Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
674
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
- Что такое алюминотермитная сварка
- Плюсы и минусы
- Установки
- Подведем итоги
Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
Проведение алюминотермитного сваривания рельс — технология, необходимое оборудование, нюансы
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.
Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.
Расстояние между торцами рельсов выдерживают 25мм
Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Плюсы и минусы
Этот метод применяется достаточно часто. Этому послужило то, что у него есть преимущества, которые по достоинству оценивают сварщики. Среди них выделяют такие:
- Быстрая скорость работы. Все этапы занимают не более получаса. При большом опыте за 60 минут можно обработать до десяти швов.
- Не используйте стационарную электрическую энергию. Это позволяет перемещать аппарат с места на место.
- Все части конструкции можно найти в одном месте. Они продаются в специализированных магазинах.
- Для получения ровного соединения не нужно иметь профессиональное образование. Нужно попробовать себя в сварочных работах несколько раз.
- Если не забывать о правилах работы и придерживаться всех технологий, можно получить прочный итоговый результат.
- Весь процесс не представляет опасности для работников, если применяется качественная техника и материалы.
- Сварочные работы можно проводить как дома, в цехах, так и на открытом поле.
Использование алюминотермитной сварки предполагает возникновение некоторых сложностей. Они могут быть такими:
- Порошок может легко поджечся, поэтому нужно вести себя с ним крайне осторожно.
- Подготовительные работы проводят тщательно и детально, чтобы не упустить важные нюансы.
- Техника, с которой вы будете работать, должна быть в рабочем состоянии. Проверьте ее исправность до начала сварки.
- Если в горячую посуду попадут капли жидкости, тогда вся смесь будет разбрызгана. Не допустите этого случая.
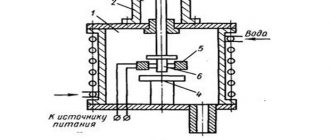
Электроконтактный способ
Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.
Для реализации метода используют специальные машинные комплексы, работающие в автоматическом режиме (МСГР-500, МС-5002 или К-190, например).
Подлежащие обработке рельсы перед началом сварки укладываются либо непосредственно на путях, либо же с небольшим смещением внутри ветки или снаружи колеи (на удалении порядка 260 сантиметров от её оси).
При этом сам сварочный механизм перемещается по восстанавливаемой нитке, то есть представляет собой самоходную рельсосварочную станцию.
В процессе её работы используются сменные контактные головки различного типа, обеспечивающие необходимые режимы сварки (непрерывное оплавление или прерывистый разогрев контактов).
Электродуговой метод
Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Согласно этому подходу рельсы сначала укладывают с небольшим зазором, после чего их концы проваривают металлом электродов, расплавляемых посредством дугового разряда. Этот вид бесконтактной сварки не нуждается в приложении избыточного осадочного давления и реализуется с помощью переменного или постоянного токов, поступающих от передвижной сварочной станции.
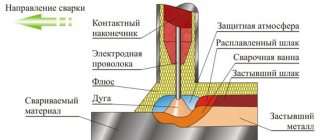
Наиболее эффективным способом реализации дуговой сварки рельс является так называемый «ванный» метод, согласно которому заранее обрезанные поперёк продольной оси рельсы укладываются строго по линии путей с небольшим возвышением и с зазором приблизительно 14-16 миллиметров.
Между торцами уложенных таким образом рельсовых заготовок вводится рабочий электрод с последующим пропусканием через него тока порядка 300-350 ампер.
В результате такого воздействия расплавленная масса равномерно растекается по зазору и полностью заполняет его. Для предотвращения её стекания наружу зазор между рельсами закрывается специальными блокирующими ограждениями. По завершении сварки образовавшиеся швы шлифуются по всей площади стыка.