клинка, а то будут царапины
Особенности рисунка
Интересно: Активный фильтр низких частот (ФНЧ) для сабвуфера
В нашем примере травится «поле» (это самый сложный вариант, т.к. рисунок процарапать труднее), хотя возможен и более доступный вариант, когда травятся исключительно контуры рисунка.
Оксидирование лимонной кислотой
Чернение лимонной кислотой защит от коррозии, пленочки окислов и ржавчины. Это старый способ, подходящий для стали с высоким количеством углерода. Если таким образом оксидировать нож, то в местах, где будет происходить его заточка, все покрытие сойдет. Оно не слишком стойкое, подойдет для предметов, которыми пользуются редко.
Для этого понадобится:
- пачка лимонной кислоты;
- горячая вода (90-95 градусов);
- машинное масло.
В емкость из нержавеющей стали или стекла необходимо высыпать весь пакетик с лимонной кислотой (20 гр), заливать горячей водой (около 200 гр) и тщательно размешать. Окунаем изделие в приготовленный состав и оставляем на 50 минут. Через некоторое время можно наблюдать начало реакции. Вокруг детали станут активно образовываться пузыри. Они могут препятствовать доступу воздуха к изделию, поэтому можно периодически (раз в 10-15 мин) двигать ножом, чтобы они исчезли с поверхности.
По истечении 50 минут можно достать деталь, она станет по окончанию процесса черного цвета. Ее нужно сполоснуть, смазать маслом и протереть.
Способ гравировки 1
- Стеклянная емкость (по размеру обрабатываемой заготовки). Естественно, не бутыль с узким горлышком, а банка, стакан или ванночка. Источник постоянного напряжения (до 15 В). Он должен давать ток 0,5 А, как минимум. Оптимальный вариант – зарядное устройство для АКБ личного авто. Автор именно его и использовал. Хотя некоторые умельцы для этих целей берут зарядники аккумуляторов бытового инструмента (шуруповерта и так далее), и даже сотовых тлф. Парочка проводов для присоединения и зажимов (например, типа «крокодил»). Любая металлическая заготовка (та же ложка), которая будет играть роль второго электрода. Солевой раствор. Концентрация определяется на «глазок», поэтому общая рекомендация такая: на стакан воды – 2 ложки (чайных). Лак. Он понадобится для окрашивания сегмента металла, на котором планируется нанесение гравировки. В большинстве статей, посвященных эл/химическому способу, есть советы по применению состава для ногтей. Автор, чтобы «не травмировать» жену такой расточительностью, использовал так называемый цапон-лак, который хорошо известен радиолюбителям и эл/монтажникам. Стоит копейки, не дефицит, и легко снимается растворителем.
Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.
Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.
Суть метода
Травление металлов предусматривает тщательную обработку поверхности. На изделие наносится защитное покрытие, которое стирают в месте рисунка. Затем используют или кислоты, или ванну с электролитом. Незащищенные места разрушаются. Чем больше время выдержки, тем глубже происходит травление металлов. Рисунок становится более выразительным и четким. Существуют различные способы получения гравюры (надписи): может протравливаться непосредственно само изображение или же фон. Зачастую такие процессы комбинируются. Также используют и многослойное протравливание.
Протравы, используемые для стали
Очень часто для травления стали применяют раствор азотной кислоты. Также используется соляная, виннокаменная (с небольшими добавками азотной). Твердые марки стали протравливаются смесью азотной и уксусной кислот. Глифоген – это специальная жидкость на основе воды, азотной кислоты и алкоголя. Поверхность обрабатывают таким составом несколько минут. Затем промывают (раствор винного спирта в очищенной воде), быстро сушат. Это – предварительное протравливание. Только после таких манипуляций заготовки помещаются в травильный раствор. Чугун хорошо протравливается в растворе серной кислоты.
Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.
Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
Читать также: Горелка для пайки меди твердым припоем
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.
Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот, солей или щелочей — называется травлением.
Химическое ТРАВЛЕНИЕ МЕТАЛЛА
Химическим травлением металла
называется способ воспроизведения с помощью химических средств различных рисунков, орнаментов, фактур, надписей и т.п. на поверхности металлических предметов.
Химическое травление латуни
, химическое
травление меди
и их сплавов основано на реакции специальных составов-протрав с поверхностью основы, в результате которой растворяются оксидные пленки. Для обработки мы используем растворы концентрированных кислот, в которые помещают изделия на определенное время. Этим способом мы выполняем предварительное или глянцевое
травление
. Получение матовой или блестящей поверхности при
химическом травлении металла
мы регулируем степенью концентрации кислоты и временем выдержки.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Растворы, применяемые в процедуре травления
В процедуре травления металлов могут применяться различные составы и вещества. Рассмотрим наиболее популярные разновидности таких смесей.
- Раствор для травления из соляной или серной кислоты. Такие составы применяются при обработке углеродистой стали. Причем в емкость для травления также следует добавить ингибитор коррозии. Это необходимо для того чтобы устранить хрупкость материала а также снизить вероятность перетравливания.
- Для работы с нержавеющей или жаропрочной сталью применяют жидкость, состоящую из азотной, серной или соляной кислоты. Причем часто одно изделие обрабатывается сразу несколькими веществами, таким образом можно полностью удалить все загрязнения и проявить рисунок;
- Алюминий и его сплавы травят с помощью кислотных и щелочных растворов. При этом если в раствор добавить хлористый натрий, то конечное изделие будет иметь равномерный рисунок на всех участках.
Конечно, применять серьезные химические вещества для травления металла в домашних условиях, можно далеко не всегда. Именно поэтому в большинстве случаев такие процедуры осуществляются с помощью солевых или электролизных растворов. При этом в качестве защитного средства, которое может противостоять кислотной среде ,часто применяют лак для ногтей, или хорошую краску.
Виды травления
Представим распространенные способы. Большинство из них можно реализовать в домашних условиях. Но необходимо придерживаться правил безопасности – дело будем иметь с химикатами.
Электролитическое
Второе название – гальваническая обработка. Проще всего применять эту технологию на мелких деталях, когда необходимо срочно очистить поверхность. Суть процедуры следующая: наводится солевой или кислотный электролитический раствор, в него помещается заготовка. Затем подается разряд. В зависимости от того, как он заряжен, различают травление:
Катодное. В среде с добавлением химических элементов на катоде образуется водород в виде газа – с его выделением проходит реакция. Он насыщает жидкость и вступает в реакцию со сплавами, убирая окалину. Следует учесть, что при этом страдает прочность поверхности, она становится более хрупкой, поэтому тонкие стальные листы так лучше не обрабатывать. Подходящие материалы – сталь с высоким уровнем углерода, образцы после термообработки. Анодное. Применяется чаще. На аноде происходит отрыв оксидной пленки с выделением кислорода. Все «лишние» частицы расплавляются в растворе. Верхний слой приобретает небольшую шероховатость
Есть вероятность потери чрезмерно большого количества металла, важно не передержать изделие в емкости под напряжением.
Химическое
Если предыдущий вариант отлично подходил для стали, особенно для углеродистой, то эта процедура имеет те же цели, но совсем другую публику. К обработке можно приступить, если в руках находится:
- чермет;
- нержавейка;
- титан;
- алюминий.
Подойдут: H2SO4, HCl, HNO3. Длительность погружения в ванночку зависит от концентрированности состава и степени загрязнения заготовки. Интервал достаточно большой – для косметической чистки тонкостенного изделия может понадобиться всего 1 минута, а для толстой чугунной детали – до 2 часов.
Технология проста. Есть металл. На нем образовалась оксидная пленка, которую нужно убрать. Кислоты через поры проникают под окисление и взаимодействуют со стальной поверхностью. В ходе химической реакции с железом выделяется водород. Он отталкивает загрязнение. Но также может повредиться металлическая поверхность. Избежать этого можно, если предварительно обработать деталь специальными ингибиторами ржавчины.
Плазменное
Процедура также происходит в среде химикатов. Но возбуждает химическую реакцию поток плазмы, сгенерированный на основе инертных газов (с содержанием фтора). Они, вступая во взаимодействие с коррозией (или с кремнием), не трогают само железо. Это очень точный метод, но он требует специального оборудования. Степень точности – до 10 наномикрон.
Посмотрим видео на эту тему:
Гальваническое
Это очень быстрый способ, поэтому он получил популярность, особенно у тех, кто проводит его дома. Скорость – не единственное преимущество. Другие достоинства:
- достаточно четкие границы, контуры;
- не требуются кислоты, поэтому для человека это более экологичный метод.
Сперва определимся с составом жидкости для погружения, она зависит от материала заготовки:
| Вещество | Протрава |
| Сталь, железо | Смесь нашатыря и железный купорос |
| Медь, бронза, латунь | Раствор медного купороса |
| Цинк | Цинковый купорос |
Погружная ванночка обязательно должна быть из диэлектрика. Например, стеклянная банка для мелких деталей.
Кладем элемент в емкость, наливаем средство с хорошими проводящими качествами. Анод прикрепляем к изделию. Обязательно понадобится источник энергии. Процедура занимает не более 2 минут, затем следуем промыть образец под водой.
Художественное
Процедура подходит для травления ножа в домашних условиях. Процесс очень распространен среди реставраторов и ценителей оружия. С его помощью можно сделать гравировку, набить инициалы владельца или добавить живописные узоры.
Операция очень проста. Можно использовать любой из вышеперечисленных методов, но быстрее и безопаснее всего – гальванический. На поверхности металла следует оставить трафарет из скотча. Сделать его просто с помощью хорошего струйного принтера. Когда необходимые участки защищены (следите, чтобы под лентой не оставалось следов воздуха), можно проводить классическое травление.
Посмотрим на фото:
Травление изделия из металла
Для активации процесса в раствор электролита необходимо поместить любой стальной предмет и подключить к нему отрицательный провод от источника тока. Положительный провод в этом случае присоединяется к обрабатываемому изделию. Схематично процесс травления выглядит так:
При отсутствии качественного преобразователя (выпрямителя) можно воспользоваться зарядным устройством для телефона, срезав с него контакт для соответствующего гнезда.
Процесс травления под действием электрического тока происходит достаточно бурно.
Это необходимо учитывать при выборе стеклянной емкости. Уровень электролита в ней должен предотвращать его возможное выплескивание в процессе травления.
Контроль углубления рисунка при электрохимической обработке можно осуществлять визуально, периодически доставая обрабатываемое изделие из раствора. При соблюдении всех необходимых параметров процесс может продолжаться до нескольких минут, в зависимости от желаемой глубины травления узора на металлической детали.
Получив желаемый результат, отключите электрический ток. После этого с извлеченного образца тщательно удалите лаковую пленку. Для этого удобно воспользоваться средством для снятия лака и плотной тканью. Промойте готовый рисунок теплой водой с мылом.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Получение цветного рисунка
Для придания полученному узору, рисунку или надписи дополнительного декоративного эффекта предлагаем воспользоваться несложным способом, доступным каждому. Для этого на обработанный участок нанесите небольшое количество любой нитроэмали, добившись полного заполнения углубления. Этот лакокрасочный материал достаточно быстро сохнет, поэтому к дальнейшей работе можно возвратиться уже по истечении часа. Убедившись, что эмаль полностью высохла, удалите лишний материал, попавший на поверхность протравленного изделия с помощью мелкой наждачной бумаги. Применение растворителя в данном случае может испортить всю работу, так как он размазывает краску по поверхности, полностью не удаляя ее, и может придать узору некрасивую матовость.
Окончательно придать окрашенному протравленному рисунку выразительность позволит механическое полирование готового изделия на войлочном круге с пастой ГОИ.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение:)
ТРАВЛЕНИЕ МЕТАЛЛА
— группа технологических приёмов для управляемого удаления поверхностного слоя материала с металлической заготовки под действием специально подбираемых химических реактивов.
Ряд способов ТРАВЛЕНИЯ МЕТАЛЛА
предусматривает активацию травящих реагентов посредством других физических явлений, например, наложением внешнего электрического поля при электрохимическом травлении, ионизацией атомов и молекул реагентов при ионно-плазменном травлении и т.п.
В литературе термин «травление», как правило, сопровождается определением, поясняющим конкретную технологию травления
— химическое, кислотное, щелочное, электрохимическое и т.п. При использовании термина «травление» без дополнительного определения, как правило, подразумевается
химическое травление металла
в водном электролите.
Для художественного травления металла
, когда часть поверхности, подвергаемой травлению, требуется сохранить, то она защищается (химически или механически) путём наложения специального защитного слоя — маски.
Основные виды травления металла
следующие:
- химическое травление металла
— «жидкое» травление - электрохимическое ТРАВЛЕНИЕ МЕТАЛЛА
—
гальваническое травление - ионно-плазменное — «сухое» травление
В своей работе по ТРАВЛЕНИЮ МЕТАЛЛА
мы применяем наиболее используемые технологии:
химическое травление металла
и
гальваническое травление
.
Травление
, как один из этапов
гальваники
используется для предварительной подготовки металлических изделий к нанесению защитных покрытий. С его помощью заранее обезжиренную поверхность очищают от оксидных пленок для лучшего сцепления гальванического слоя с основой.
В декоративных целях мы выполняем различные рисунки и надписи на изделиях (гравирование) художественным травлением металла
.
Травление меди
широко используется нами для обработки медных клише, а также при изготовлении предметов интерьера.
Мы выполняем травление меди
и
травление латуни
химическим или гальваническим способом. Вид травильного раствора, его концентрацию и время обработки мы подбираем индивидуально, и параметры раствора зависят от толщины оксидной пленки, которую предстоит удалить.