Конструктивные особенности токарных резцов
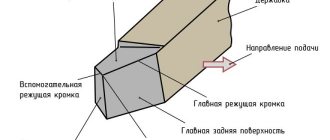
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок. Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Выбирая конкретные углы по заострению, опираются на материалы заготовок.
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
Основные понятия, касающиеся работы токарного резца, и его главные углы (нажмите, чтобы увеличить)
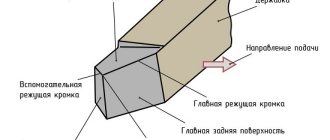
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.
Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Расточные
Применяются для отверстий сквозной и глухой группы, выемок, углублений.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Ровные
Отличаются от предыдущего варианта сохранением прямоугольных граней.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Виды токарных резцов со сменными пластинами
Выделяют следующие виды режущих инструментов со сменными пластинами:
- Расточные резцы: обладают державкой в форме конуса и механическим креплением для проделывания сквозных и глухих отверстий в деталях. Они также могут использоваться для нарезания внутренней и внешней резьбы в изделиях цилиндрической формы. При проделывании глухих отверстий режущая кромка должна располагаться под углом 90°, для сквозных – под углом 60°.
- Проходные: применяются во время наружной обработки металлических деталей. Их режущая кромка располагается под углом 45°.
- Фасонные: необходимы для обработки фасонных поверхностей. Эти режущие инструменты способны обеспечить идентичность формы и точность размера обрабатываемых заготовок. Фасонные резцы изготавливаются из высококачественных быстрорежущих сталей.
- Отрезные резцы: используются для разрезки заготовок на несколько частей.Применяются при обработке маленьких и крупных прутковых деталей. Главная режущая кромка инструмента находится под углом 90°.
- Резцы с многогранными твердосплавными пластинами: оснащены пластинами, имеющими форму многогранника.
- Канавочные: предназначения для прорезки канавок в цилиндрических и конических изделиях. Они отличаются высокой жесткостью конструкции и высокой производительностью.Данные инструменты способны выдерживать высокие нагрузки во время проведения токарных работ.
Выбор типа резьбовых резцов со сменными пластинами зависит от разновидности технических операций, выполняемых во время обработки металлических деталей. Качество работы инструмента зависит от точности изготовления и профессиональных навыков мастера.
Геометрия токарных резцов
Изображение: геометрия токарного резца.
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Тема 3.9. Обработка строганием и долблением
Строгание — процесс обработки горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей, пазов, канавок и других выемок специальными резцами.
При строгании происходит прерывистое резание металла вследствие того, что резец совершает рабочий и холостой ходы.
Скоростью резания v называют скорость рабочего хода, при котором с заготовки срезается слой металла; для поперечно-строгального станка это — скорость рабочего хода ползуна с резцом, для продольно-строгального — скорость перемещения стола.
В зависимости от конструкции строгального станка скорость резания может быть переменной или постоянной.
На поперечно-строгальных станках с кривошипно-кулисным механизмом скорости рабочего vv и холостого vt хода переменны. Для этих станков среднюю скорость резания (м/мин) можно определить по формуле
v = Ln (l + m)/1000,
где L — длина хода ползуна, мм; п — число двойных ходов ползуна в минуту; т — отношение скорости рабочего хода к скорости холостого хода; при средних и малых длинах хода ползуна т = 0,60÷0,75.
Строгальные станки с реечным механизмом для передачи движения имеют постоянную скорость рабочего хода. Для этих станков скорость резания определяют по формуле:
Dp = 2Ln
/1000.
Скорость резания при строгании определяют по той же формуле, что и при наружном продольном точении без охлаждения, но учитывая ударную и прерывистую работу резцов, полученное значение умножают на коэффициент kc = 0,75.
По найденной скорости резания по формулам рассчитывают число двойных ходов п ползуна в минуту.
Рис.3.9.1. Схема процессов строгания
Подача s представляет собой относительнре перемещение детали станков) или резца (для продольно-строгальных станков)(рис. 3.9.1) в поперечном направлении за один двойной ход; она измеряется в мм/дв. ход. Подача всегда производится в конце обратного (холостого) хода.
Глубина резания t (рис. 3.9.1) представляет собой толщину слоя металла, снимаемого за один проход резца; ее измеряют в направлении, перпендикулярном обработанной поверхности.
Поперечное сечение среза f (рис. 3.9.1) определяют произведением толщины а на ширину b срезаемого слоя, т. е.
f = ab = st.
Машинное время при строгании, т. е. время, затраченное на обработку заготовки резцом, определяют по формуле
где L
– расчетная длина хода резца,
i
– число проходов,
исходя из длины перемещения резца в направлении подачи, числа двойных ходов ползуна, величины подачи и числа проходов.
Расчет мощности резания на поперечно-строгальных станках при установившемся режиме работы производят по формуле
с учетом силы резания Рх в направлении движения ползуна, определяемой по формуле
и скорости резания v, рассчитываемой при строгании по формуле
Учитывая ударную и прерывистую работу резцов при строгании, полученное значение умножают на коэффициент kv = 0,75. При определении Рг и v принимают те же значения коэффициентов ср и kр
, cv и kc и соответствующих степеней, что и для наружного продольного точения без охлаждения.
Строгальный резец (рис. 3.9.2,а) состоит из стержня А и режущей части Б или головки. Головка резца имеет переднюю поверхность 1
, главную 2 и вспомогательную 6 задние поверхности, главную 3 и вспомогательную 5 режущие кромки, вершину 4.
Рис.3.9.2. Строгальный резец: а) основные части и элементы, б) углы резца
При сечении главной режущей кромки резца плоскостью N—N, перпендикулярной к поверхности резания (рис. 3.9.2,6
), различают углы: главный передний
γ и главный задний α, заострения β и резания δ. Кроме того, резец имеет главный φ и вспомогательныйφ1 углы в плане и угол при вершине ε
Главный передний угол γ резцов из быстрорежущей стали выбирают в пределах 5—20° в зависимости от механических свойств обрабатываемого материала; для твердосплавной режущей части резца угол γ отрицателен и изменяется в пределах от —5 до —15°. Главный задний угол α обычно равен 6—10°.
Главный угол в плане φ для проходных резцов принимают 30—75°, а вспомогательный угол в плане φ1 = 10÷30°; для отрезных резцов φ1 = 2÷3°.
По расположению режущей кромки строгальные резцы делят на правые и левые; по расположению головки относительно стержня— на прямые и изогнутые; по виду выполняемой работы— на проходные, подрезные, отрезные, фасонные; по виду обработки — на черновые и чистовые.
Строгальные резцы для обработки стали и чугуна изготовляют из быстрорежущей стали Р9 и Р18 или с пластинками из твердых сплавов марок ВК8, ВК15, Т5К10при черновом и В Кб, Т15К6, Т5К12В, ТТ7К12 при чистовом строгании. Пластинки напаивают на стержень резца из углеродистой инструментальной стали.
Для чистового строгания плоскостей крупных стальных деталей применяют чашечные вращающиеся резцы (рис. 3.9.3). Резец состоит из изогнутой державки 1
с запрессованной в нее бронзовой втулкой 2 и изготовленной из быстрорежущей стали или твердосплавной чашки 3, Чашка цилиндрическим хвостовиком входит во втулку и закрепляется винтом 4 и гайкой 5.
Рис.3.9.3. Чашечный резец
Чашку устанавливают в рабочее положение, наклоняя ее ось в двух взаимно перпендикулярных плоскостях: в плоскости продольной подачи под углом β
п
р = 3° и в плоскости поперечной подачи под углом βпоп — 1°30′ ÷ 1°40′. Внедрение чашечных вращающихся резцов на чистовых строгальных операциях значительно снижает трудоемкость отделочных работ, исключая в большинстве случаев необходимость шабрения
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как резец, врезаясь в материал заготовки, при каждом рабочем ходе испытывает ударную (динамическую) нагрузку. Под действием этой нагрузки резец изгибается в сторону опорной поверхности стержня. Если вершина резца расположена слева от оси стержня, то она вследствие деформирования опишет дугу и глубина резания изменится. Во избежание этого необходимо, чтобы при деформировании вершина резца описывала дугу радиусом R, касательную к обработанной поверхности (рис. 3.9.4, а). Для этого вершина резца должна быть расположена между опорной поверхностью стержня и плоскостью, проходящей через ось стержня резца. Чтобы выдержать это условие, строгальные резцы выполняют изогнутыми.
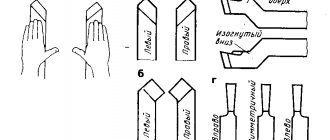
Рис 3.9.4. Строгальные и долбежные резцы
В зависимости от назначения различают следующие типы строгальных резцов (рис. 3.9.4): проходные (б), подрезные (в), отрезные (г) и фасонные. Указанные резцы выполняют правыми и левыми, черновыми и чистовыми; их конструкции аналогичны конструкциям резцов для токарной обработки.
Долбежные резцы изготовляют трех основных типов (рис. 3.9.4): проходные (д), прорезные (е) и для шпоночных пазов (ж).
На строгальных станках обрабатывают плоские поверхности, уступы, пазы угловые, Т-образные, V-образные, призматические, фасонные поверхности.
На долбежных станках обрабатывают многогранники, многогранные отверстия, наружные пазы, фасонные поверхности.
Плоскости горизонтальные (рис. 3.9.5, а), вертикальные (рис. 3.9.5, б) и наклонные (рис. 3.9.5, в) на поперечно-строгальных станках обрабатывают соответственно с движением поперечной, вертикальной и наклонной подач. При строгании наклонной плоскости вертикальный суппорт поворачивают на угол, равный углу наклона обрабатываемой плоскости.
Рис.3.9.5. Схемы обработки заготовок на строгальных и долбежных станках
На рис. 3.9.5, г показано строгание вертикальной плоскости на долбежном станке. На продольно-строгальных станках можно одновременно производить обработку горизонтальной и вертикальной плоскостей (рис. 3.9.5, д).
Пазы угловые и прямоугольные одновременно можно обрабатывать на продольно-строгальных станках (рис. 3.9.5, ё). Строгание шпоночного паза (рис. 3.9.5, ж) производят на долбежных станках.
Фасонные поверхности по копиру обрабатывают на продольно-строгальных станках (рис. 3.9.5, з).
Строгание горизонтальных плоскостей выполняют проходными резцами, вертикальных и наклонных плоскостей — подрезными резцами, пазов — прорезными резцами и т.д.м
Вопросы для самопроверки:
1.Назовите основные типы станков токарной группы.
2.Назовите системы ЧПУ, используемые для управления работой токарных станков.
3.Перечислите основные виды поверхностей, обрабатываемых на токарных станках.
4.Каково назначение токарно-карусельных станков и токарных многорезцовых полуавтоматов?
5.
Какова размерность скоростей?
Строгание — процесс обработки горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей, пазов, канавок и других выемок специальными резцами.
При строгании происходит прерывистое резание металла вследствие того, что резец совершает рабочий и холостой ходы.
Скоростью резания v называют скорость рабочего хода, при котором с заготовки срезается слой металла; для поперечно-строгального станка это — скорость рабочего хода ползуна с резцом, для продольно-строгального — скорость перемещения стола.
В зависимости от конструкции строгального станка скорость резания может быть переменной или постоянной.
На поперечно-строгальных станках с кривошипно-кулисным механизмом скорости рабочего vv и холостого vt хода переменны. Для этих станков среднюю скорость резания (м/мин) можно определить по формуле
v = Ln (l + m)/1000,
где L — длина хода ползуна, мм; п — число двойных ходов ползуна в минуту; т — отношение скорости рабочего хода к скорости холостого хода; при средних и малых длинах хода ползуна т = 0,60÷0,75.
Строгальные станки с реечным механизмом для передачи движения имеют постоянную скорость рабочего хода. Для этих станков скорость резания определяют по формуле:
Dp = 2Ln
/1000.
Скорость резания при строгании определяют по той же формуле, что и при наружном продольном точении без охлаждения, но учитывая ударную и прерывистую работу резцов, полученное значение умножают на коэффициент kc = 0,75.
По найденной скорости резания по формулам рассчитывают число двойных ходов п ползуна в минуту.
Рис.3.9.1. Схема процессов строгания
Подача s представляет собой относительнре перемещение детали станков) или резца (для продольно-строгальных станков)(рис. 3.9.1) в поперечном направлении за один двойной ход; она измеряется в мм/дв. ход. Подача всегда производится в конце обратного (холостого) хода.
Глубина резания t (рис. 3.9.1) представляет собой толщину слоя металла, снимаемого за один проход резца; ее измеряют в направлении, перпендикулярном обработанной поверхности.
Поперечное сечение среза f (рис. 3.9.1) определяют произведением толщины а на ширину b срезаемого слоя, т. е.
f = ab = st.
Машинное время при строгании, т. е. время, затраченное на обработку заготовки резцом, определяют по формуле
где L
– расчетная длина хода резца,
i
– число проходов,
исходя из длины перемещения резца в направлении подачи, числа двойных ходов ползуна, величины подачи и числа проходов.
Расчет мощности резания на поперечно-строгальных станках при установившемся режиме работы производят по формуле
с учетом силы резания Рх в направлении движения ползуна, определяемой по формуле
и скорости резания v, рассчитываемой при строгании по формуле
Учитывая ударную и прерывистую работу резцов при строгании, полученное значение умножают на коэффициент kv = 0,75. При определении Рг и v принимают те же значения коэффициентов ср и kр
, cv и kc и соответствующих степеней, что и для наружного продольного точения без охлаждения.
Строгальный резец (рис. 3.9.2,а) состоит из стержня А и режущей части Б или головки. Головка резца имеет переднюю поверхность 1
, главную 2 и вспомогательную 6 задние поверхности, главную 3 и вспомогательную 5 режущие кромки, вершину 4.
Рис.3.9.2. Строгальный резец: а) основные части и элементы, б) углы резца
При сечении главной режущей кромки резца плоскостью N—N, перпендикулярной к поверхности резания (рис. 3.9.2,6
), различают углы: главный передний
γ и главный задний α, заострения β и резания δ. Кроме того, резец имеет главный φ и вспомогательныйφ1 углы в плане и угол при вершине ε
Главный передний угол γ резцов из быстрорежущей стали выбирают в пределах 5—20° в зависимости от механических свойств обрабатываемого материала; для твердосплавной режущей части резца угол γ отрицателен и изменяется в пределах от —5 до —15°. Главный задний угол α обычно равен 6—10°.
Главный угол в плане φ для проходных резцов принимают 30—75°, а вспомогательный угол в плане φ1 = 10÷30°; для отрезных резцов φ1 = 2÷3°.
По расположению режущей кромки строгальные резцы делят на правые и левые; по расположению головки относительно стержня— на прямые и изогнутые; по виду выполняемой работы— на проходные, подрезные, отрезные, фасонные; по виду обработки — на черновые и чистовые.
Строгальные резцы для обработки стали и чугуна изготовляют из быстрорежущей стали Р9 и Р18 или с пластинками из твердых сплавов марок ВК8, ВК15, Т5К10при черновом и В Кб, Т15К6, Т5К12В, ТТ7К12 при чистовом строгании. Пластинки напаивают на стержень резца из углеродистой инструментальной стали.
Для чистового строгания плоскостей крупных стальных деталей применяют чашечные вращающиеся резцы (рис. 3.9.3). Резец состоит из изогнутой державки 1
с запрессованной в нее бронзовой втулкой 2 и изготовленной из быстрорежущей стали или твердосплавной чашки 3, Чашка цилиндрическим хвостовиком входит во втулку и закрепляется винтом 4 и гайкой 5.
Рис.3.9.3. Чашечный резец
Чашку устанавливают в рабочее положение, наклоняя ее ось в двух взаимно перпендикулярных плоскостях: в плоскости продольной подачи под углом β
п
р = 3° и в плоскости поперечной подачи под углом βпоп — 1°30′ ÷ 1°40′. Внедрение чашечных вращающихся резцов на чистовых строгальных операциях значительно снижает трудоемкость отделочных работ, исключая в большинстве случаев необходимость шабрения
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как резец, врезаясь в материал заготовки, при каждом рабочем ходе испытывает ударную (динамическую) нагрузку. Под действием этой нагрузки резец изгибается в сторону опорной поверхности стержня. Если вершина резца расположена слева от оси стержня, то она вследствие деформирования опишет дугу и глубина резания изменится. Во избежание этого необходимо, чтобы при деформировании вершина резца описывала дугу радиусом R, касательную к обработанной поверхности (рис. 3.9.4, а). Для этого вершина резца должна быть расположена между опорной поверхностью стержня и плоскостью, проходящей через ось стержня резца. Чтобы выдержать это условие, строгальные резцы выполняют изогнутыми.
Рис 3.9.4. Строгальные и долбежные резцы
В зависимости от назначения различают следующие типы строгальных резцов (рис. 3.9.4): проходные (б), подрезные (в), отрезные (г) и фасонные. Указанные резцы выполняют правыми и левыми, черновыми и чистовыми; их конструкции аналогичны конструкциям резцов для токарной обработки.
Долбежные резцы изготовляют трех основных типов (рис. 3.9.4): проходные (д), прорезные (е) и для шпоночных пазов (ж).
На строгальных станках обрабатывают плоские поверхности, уступы, пазы угловые, Т-образные, V-образные, призматические, фасонные поверхности.
На долбежных станках обрабатывают многогранники, многогранные отверстия, наружные пазы, фасонные поверхности.
Плоскости горизонтальные (рис. 3.9.5, а), вертикальные (рис. 3.9.5, б) и наклонные (рис. 3.9.5, в) на поперечно-строгальных станках обрабатывают соответственно с движением поперечной, вертикальной и наклонной подач. При строгании наклонной плоскости вертикальный суппорт поворачивают на угол, равный углу наклона обрабатываемой плоскости.
Рис.3.9.5. Схемы обработки заготовок на строгальных и долбежных станках
На рис. 3.9.5, г показано строгание вертикальной плоскости на долбежном станке. На продольно-строгальных станках можно одновременно производить обработку горизонтальной и вертикальной плоскостей (рис. 3.9.5, д).
Пазы угловые и прямоугольные одновременно можно обрабатывать на продольно-строгальных станках (рис. 3.9.5, ё). Строгание шпоночного паза (рис. 3.9.5, ж) производят на долбежных станках.
Фасонные поверхности по копиру обрабатывают на продольно-строгальных станках (рис. 3.9.5, з).
Строгание горизонтальных плоскостей выполняют проходными резцами, вертикальных и наклонных плоскостей — подрезными резцами, пазов — прорезными резцами и т.д.м
Вопросы для самопроверки:
1.Назовите основные типы станков токарной группы.
2.Назовите системы ЧПУ, используемые для управления работой токарных станков.
3.Перечислите основные виды поверхностей, обрабатываемых на токарных станках.
4.Каково назначение токарно-карусельных станков и токарных многорезцовых полуавтоматов?
5.
Какова размерность скоростей?
Резцы для токарных станков – на что обратить внимание
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
- материал и геометрия режущей части;
- способ стружколомания;
- прочность и устойчивость к вибрации режущих кромок и державки;
- форма и размеры съёмной или привариваемой пластинки;
- геометрия, конструкция и шероховатость гнезда для пластины;
- стойкость и размерная стойкость резца;
- углы резца;
- обеспечение заданной шероховатости обрабатываемой поверхности.
Нюансы подбора резца
При покупке режущих инструментов необходимо обращать внимание на следующие критерии:
- Разновидность режущего инструмента. Разные типы резцов отличаются формой профиля, определяемый техническими особенностями твердосплавных пластин.
- Размерные характеристики. Различные габариты изделий, обрабатываемых на токарном станка, определяютразмеры режущего инструмента. К современным типам резцов можно подобрать заготовки с отличительными размерными характеристиками.
- Значение заднего угла. Этот показатель влияет на точность чистовой обработки материала. Чистота нарезания поверхности прямо пропорциональна значению заднего угла. Этот параметр учитывается при токарной обработке металлических заготовок с мягкими поверхностями.
- Класс точности. Данный параметр используется для расчета точности выполненной нарезки. Согласно ГОСТу 9253-59, установлены 3 основных класса точности для пластин. При измерении этого параметра можно производить нарезание заготовок инструментами с различными значениями допуска.
Если не учитывать эти критерии, то резьбовые резцы не смогут прочно закрепиться на токарном станке и производить точную обработку металлических деталей.
Во время приобретения режущих инструментов важно правильно выбрать пластины. Эти детали изготавливаются из твердых металлических сплавов. Соотношение металлов определяет особенности эксплуатации режущего инструмента. Существует 2 основных разновидности пластин:
- С повышенной прочностью. Они устойчивы к воздействию вибраций, ударов и других физических нагрузок, возникающих во время нарезания. Рекомендуется приобретать эту категорию пластин, если требуется отрезать большое количество металла с обрабатываемого изделия.
- С увеличенной теплостойкостью. Они могут переносить высокие температуры, возникающие во время длительной обработки заготовок и воздействия силы трения. Теплостойкие пластины фиксируются механическим методом. Они применяются при работе на высоких скоростях.
Материалы изготовления указываются на маркировке твердосплавных пластин. Каждому сплаву соответствует уникальное изображение. При изготовлении режущих деталей обязательно используют вольфрам, обладающий высокой прочностью и устойчивостью к большимперепадам температур. Дополнительно могут применяться карбид титана или кобальт. Пластины из керамических материалов используются во время проведения чистовой или получистовой обработки металлических изделий. Они могут применяться для нарезания заготовок из жаропрочных сплавов. Процентное соотношение этих компонентов определяет категорию сменных пластин. На маркировке титан обозначается буквой “Т”, кобальт – символом “К”. Пример маркировки: Т14К7 (процентное содержание карбида титана – 14%, кобальта – 7%).
Для больших объемов токарных работ рекомендуется приобретать набор токарных резцов со сменными пластинами, что позволит быстро настраивать инструмент во время проведения различных технологических операций. При выборе наборов важно учитывать марку производителя. Наибольшей популярностью на рынке пользуются сменные пластины от следующих компаний:
- ООО “Инструмент-Сервис”: украинская компания, изготавливающая детали для режущих инструментов.
- Интерпайп: является крупнейшей организацией по изготовлению трубных и резьбовых соединений на территории Восточной Европы. Продукция производится на Новомосковсокм трубном заводе, расположенном в украинском городе Днепр.
- BDS-Machinen: немецкая компания, производящая устройства и детали для магнитных сверлильных станков.
- Proxxon: организация, разрабатывающая детали для нарезания малогабаритных заготовок. Производство осуществляется на территории Германии.
- Ceratizit: фирма по производству металлорежущих инструментов и их основных комплектующих. Штаб-квартира находится на территории Люксембурга.
Стоимость набора токарных резцов зависит от затрат производителя и финансовой политики поставщиков. Наибольшей ценой обладают импортные детали. Средняя цена набора составляет 15 000 руб. Дополнительно можно приобретать отдельные виды пластин. Их средняя цена равняется 164 руб.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы
Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Читать также: Классический экзерсис у станка последовательность
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.