Внедрение плазменной обработки в промышленность ознаменовало технологический прорыв и переход на качественно новый уровень производства. Область применения полезных свойств плазмы очень обширна. Прежде всего это производство приборов электроники и полупроводниковых приборов. Без плазмохимического травления свет вряд ли увидели бы современные производительные персональные компьютеры. Но это далеко не все.
Ионно-плазменная обработка применяется также в оптике и машиностроении для полировки изделий, нанесения защитных покрытий, диффузионного насыщения поверхности металлов и сплавов, а также для сварки и раскроя листовой стали. В данной работе основное внимание уделяется именно технологиям сварки и резки с использованием плазмы.
Общие положения
Из школьных уроков по физике каждый знает, что вещество может существовать в четырех состояниях: твердое, жидкое, газ, а также плазма. Больше всего вопросов возникает при попытке представить последнее состояние. А на самом деле все не так сложно. Плазма – это тоже газ, только его молекулы, что называется, ионизированы (то есть оторваны от электронов). Такое состояние может быть достигнуто разными способами: в результате воздействия высоких температур, а также как результат бомбардировки электронами атомов газа в вакууме.
Такую плазму принято называть низкотемпературной. Такая физика процесса используется при осуществлении плазменного напыления (травления, насыщения) в вакууме. Помещая частицы плазмы в магнитное поле, им можно придавать направленное движение. Как показала практика, такая обработка более эффективна по ряду параметров классических операций в технологии машиностроения (насыщение в порошковых средах, газопламенная резка, поливание при помощи пасты на основе оксида хрома и так далее).
Виды плазменной обработки
В настоящее время плазма активно используется практически во всех отраслях промышленности и народного хозяйства: медицина, машиностроение, приборостроение, строительство, наука и так далее.
Первопроходцем в применении плазменных технологий было приборостроение. Промышленное применение плазменной обработки началось с использования свойств ионизированного газа для распыления всевозможных материалов и нанесения их на подкладки, а также для травления каналов с целью получения микросхем. В зависимости от некоторых особенностей устройства технологических установок различают плазмохимическое травление, ионно-химическое, а также ионно-лучевое.
Освоение плазмы – это невероятно ценный вклад в развитие технологий и улучшение, без преувеличения, качества жизни всего человечества. С течением времени область применения ионов газа расширялась. И сегодня плазменная обработка (в том или ином виде) применяется для создания материалов с особыми свойствами (жаростойкость, твердость поверхности, коррозионная стойкость и так далее), для эффективной резки по металлу, для сваривания, для полирования поверхностей и устранения микронеровностей.
Этим списком не ограничивается применение технологий, основанных на воздействии плазмы на обрабатываемую поверхность. В настоящее время активно развиваются средства и методы плазменного напыления с использованием различных материалов и режимов обработки с целью достижения максимальных показателей механических и физических свойств.
Оборудование для резки плазмой
Для резки металла плазмой выпускаются аппараты промышленного и бытового назначения. Все агрегаты для резки плазмой имеют в своём составе:
- источник питания;
- плазмотрон;
- компрессор для нагнетания сжатого газа;
- кабели и шланги, служащие для соединения элементов оборудования.
Источник питания может представлять собой инвертор или трансформатор. Инверторные агрегаты лёгкие, экономичные, обладают высоким коэффициентом полезного действия. Их часто применяют в небольших производствах. Имеют ограничение по силе тока — 70 А, способны резать материал только небольшой толщины до 30 мм.
Трансформаторные устройства более мощные, имеют больший вес и размеры. Они более устойчивы к перепадам напряжений, способны к долгой непрерывной работе и часто используются в станках с ЧПУ. Оборудование с системой водяного охлаждения способно резать металл толщиной до 100 мм. Источники питания для резки с применением кислорода имеют силу тока в диапазоне 100—400 А. При использовании азота, как плазмообразующего газа, этот диапазон увеличивается до 600 А.
Плазмотрон — это основной узел всех установок. В его состав входит:
- внутренний электрод;
- рабочее сопло;
- изолирующий корпус с охлаждением;
- устройство подачи плазмообразующего вещества.
В зависимости от условий обработки применяют разные газы для плазменной резки. Для сталей и сплавов применяют кислород и воздух. Воздушно-плазменная резка используется для обработки низколегированных сталей. При обработке цветных металлов плазмообразующими газами могут быть аргон, азот, водород. Это обусловлено тем, что в среде кислорода цветные металлы начинают окисляться. Смесь аргона с водородом чаще используется для резки нержавеющей стали и алюминия.
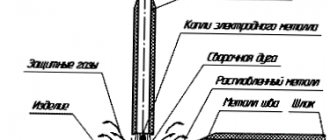
Сущность плазменной сварки
В отличие от установок ионно-плазменного насыщения и напыления, в данном случае плазменная обработка осуществляется с применением высокотемпературной плазмы. Эффективность данного метода более высокая, чем при применении традиционных методов сварки (газопламенная, электродуговая, сварка под флюсом и так далее). В качестве рабочей газовой смеси используется, как правило, обычный атмосферный воздух под давлением. Таким образом, данная методика характеризуется отсутствием затрат на расходные газы.
Характерные преимущества процесса
Плазменная резка металла характеризуется такими особенностями:
- Высокая производительность. В 5-10 раз выше скорость раскроя сравнительно с газокислородным способом. Уступает по данному параметру лишь лазерному резанию.
- Универсальность. Возможен раскрой практически любого материала, достаточно установить оптимальные параметры процесса – мощность и давление газа.
- Качество подготовки не имеет особого значения – лакокрасочное покрытие, грязь или ржавчина на металле для плазменной резки не страшны.
- Повышенное качество и точность. Современные агрегаты обеспечивают минимальную ширину реза, относительно чистые без чрезмерного количества окалины на кромках – в большинстве случаев не нуждаются в дополнительной механической обработке и даже зачистке.
- Небольшая зона термического влияния способствует минимизации деформации вырезаемых заготовок в результате воздействия повышенной температуры.
- Возможность фигурной вырезки сложных геометрических форм.
- Безопасность процесса в отличие от газо-кислородной резки, где присутствуют баллоны со сжатым кислородом и горючим газом.
- Агрегаты для плазменной резки металла просты в обслуживании и эксплуатации.
Преимущества плазменной сварки
По сравнению с традиционными видами сварки использование плазменного сварочного аппарата более безопасно. Причина вполне ясна – применение в качестве рабочего газа атмосферного кислорода под давлением. В настоящее время безопасности на производстве уделяется очень пристальное внимание со стороны владельцев бизнеса, руководителей и надзорных органов.
Еще одно очень важное преимущество – высокое качество сварного шва (минимум наплывов, непроваров и других дефектов). Хотя для того чтобы научиться умело пользоваться плазменным сварочным аппаратом, необходимы долгие месяцы практики. Только в таком случае сварной шов и соединения в целом будут соответствовать высоким стандартам.
Данная технология имеет целый ряд и других преимуществ. Среди них: высокая скорость процесса сваривания (производительность возрастает), небольшой расход энергоресурсов (электроэнергия), высокая точность соединения, отсутствие деформаций и короблений.
Оборудование для плазменной резки
Сам процесс очень чувствителен к используемым источникам тока. Поэтому допускается применять лишь очень качественные и надежные трансформаторы, демонстрирующие постоянство выдаваемого напряжения. Используются понижающие трансформаторы, которые преобразовывают высокое напряжение на входе в низкое на выходе. Стоимость подобного оборудования в разы меньше стоимости традиционных преобразователей для электродуговой сварки. К тому же они более экономичны.
Оборудование для плазменной резки характеризуется простотой использования. Поэтому при наличии хотя бы минимального опыта и навыков можно производить все сварочные работы самостоятельно.
Плазменная резка
Плазменной резкой называется процесс, при котором металл разрезается на составные части направленным потоком высокотемпературной плазмы. Данная технология обеспечивает идеально ровную линию разреза. После плазменного резака необходимость в дополнительной обработке контура изделий (будь то листовой материал или трубная продукция) отпадает.
Процесс может осуществляться как при помощи ручного резака, так и с использованием станка плазменной резки для раскроя листового стального проката. Плазма образуется при воздействии на поток рабочего газа электрической дуги. В результате значительного локального нагрева происходит ионизация (отрыв отрицательно заряженных электронов от положительно заряженных атомов).
Популярные металлы
Наиболее распространена плазменная резка листового металла, это связано с тем, что этот метода на сегодняшний день является одним из самых дешевых и быстрых способов работы с листовым прокатом.
Как правило, оборудование для работы с листами металла позволяет осуществлять резку листа толщиной до 50 мм, независимо от сплава, из которого изготовлен лист.
Кроме того современные станки плазменной резки позволяют вырезать изделия практически любой геометрической формы с точностью среза до 0,5 мм.
Нередко требуется точно и быстро осуществить резку труб. В отличие от резки листового металла плазменная резка труб осуществляется в специальных машинах, которые позволяют вращать трубу в процессе резки.
Скорость такой резки может достигать 9000 мм, а точность среза до 0,1 мм.
Благодаря таким параметрам, а так же невысокой цене плазменная резка труб является одним из наиболее доступных методов точной резки труб самого широкого диапазона диаметров и практически любого сплава.
Одним из сложных для работы материалов является алюминий и его сплавы, этот металл достаточно легко окисляется, при резке сложно получить чистый и точный срез.
Алюминий
При этом, плазменная резка алюминия с использованием воздуха или активных газов — не является наилучшим выбором, так как поверхность среза будет покрыта толстым слоем окислов, что негативно скажется на качестве получаемых деталей.
Для работы с алюминием требуются аппараты плазменной резки, работающие на неактивных газах, таких как аргон либо азот.
При их использовании на поверхности среза алюминия практически не будет оксидов, эта разновидность метода является одной из наиболее подходящих для работы с этим металлом.
Не смотря на универсальность метода, плазменная резка стали является наиболее частой областью применения плазменного оборудования, по причине того, что сталь является наиболее распространенным сплавом.
Кроме того, для резки стали нет необходимости применять инертные газы, что позволяет использовать даже самое простое и недорогое оборудование, получая отличные результаты как по точности так и по скорости работы.
Нержавеющая сталь
Если осуществляется плазменная резка нержавейки, то она также не требует технических ухищрений, так как этот сплав устойчив к окислению и его вполне возможно резать с помощью воздушно-дуговой разновидности плазменной резки, которая является наиболее дешевой и доступной.
Еще одним несомненным преимуществом является возможность работы даже с очень тонкими слоями металла без потерь качества и точности резки.
Именно плазменная резка тонкого металла является основным и практически единственным конкурентом в этой области для лазерной резки.
Это связано с тем, что методами механической обработки крайне сложно осуществлять резку тонкого металла, при этом они не удовлетворяют современным требованиям по точности, скорости работы и качеству получаемых срезов.
Область применения плазменной резки
Струя высокотемпературной плазмы обладает очень большой энергией. Температура ее настолько велика, что она с легкостью буквально испаряет многие металлы и сплавы. В основном данная технология используется для нарезания стальных листов, листов из алюминия, бронзы, латуни и даже титана. Причем толщина листа может быть самой разной. На качестве линии среза это не отразится – она будет идеально гладкой и ровной, без потеков.
Однако следует учесть, что для получения качественного и ровного среза при работе с толстостенными материалом необходимо использовать станок плазменной резки. Мощности ручного резака будет недостаточно для раскроя металла толщиной от 5 до 30 миллиметров.
Технология и принцип работы
Инструменты для плазменной резки позволяют работать практически с любыми металлами или сплавами, даже сверхпрочными либо отличающимися другими особыми свойствами.
Также, технология плазменной резки металла позволяет значительно ускорить резку металлических деталей малой и средней толщины по сравнению с газопламенной резкой.
Плазменно-дуговой способ
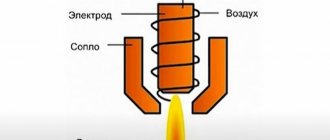
Для того, чтобы создать плазму — между электродом аппарата для резки и разрезаемым металлом создается электрическая дуга, одновременно — из расположенного рядом с электродом сопла, подается газ под высоким давлением.
Электрическая дуга преобразует струю газа в поток плазмы имеющий температуру от 5 до 30 тысяч градусов. При этом скорость движения струи плазмы достигает более полутора километров в секунду.
Наглядное видео:
Поток плазмы, имеющий такие показатели температуры и скорости движения, легко справляется с разрезанием любых даже самых прочных сплавов.
При этом, плазменно дуговая резка металлов обеспечить высокое качество и чистоту получаемого среза и невысокий нагрев самой разрезаемой детали, что исключает тепловую деформацию заготовки, которая зачастую является серьезной проблемой при других методах разрезания металлов.
Плазменно-дуговая резка металла подразумевает включение разрезаемого металла в электрическую цепь, то есть разрез осуществляется с помощью электрической дуги.
Таким образом, режут металлы, которые другим способом обработать крайне сложно либо невозможно, к ним относятся коррозионностойкие стали, титан, медь.
Также, с помощью этого метода легко режутся: алюминий, чугун и другие металлы, сплавы, черные либо цветные.
При резке плазменной дугой происходит выплавление металла в точке разреза, затем расплавленный металл выдувается струей газа.
Метод резки плазменной струей
Также существует метод резки с помощью потока плазмы. При этом разрезаемый металл не является компонентом электрической цепи.
В данном случае — электрическая дуга так же есть, но она проходит от наконечника электрода до внутренней стенки сопла плазмотрона.
Таким образом, можно осуществлять резку неэлектропроводных материалов, разрезание металла осуществляется за счет воздействия высокоскоростной плазмы, электрическая дуга используется только для создания плазмы и придания ей большой скорости.
Именно этот метод используется для изготовления аппаратов ручной плазменной резки.
Технологии плазменной резки
Метод резки струей плазмы незаменим при резке тонких листов металла, в других случаях (за исключением ручной резки) он используется достаточно редко.
В ручной резке преимущественно используется именно метод резки потоком плазмы, так как с помощью этой технологии можно создавать компактные приборы с невысоким весом и энергопотреблением.
Назначение форсунок
Форсунки, по которым подается газ, требуют охлаждения, чаще всего используется воздушное охлаждение, но присутствует и аппаратура с водным охлаждением.
Форсунки, обычно — используются с регулируемым диаметром сопла, что позволяет точно настроить скорость и силу истечения газов.
Благодаря этому — один и тот же аппарат можно настроить для эффективной работы практически с любым металлом, самого широкого диапазона толщины и состава материала.
Как правило, форсунки с воздушным охлаждением более дешевы и надежны, но жидкостное охлаждение форсунок позволяет развивать значительно большую мощность, чем при использовании воздушного охлаждения.
Назначение электродов
Электроды, используемые в аппаратах для плазменной резки, изготавливают из сплавов вольфрама с лантаном.
Это связано с тем, что электрод должен обладать высокой электропроводностью и при этом должен быть устойчив к воздействиям высокой температуры.
Газы, которые применяются для создания плазмы делятся на активные и неактивные.
Посредством активных газов работают кислородная либо воздушно плазменная резка металла, эти разновидности метода используются для резки черных металлов и их сплавов (сталь, чугун).
Для резки цветных металлов и сплавов, наилучшим образом подходит — резка с применением неактивных газов, таких как аргон, азот, водород.
Схематичный рисунок режущего плазмотрона
Так как физический принцип плазменной резки металла позволяет работать практически с любыми металлами, обеспечивать высокую безопасность и скорость работы, то этот метод обработки металлов получил достаточно широкое распространение на самых различных производствах.
Резка металла с помощью плазменной струи позволяет осуществлять сложную фигурную вырезку.
Помимо быстрого вырезания сложных технических деталей, возможна и художественная плазменная резка металла, которая позволяет создавать настоящие произведения искусства либо декоративные элементы даже из очень тугоплавких сплавов.
Технология предполагает различные режимы плазменной резки металла, которые позволяют быстро подстроить оборудование под работы не только с определенной разновидностью сплава, но и с заготовками определенной толщины.
Благодаря различным режимам работы оборудования можно легко подобрать нужный режим в большинстве случаев, что позволяет экономить как энергию, так и ресурс аппаратуры.
Газовая резка или плазменная?
Какому виду резки и раскроя металла отдать предпочтение? Что лучше: кислородно-газовая резка или же технология плазменной резки? Второй вариант, пожалуй, является более универсальным, так как подходит практически для любого материала (даже склонного к окислению при повышенных температурах). Кроме того, плазменная резка осуществляется с использованием обычного атмосферного воздуха, а значит, не требует приобретения дорогостоящих расходных материалов. Да и линия разреза получается идеально ровной и не требует доработки. Все это в комплексе значительно снижает себестоимость изделия и делает продукцию более конкурентоспособной.
ПЛА́ЗМЕННАЯ ТЕХНОЛО́ГИЯ
ПЛА́ЗМЕННАЯ ТЕХНОЛО́ГИЯ, технологич. процессы, основанные на использовании низкотемпературной плазмы, генерируемой дуговыми или высокочастотными плазматронами. Применяется для проведения разл. металлургич. процессов (см. Плазменная металлургия) и термич. обработки – сварки, резки, наплавки металлич. материалов, а также удаления (травления) приповерхностных слоёв твёрдых тел или их упрочнения (путём их ионного легирования или модифицирования) и др.
Процессы П. т. осуществляются при темп-ре плазмы (1–2)·104 К и характеризуются большим диапазоном регулирования мощности (до 150 кВт) и возможностью сосредоточения потока плазмы на обрабатываемом изделии; процессы могут выполняться при нормальном (атмосферном) или повышенном давлении либо в вакууме. Эффекты от применения П. т. достигаются как тепловым, так и механич. действием компонентов плазмы (бомбардировкой изделия частицами плазмы, движущимися с очень высокой скоростью, – т. н. скоростной напор плазменного потока). Удельная мощность, передаваемая поверхности материала плазменной дугой, достигает 105– 106 Вт/см2, в случае плазменной струи она составляет 103–104 Вт/см2. Тепловой поток, если это необходимо, может быть рассредоточен, обеспечивая «мягкий» равномерный нагрев поверхности, что используется при наплавке и нанесении покрытий.
Для сварки металлов применяют одноврем. воздействие дугового разряда и плазменной струи, что позволяет глубоко проникать в металл. Такая сварка отличается высокой производительностью и, вследствие большой стабильности действия дуги, хорошим качеством; позволяет сваривать достаточно толстый металл (10–15 мм) без спец. разделки кромок. Маломощная плазменная дуга на токах 0,1–40 А удобна для сварки тонких листов (0,05 мм) при изготовлении мембран, сильфонов, теплообменников из Ta, Ti, Mo, W, Al.
Резка металлов осуществляется при одноврем. воздействии плазменной струи и дугового разряда между анодом (разрезаемым металлом) и катодом плазматрона. Плазменная струя (Ar, N2, H2, NH3 и их смеси) формируется и стабилизируется в канале анода при нагреве дуговым разрядом. Для интенсификации резки металлов используется химически активная плазма. Напр., при резке возд. плазмой кислород, окисляя металл, даёт дополнит. энергетич. вклад в процесс резки. Плазменной дугой режут нержавеющие и хромоникелевые стали, Cu, Al и др. металлы и сплавы, не поддающиеся кислородной резке. Неэлектропроводные материалы (бетоны, гранит, тонколистовые органич. материалы) обрабатывают плазменной струёй.
Для нанесения покрытий материал (тугоплавкие металлы, оксиды, карбиды, силициды, бориды и др.) вводят в виде проволоки, порошка или суспензии в плазменную струю, в которой он плавится, распыляется и в виде мелких частиц с высокой скоростью наносится на поверхность изделия (подложку). Высокие скорости напыляемых частиц (до 700 м/с) определяют формирование на подложке покрытия в виде дисков малой толщины (2–10 мкм) и их высокую скорость охлаждения – до 108 К/с; в зависимости от напыляемого материала в покрытии формируется аморфная или наноструктура с высокой микротвёрдостью. При раздельном затвердевании напыляемых частиц на подложке возможно конструирование макроструктуры покрытия, в т. ч. создание трёхмерных капиллярно-пористых покрытий (пористость определяет низкий кажущийся модуль упругости покрытия, что обеспечивает высокую термостойкость теплозащитных покрытий). Повышение темп-ры подложки существенно увеличивает когезию и адгезию покрытий. Осн. область применения плазменного напыления – формирование теплозащитных оксидных покрытий с пористостью до 20% или плотных покрытий с трещинами, перпендикулярными подложке. Плазменное напыление также успешно используется для получения волокнистых композиц. материалов с алюминиевой, титановой и интерметаллидной матрицами.
Травление с использованием компонентов газоразрядной плазмы применяют для удаления вещества с поверхности (напр., обрабатываемой детали). Плазменное травление иногда называют «сухим» в отличие от классич. «мокрого», связанного с применением жидких травителей. Преимуществом плазменного травления перед жидким (помимо существенно меньшего потребления реагентов) является возможность прецизионной размерной обработки изделий и полной автоматизации процесса.
П. т. применяется также для получения порошков со сферич. формой частиц, применяемых в порошковой металлургии. В плазменную струю вводят материал, частицы которого, расплавляясь, приобретают под действием сил поверхностного натяжения сферич. форму. Размер частиц может регулироваться в пределах от нескольких мкм до 1 мм. Более мелкие (ультрадисперсные) порошки с размерами частиц 10 нм и выше получают испарением исходного материала в плазме и последующей его конденсацией.
Материалы, подвергаемые плазменной резке
Следует учитывать тот факт, что максимально допустимая толщина обрабатываемого металла или сплава зависит от самого материала или его марки. Опираясь на многолетний производственный опыт и опыт лабораторных исследований, специалисты дают следующие рекомендации по толщине обрабатываемых материалов: чугун – не более девяти сантиметров, сталь (вне зависимости от химического состава и наличия легирующих элементов) – не более пяти сантиметров, медь и сплавы на ее основе – не более восьми сантиметров, алюминий и его сплавы – не более 12 сантиметров.
Все перечисленные значения характерны для условий ручной обработки. Примером такого агрегата отечественного производства может служить плазменный аппарат «Горыныч». Он гораздо дешевле зарубежных аналогов, при этом ничуть не уступает, а возможно, даже и превосходит их по качеству. На рынке представлен широкий модельный ряд аппаратов данного производителя, которые предназначаются для выполнения различных работ (бытовые сварочные работы, резка и сварка металлов различной толщины включительно). Листы большей толщины могут обрабатываться исключительно на станочном оборудовании большой мощности.
Плазмообразующие газы для раскроя различных металлов
Для плазменной резки металлов могут использоваться как активные, так и неактивные газы. Их выбор осуществляется в зависимости от разновидности металла и его толщины:
- Азотоводородная смесь предназначена для меди, алюминия и сплавов на их основе. Максимально возможная толщина – 100 мм. Неприменима для титана и всех марок сталей.
- Азот с аргоном используется в основном для плазменной резки высоколегированных марок сталей, толщина которых не превышает 50 мм, но не рекомендована смесь для черных металлов, титана, меди и алюминия.
- Азот. С его помощью выполняется раскрой сталей с низким содержанием углерода и легирующих элементов толщиной до 30 мм, высоколегированных – до 75 мм, меди и алюминия – до 20 мм, латуни – до 90 мм, титана неограниченной толщины.
- Сжатый воздух. Оптимально подходит для воздушно-плазменной резки черных металлов и меди толщиной до 60 мм, а также алюминия – до 70 мм. Не предназначен для титана.
- Смесь аргона с водородом – раскрой сплавов на основе алюминия и меди, сталей с большим содержанием легирующих элементов толщиной свыше 100 мм. Не рекомендуется использовать для низкоуглеродистых, углеродистых, низколегированных марок сталей и титана.
Но недостаточно просто подключить баллон с необходимым плазмообразующим газом, так как от его состава зависят многие технические характеристики оборудования:
- мощность и внешние (статистические и динамические) характеристики источника питания;
- циклограмма аппарата;
- способ крепления катода в плазмотроне, а также материал, из которого он изготовлен;
- тип конструкции механизма охлаждения для сопла плазмотрона.
Советы по плазменной резке цветных и легированных металлов:
- При ручном раскрое высоколегированных марок сталей в качестве плазмообразующего газа рекомендуется использовать азот.
- Для обеспечения стабильного горения дуги при ручном резании алюминия аргоноводородной смесью в ней должно содержаться не более 20 % водорода.
- Латунь лучше всего режется азотом и азотоводородной смесью, а также характеризуется более высокой скоростью раскроя.
- Медь после разделительного резания в обязательном порядке подвергается зачистке по плоскости реза на глубину 1-1,5 мм. К латуни данное требование не относится.
Области применения плазменной резки
Благодаря высокой производительности, универсальности и доступной стоимости плазменная резка металлов пользуется огромным спросом во многих отраслях промышленности:
- металлообрабатывающие предприятия и компании;
- авиа-, судо- и автомобилестроение;
- строительная промышленность;
- предприятия тяжелого машиностроения;
- металлургические заводы;
- изготовление металлоконструкций.
Все сферы использования перечислить просто невозможно – ручные аппараты и автоматические машины для плазменной резки металлов можно встретить практически повсеместно. Их применяют как крупные заводы по изготовлению металлоконструкций, так и небольшие фирмы, специализирующиеся на художественной ковке и обработке деталей.
Особое место среди данного оборудования занимают машины для плазменной резки металлов с ЧПУ – они сводят к минимуму человеческий фактор, значительно повышают производительность. Но основным их преимуществом является сокращение расхода металлопроката благодаря возможности создания специальных программ. Высококвалифицированные технологи разрабатывают карты раскроя, представляющие собой виртуальный лист металла определенных размеров, на котором они максимально плотно укладывают заготовки с учетом ширины реза и многих других параметров процесса с целью более рационального использования металлопроката.
Тонкости процесса раскроя металла
Для получения качественной заготовки в процессе плазменной резки требуется поддержание постоянного расстояния между соплом и разрезаемым металлом – как правило, в пределах 3-15 мм. В противном случае возможно увеличение ширины реза, зоны термического влияния, несоответствие заготовки заданным размерам.
Ток в процессе работы должен быть минимальным для определенного материала и толщины. Завышенные его значения и, соответственно, повышенный расход плазмообразующего газа являются причиной ускоренного износа катода и сопла плазмотрона.
Самая сложная операция в процессе плазменной резки металла – пробивка отверстий. Это вызвано большой вероятностью образования двойной дуги и поломкой плазмотрона. Пробивка производится на увеличенном расстоянии между катодом и анодом – между соплом и поверхностью материала должно быть 20-25 мм. После сквозной пробивки плазмотрон опускается в рабочее положение.
Плазменная резка
— вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резцаиспользуется струя плазмы.
Существующие способы плазменной резки
Все существующие способы плазменной резки можно разделить на струйные и дуговые. Причем совершенно не имеет значения, используется ли ручной резак или же станок плазменной резки и раскроя листового материала с ЧПУ. В первом случае все необходимые условия для ионизации газа реализованы в самом резаке. Такой аппарат может обрабатывать практически любые материалы (металлы и неметаллы). Во втором случае обрабатываемый материал должен обладать электропроводностью (в противном случае не будет возникать электрическая дуга и происходить ионизация газа).
Помимо различий в способе образования плазмы, плазменная обработка может также классифицироваться по технологическим особенностям резания на простую (без использования вспомогательных веществ), на обработку с водой и обработку в среде защитного газа. Последние два способа позволяют значительно увеличить скорость резания и при этом не опасаться окисления металла.