Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия, потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
Так, например, для грубого снятия основного слоя окалины или наплыва металла нужно использовать насадки с самым большим зерном, затем более тонкая обработка выполняется насадкой с более мелким зерном, финишная обработка производится самым мелким абразивным зерном.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.
Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.
Зачистить краску болгаркой
Зачистка металлической поверхности от старой краски невозможна без наличия специальной оснастки. Кроме болгарки, понадобятся специальные насадки, такие как металлические щетки. Щетки делятся на:
По типу крепления различают:
- насадки с резьбовым креплением;
- насадки с фиксирующей шайбой.
Если предполагается удаление старого, многослойного покрытия, подойдут жесткие щетки. Насадки сделаны из витой металлической проволоки и без труда снимают слой старой краски.
Для обработки поверхности в щадящем режиме выбирайте оснастку из мягкой витой проволоки.
Чтобы снять тонкий слой краски, можно также использовать лепестковый наждачный круг для УШМ. Эта оснастка предназначена чтобы шлифовать деревянные поверхности, но краску она снимет бережно и без проблем.
Также подойдут наждачные круги для болгарок или фибровые диски. Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Зачистить ржавчину болгаркой
Удаление ржавчины с металлических поверхностей болгаркой трудоемкая работа. Кроме УШМ, нужно обзавестись специальной насадкой – жесткой щеткой из витой проволоки. Отметим, что при помощи такой насадки возможно только зачистка. Шлифовать щеткой нельзя, так как на поверхности остаются царапины.
После того как завершена очистка, воспользуйтесь крупнозернистой наждачной бумагой для финишной обработки.
Зачистить сварочные швы болгаркой
Зачистка сварных швов – работа, требующая ответственного подхода. Чтобы не повредить шов, а поверхность выглядела гладкой и аккуратной, нужно сточить его болгаркой.
В процессе зачистки, помните о том, что после процесса обработки должно остаться как можно больше металла на сварном шве. Правильная зачистка сварочных швов возможна при наличии диска толщиной не меньше, чем 3 мм. В противном случае, диск может лопнуть и нанести вред окружающим предметам и здоровью оператора болгарки.
После проведения сварки двух металлических элементов, в пределах 2-3 см от шва остаются окалины и шлак, которые нужно шлифовать. Делать это нужно сразу, ведь когда поверхность покроется краской она должна быть гладкой. А если не зачистить эти места, останутся выпуклости и вид будет испорчен.
Там где трудно или невозможно достать болгаркой, используйте плоское зубило.
Удалить ржавчину с кузова автомобиля
Коррозия – болезнь многих авто, особенно бюджетного сегмента. Запущенные пораженные участки кузова не подлежат восстановлению. Но своевременные действия помогут избежать катастрофических последствий.
Инструмент, который понадобится:
- Болгарка. Для очистки поверхности от ржавчины в гаражных условиях не обязательно нужен профессиональный инструмент. Достаточно и бытовой УШМ.
- Специальная оснастка для УШМ. Щетки чашечного типа с проволокой разной по жесткости, шлифовальные круги.
- Инструмент для ручной очистки.
Действия! Поверхность нужно зачистить от ржавчины при помощи болгарки до голого металла. При этом, старайтесь снять как можно меньше “живого” металла. Если коррозия образовалась на номере кузова – снимайте ржавчину только вручную, чтобы не повредить номер.
Если коррозионные повреждения кузова не слишком глубокие – обработайте эти места болгаркой до металла и выровняйте поверхность шпатлевкой.
Если на местах поражения после зачистки не осталось сильных углублений, покройте их грунтовкой и подготовьте к покраске.
Как зачистить гаражные ворота от ржавчины
В этом процессе понадобится болгарки и чашечная щетка. С их помощью удаляется ржавчина и поверхность готовится к покраске. Не забывайте про средства защиты: респиратор, защитные очки, перчатки.
Зачистные работы очень трудоемкий процесс, требующий ответственного подхода. От того, как они выполняются зависит вид и прочность изделия, поэтому мы рекомендуем использовать только проверенные болгарки и насадки для них.
Работая с УШМ, не забывайте о технике безопасности. Надевайте защитные очки, шумоизоляционные наушники и защитные перчатки. Работайте в закрытой обуви и одежде. Это убережет от получения травм и нанесения вреда здоровью.
Если необходимы расходные материалы на болгарку: круги, диски и пр. приглашаем посетить сайт ukrabraziv.com.ua. Там вы найдете широкий ассортимент оснастки по доступным ценам. Для заказа воспользуйтесь сайтом или звоните по указанным телефонам.
Надеемся наша статья внесла ясность в процесс зачистки металлических изделий при помощи болгарки. Если остались вопросы, обращайтесь!
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Оборудования для зачистки
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.
Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.
Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.
Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
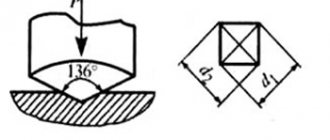
Сварочный шов в углу я вляется труднодоступным местом.
В изделиях из нержавеющей стали очень важен конечный вид изделия, поэтому принято зачищать такие швы с помощью доводочных кругов из нетканых материалов.
Оптимальными являются круги диаметром 150 мм, которые позволяют работать обычной УШМ с регулировкой оборотов, и редуктор не будет упираться в деталь.
Чем шлифовать сварочные швы?
Очистка сварного шва щетками имеет много преимуществ, основанных на практическом мировом опыте применения дисковых жгутовых щеток для зачистки сварных швов.
Коммерческие
Товарный вид сварного шва. В мире сложилось определённое понятие товарного вида сварного шва: клиент хочет видеть отсутствие дефектов сварки. Шов, к которому прикасались абразивом, воспринимается, как попытка скрыть дефекты, вызывает реакцию, схожую с реакцией на перекрашенный автомобиль.
Технические
Увеличение сопротивления усталости за счет повышения коррозионной устойчивости. Состояние поверхности после механической или тепловой обработки деталей может сказываться на сопротивлении усталости по двум причинам:
- Следы инструмента для зачистки сварного шва, остающиеся на поверхности после механической обработки, действуют как концентраторы напряжений.
- Физико-химические изменения в поверхностных слоях металла после механической, химической или тепловой обработок способны существенно влиять на сопротивление металла усталости, как в неблагоприятную, так и в благоприятную сторону.
Повышение коррозионной устойчивости. На рисунках ниже приведены результаты пребывания изделия 68 часов в 3% растворе NaCl.
Визуальный осмотр поверхности образцов после коррозионных испытаний показал, что поверхность шва после обработки абразивом полностью покрыта слоем продуктов коррозии бурого цвета (ржавчиной), имеющим плохое сцепление с поверхностью.
Поверхность сварного шва, зачищенного дисковыми щетками OSBORN, после коррозионных испытаний окислена в значительно меньшей степени и сохраняет исходный металлический цвет.
Таким образом, при обработке сварного шва абразивом торможения растворения в процессе коррозии не происходит.
Влияние на остаточные напряжения.
Наиболее распространенным технологическим средством повышения ресурсных характеристик изделий и готовых деталей при зачистке сварных швов является поверхностное пластическое деформирование (ППД) металлическими дисковыми щетками. Поверхностно пластическое деформирование металлическими дисковыми щетками упрочняет слои металла и наводит в них сжимающие остаточные напряжения.
https://www.youtube.com/watch?v=_M1Vz4MtasU
На первом графике показано распределение остаточных напряжений в поверхностном слое исходной пластины, обработанной дисковой щеткой OSBORN, абразивным кругом и без обработки. На втором — распределение остаточных напряжений в зоне сварного шва, обработанной дисковой щеткой OSBORN, абразивным кругом и без обработки.
Снижение концентраторов напряжения. При механической обработке под действием сил резания происходит разрушение зерен металла, часть которых срезается, а часть отделяется отрывом. Межзеренный характер разрушения ослабляет границы и приводит к появлению в поверхностном слое вырывов (пустот) и многочисленным пограничным микротрещинам.
К поверхностным дефектам обработки следует отнести направленные следы режущего инструмента на поверхности деталей.
Особенно нежелательны следы абразивного инструмента из-за снижения сопротивления усталости деталей.
После точения и шлифования поверхностей основное влияние на сопротивление усталости оказывают случайные риски от режущего инструмента, глубина которых в 2-2,5 раза превышает среднюю величину Rz.
След обработки глубиной 0,3 мм, нанесенный на поверхность полированного образца из титанового сплава ВТ9, снижает предел его выносливости с σ-1=440 до σ-1=340 МПа.
Поверхностные слои определяют прочность детали в целом также и потому, что при основных видах напряженного состояния в реальных деталях (изгиб, кручение) эти слои испытывают максимальное напряжение от внешних нагрузок.
Поэтому упрочнение поверхности является радикальной и эффективной мерой повышения усталостной прочности детали в целом.
Наряду с упрочнением поверхности очистка сварного шва дисковыми щётками также снижает резкость сечения.
Экономические
Экономия до 30% времени сварки. Для того, чтобы вычистить в углублениях нет необходимости срезать до 30% наваренного материала, так как дисковая щётка со специальным сварным жгутом без труда проникает в них.
Снижение запыленности. Уменьшение вредности производства, тем самым уменьшается заболеваемость и текучесть кадров. Снижаются расходы на выполнение требований санэпидемслужб.
Оптимальный визуально-измерительный контроль. Все возникакающие при сварке дефекты отлично вскрываются щёткой при зачистке сварного шва, в том числе и трещины из-за напряжений. Обнаружив дефект, сварщик может тут же вырезать его и переварить шов.
При отсутсвии возможности оптимального ВИК, (к примеру, вследствие запыления при обработке сварных швов абразивом), обнаружение происходит уже при дефектоскопии, что автоматически означает возврат на переделку. На трубопроводах — это возврат техники на пару километров.
Подводя итог, можно смело констатировать, что щетки — это лучший инструмент для зачистки сварных швов.
Зачистка сварных швов после выполнения кузовного ремонта автомобиля
Зачистка сварного шва»>Способы сварки и используемое оборудование
Если поверхность кузова сильно «изъедена» коррозией, для ремонта также применяется сварка. Оборудование, которое мастер выбирает для выполнения сварочных работ, может иметь различную производительность и определяет в конечном итоге качество шва. Применяемая в кузовном ремонте сварка может быть нескольких типов:
- Газовая;
- Электродуговая;
- Ручная полуавтоматическая электродуговая (среда с защитным газом);
- Контактно-точечная.
Любители ремонтируют свое «железо» газовой сваркой, это самое демократичное оборудование для частного применения. Ручной инструмент в этом деле – не помощник, так как операция становится очень трудоемкой.
Профессиональные сварщики с долей скептицизма относятся к использованию дуговой ручной электрической сварки, что говорить о любителях? Контактная сварка – дорогой инструмент, которым пользуются квалифицированные мастера.
Критерии качества сварных швов
Проверить качество соединения деталей после сварки можно различными приспособлениями и устройствами. Важная деталь – все места сварки должны быть хорошо зачищены. Только после этого осуществляется качественный контроль.
https://www.youtube.com/watch?v=xqIxVODfGtM
Применяемые методики:
- Осуществление визуального осмотра. Для этого применяется увеличительное стекло или простой взгляд. Все найденные в процессе осмотра дефекты нуждаются в устранении;
- Выполнение просвечивание шва. Для этого используется гамма-излучение или лучи рентгена. Таким способом выявляются все недоваренные участки в толще металла до 6-ти см;
- Магнитографический способ. Используемый для такой проверки инструмент отличается точностью и рассчитан на работу с металлом не толще 0,4-1,2 см;
- Ультразвуковая проверка чаще применяется для проверки швов сварки стали или цветных металлов;
- Осуществление вскрытия сварного шва – радикальная мера, для которой тоже используется специальное оборудование;
- Химический способ;
- Выполнение цветной дефектоскопии;
- Керосиновая проба;
- Пневматические испытания;
- Создание вакуума;
- Прочие приемы.
Обилие технологий проверки качества сварных швов является отличным стимулом к более тщательному выполнению этого вида работ. Приобретая станок для зачистки сварных швов, мастер обретает массу преимуществ:
- Безупречное завершение обработки заготовки;
- Удаление шва после сварки;
- Подготовка изделия к финальной стадии обработки.
Оборудование, с помощью которого можно правильно и эстетично зачищать сварные швы, может использоваться на производстве или при личном потреблении. Такой инструмент рассчитан на обработку разных материалов:
- Медь;
- Алюминий;
- Нержавеющая сталь и др.
На поверхностях из нержавейки или иного металла оборудование для зачистки успешно заменяет абразивную пасту, шлифовальный круг, специальный фрезер (перечисленные приспособления часто применяются любителями после сварки металлических поверхностей). Профессионалы же рекомендуют применять точный современный инструмент, гарантирующий высокий результат без сюрпризов.
Выбор оборудования для зачистки швов
После сварки все швы нуждаются в зачистке. На черной стали необходимо избавиться от окислов и окалин на сварном шве. Для этого используются специальные проволочные щетки. При этом масштаб зоны зачистки определяет используемый инструмент – ручные щетки или специальные станки.
Лидер мирового рынка в сфере производства проволочных щеток – немецкая . Такая щетка может быть установлена в болгарку или шлифовальную машину углового типа. Многие поверхности из нержавейки зачищают таким способом.
Часто зачистка сварного шва сопровождается снятием усиления. В этом случае инструмент и расходный материал выбирается более тщательно. Специалисты рекомендуют применять мобильный вариант шлифовального станка или угловую шлиф-машинку, оборудованную абразивными кругами.
Эффективное и современное оборудование для автомобильного ремонта – мобильный станок. Инструмент хорошо управляем, им может пользоваться 1 человек.
из Германии выпускает 2 модификации такого станка, которые предполагают использование лент различной степени шлифования.
Профессионалы рекомендуют зачищать швы после сварки лентами, которые выпускает производитель самого оборудования.
Болгарки и шлифовальные круги – выбор мастеров, которые предпочитают дешевое и доступное оборудование. Таким методом можно обрабатывать любые швы – из стали, нержавейки и прочего металла.
Выбор инструмента для зачистки сварных швов при осуществлении кузовного ремонта определяет скорость выполнения работ и качество готового покрытия.
Как отполировать сварной шов на круглой трубе
29.11.2018
Это регулярная задача, которую выполняют многие производители изделий из нержавеющей стали, особенно те, кто занимается перилами и ограждениями.
Выполняют ее самыми разными способами.
Технологии зачистки швов сварки
Есть три главных метода зачистки соединений после сварки:
- Обработка тепловым методом. Способ позволяет удалять из материала остаточные напряжения, которые формируются на протяжении проведения сварки. Термическая обработка бывает 2-ух типов: местная (осуществляется нагревание/остывание только самого сварного шва) и общая (термическая обработка на сто процентов всей железной конструкции).
- Обработка механическим методом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на крепкость. К примеру, сварочное соединение очищается от шлакообразования, простукивается молотком.
- Чистка хим методом. На участок соединения элементов их металла конструкции наносится особый противокоррозионный материал. К примеру, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Принципиально держать в голове! Остатки шлака по соединения будут содействовать развитию коррозии металла.
Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
- Сплошная
. Делится на равномерную (проникает на одинаковую глубину по всему верхнему слою) и неравномерную. Возникает в нелегированных металлах и углеродистых сталях. Ржавчина покрывает всю поверхность шва, поэтому соединение разрушается быстрее, если ничего не предпринять для защиты. - Местная
. Проявляется в виде пятен, точек, язв на отдельных участках шва. Наблюдается в сталях Х12МФ и сварочных соединениях, обедненных хромом. - Ножевая
. Имеет тонкую линию на границе между сварным швом и основным металлом. Протекает по краю зерен металла на всю толщину, а не только сверху, поэтому это опасный вид коррозии. Встречается на легированных, аустенитных сталях и высокоуглеродистых сплавах.