Сведения о производителе однокривошипного пресса К2019
Пресс К2019 выпускал Курский завод кузнечно-прессового оборудования, основанный в 1943 году.
В настоящее время пресс К2019 производят:
- Долина, ПАО Кувандыкский завод КПО г. Кувандык Оренбургская обл.
- ПрессМаш, ООО Станкостроительное Объединение, г. Москва
Станки, выпускаемые Курским заводом кузнечно-прессового оборудования
- К2019
пресс однокривошипный простого действия открытый для листовой штамповки 80 кН - КД2114
пресс однокривошипный простого действия открытый для листовой штамповки 25 кН - КД2118
пресс однокривошипный простого действия открытый для листовой штамповки 63 кН - КД2318
пресс однокривошипный простого действия открытый для листовой штамповки 63 кН
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
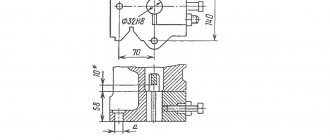
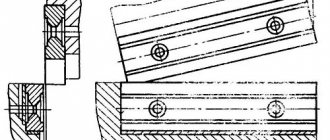
К2019 Размеры подштамповой плиты кривошипного пресса
Размеры подштамповой плиты кривошипного пресса к2019
Диаграмма допускаемых усилий однокривошипного пресса к2019
Ковочное оборудование ротационного и вальцевого типа
На крупных производственных предприятиях для выполнения ковочных операций часто применяется конвейерное оборудование вальцевого типа. Заготовки на нем обрабатываются методом обжима, который выполняют вращающиеся вальцы. По похожему принципу работают и ротационно-ковочные машины, обработка деталей в которых также осуществляется в процессе вращения рабочих органов.
Одним из самых распространенных действий, которые производятся с металлом, является так называемая штамповка. По сути, штамповкой можно назвать любую деформацию материала, которая в результате придает нужную форму изделию, либо выбивает на нем необходимый рельеф. Так же штамповкой можно считать выбивание рисунка на материала, проделывание в нем отверстий, как сквозных, так и нет.
Все эти операции происходят исключительно посредством использования в производстве такого оборудования, как штамповочный пресс. На сегодняшний основных типов штамповки является два, это листовой и объемный метод деформации материалов. Самими материалами, которые подвергаются данному воздействию, являются, как правило, металл, но еще часто штамповку производят и на пластике.
Штамповочные прессы могут классифицироваться на виды. На сегодняшний день существуют прессы механического типа действия, такие еще называют эксцентриковыми. Так же прессы могут быть кривошипными и гидравлического типа. Работа кривошипного пресса, как правило, нужна там, где требуется осуществлять операции по холодному типу штамповки. Такими работами являются пробивные, вырубные работы, и вытяжка материала, которая является неглубокой.
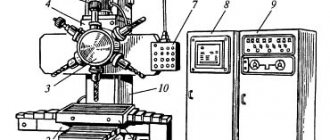
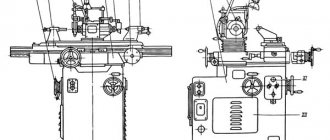
К2019 изображение однокривошипного пресса
Фото однокривошипного пресса к2019
Фото однокривошипного пресса к2019
Фото однокривошипного пресса к2019
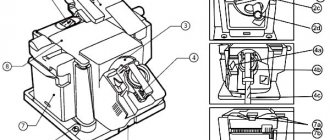
Расположение основных узлов однокривошипного пресса К2019
Расположение основных узлов однокривошипного пресса к2019
- Станина К2019-11-001
- Привод К2019-21-001
- Вал эксцентриковый К2019-23-001
- Командоаппарат — К2019-24-001
- Установка муфты-тормоза К2019-26-001
- Ползун К2019-31-001
- Воздухопровод КЕ2118.01-41-001
- Ограждение привода К2019-71-001
- Ограждение командоаппарата — КЕ2114.01-72-001
- Ограждение рабочей зоны —
- Электрооборудование К2019-91-001
- Пост управления кнопочный КЕ2114.01-92-00
- Маховик —
- Сдуватель пневматический
Особенности открытых и закрытых штампов
Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Расположение органов управления однокривошипным прессом К2019
Расположение органов управления однокривошипным прессом К2019
- Педаль
- Вводной выключатель
- Переключатель режимов работы
- Счетчик
- Световая сигнализация
- Выключатель местного освещения
- Кнопка «Стоп непрерывных ходов»
- Кнопка «Общий стоп»
- Кнопка «Пуск электродвигателя»
- Кнопки «Ход ползуна» (Двуручное включение)
Схема кинематическая однокривошипного пресса К2019
Кинематическая схема однокривошипного пресса К2019
Перечень элементов кинематической схемы
- Электродвигатель
- Шкив привода
- Маховик привода
- Муфта-тормоз
- Вал эксцентриковый
- Гайка
- Втулка эксцентриковая
- Шатун
- Винт регулировочный
- Ползун
- Упор выталкивателя
- Планка выталкивателя
- Головка воздухоподводящая
- Подшипник
- Подшипник
- Подшипник
Описание работы пресса К2019
Станина
Станина пресса рис. 10 чугунная коробчатой формы, воспринимает все усилия, возникающие при штамповке, крепится на двух стойках 8 и 10 посредством четырех пальцев.
В верхней части станины 2 в стаканах 11 и 12 расположены подшипники качения 13, служащие опорой для эксцентрикового вала.
Сверху, на скосе станины 2, имеется платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах станины, крепятся призматические регулируемые направляющие 17 для ползуна.
Регулировка направляющих осуществляется винтами с помощью резьбового соединения 14, 15 и 16.
Передняя часть станины закрыта дверкой 3.
На рабочей плоскости стола закреплена подштамповая плита 6.
Для работы на провал на столе и плите предусмотрены отверстия.
В нижней части станины крепится наклонный склиз 7 для удаления штампованных деталей или отходов.
Привод
Привод (см. кинематическую схему на рис. 9).
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 2, которая соединена с валом 1 через зубчатое зацепление и выводится из зацепления вращением гайки 3.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом вращением гайки 3, которая стопорится винтом 6.
Необходимая величина хода ползуна устанавливается по шкале 4 с помощью указателя 5.
Установка муфты-тормоза (рис. 12)
Установка муфты-тормоза состоит из маховика 1-3 и муфты-тормоза 5-14, закрепленных на эксцентриковом валу 4 пресса, воздухоподводящей головки 15-18, закрепленной на муфте-тормозе и кронштейна 21, соединенного пальцами 20 с муфтой-тормозом и закрепленного на станине пресса.
Опорами маховика 1 являются радиальные шарикоподшипники 2, посаженные на втулку 3, установленную в свою очередь на эксцентриковый вал 4.
Муфта-тормоз жестко сблокированная многодисковая фрикционная с пневматическим включением состоит из следующих частей:
- ведущей — ведущих дисков 5 муфты с фрикционными накладками;
- ведомой — ступицы 6 с неподвижно присоединенным поршнем 7, цилиндра 8, перемещающегося вдоль оси, промежуточных дисков 9, опорных гаек 10, установленных по резьбе ступицы 6 и поршня 7, нажимного диска 11, установленного жестко на цилиндре 8;
- тормозной — тормозного диска 12 с фрикционными накладками.
По мере износа фрикционных накладок 5 и 12 увеличивается зазор «а», что вызывает повышенный стук при включении муфты и увеличивается расход воздуха. Для регулировки этого зазора служит разрезные гайки 10, которые фиксируются от отвинчивания гайками 13.
Унифицированная воздухоподводящая головка состоит из корпуса 15, штуцера 16, расположенных между ними резиновых уплотнений 17 и радиальных шарикоподшипников 18.
Работа муфты-тормоза происходит следующим образом:
Сжатый воздух через воздухоподводящую головку 15-18, поршень 7, ступицу 6 поступает в пневмокамеру «Б» и перемещает цилиндр 8 вдоль оси вала эксцентрикового в сторону муфты, который зажимает ведущие диски 5 муфты, связанные постоянно с маховиком через пальцы 19, обеспечивая передачу крутящего момента через ступицу б на вал эксцентриковый 4.
В момент торможения вала эксцентрикового 4 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку 15-18, при этом цилиндр 8 под воздействием пружин 14 возвращается в сторону тормоза и зажимает тормозной диск 18, сидящий на пальцах 20, закрепленных в кронштейне 21, который жестко связан со станиной.
Ползун (рис. 13)
Ползун является рабочим органом пресса, к которому крепится верхняя часть штампа.
Ползун 13 пресса имеет коробчатую форму с призматическими двусторонними направляющими. Ползун крепится к валу эксцентриковому посредством винта регулировочного 5 и разъемного шатуна 4 в корпусе и крышке которого расположены бронзовые вкладыши 2 и 3 подшипника скольжения, охватывающие эксцентриковую втулку.
Суммарный зазор между направляющими ползуна и станины должен быть в пределах 0,04-0,08 мм. Зазор в шаровом соединении должен быть не более 0,015 мм. Зазор между бронзовыми втулками шатуна и эксцентриковой втулкой не более 0,1 мм.
Шаровая головка винта регулировочного 5, нижняя опора 10 и плавающий вкладыш 8 помещены в ползуне 12. После регулировки зазора в шаровом соединении гайка 8, ввернутая в ползун 12, стопорится винтом 17.
Опорой шарового соединения является срезная предохранительная шайба 13, рассчитанная на разрушение при перегрузке пресса. При срезании предохранительной шайбы необходимо винтом 17 расстопорить гайку 18, вывернуты ее на 1,5-2 оборота приподнять шатун с регулировочным винтом, вращая за маховик пресса в режиме «Ручной проворот», заменить предохранительную шайбу 13, сняв крышку на окне в передней части ползуна, затянуть гайку 18 и застопорить ее винтом 17.
Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник, установленная величина штампового пространства фиксируется стопорными втулками 20, которые стягиваются винтом с контргайкой 19.
Нижний предел регулировки штампового пространства ограничивается фиксатором 23.
Величина регулировки определяется по линейке 6.
В нижней части ползуна расположено отверстие под хвостовик верхней плиты штампа.
Крепление хвостовика осуществляется прижимом 17 посредством двух шпилек с гайками. Стопорный винт 15 служит для дополнительной фиксации хвостовика штампа, а также для отталкивании прижима при снятии штампа.
В пазу ползуна расположено коромысло выталкивателя, подпружиненное двумя прижимами.
Командоаппарат. (рис. 14)
Командоаппарат предназначен для коммутации тока в электрических цепях управления прессом и управления работой пневмосдувателя.
Командоаппарат устанавливается на левый конец вала эксцентрикового. На втулке 4 закреплены алюминевые диски 1, 2, 3. Бесконтактные выключатели 8, 9 и 10 типа БВК 201-24 установлены на кронштейне 7, закрепленном на станине.
- БВК (SQ1), переключаемый диском 2, управляет электромагнитным вентилем пневмораспределителя У7122А;
- БВК (SQ2), переключаемый диском 1, управляет другим электромагнитным вентилем пневмораспределителя сдвоенного трехлинейного (остановка ползуна ВМТ);
- БВK (SQ3) осуществляет блокировку хода ползуна вниз при двуручном включении (при недоходе ползуна до НМТ, отпускание кнопок двуручного включения вызывает останов ползуна).
Ковочный молот с пневмоприводом
Пневматический пресс – это эффективное, но в то же время доступное по стоимости ковочное оборудование, отличающееся, кроме того, компактными габаритами. Работает такой станок за счет энергии сжатого воздуха, за подачу которого к механизмам отвечает встроенный компрессор. Работу компрессора, поршни которого, двигаясь в его главном цилиндре, как раз и создают поток воздуха с требуемым давлением, обеспечивает приводной электродвигатель.
Поскольку работу ударного механизма пневматического ковочного станка обеспечивает кривошип, то его конструкция напоминает устройство кривошипного пресса. Перед запуском такого оборудования компрессорный и рабочий поршни в главном цилиндре находятся в крайнем верхнем и крайнем нижнем положениях. Когда станок запускается в действие, поршни начинают двигаться по направлению друг к другу, сжимая находящийся между ними воздух, давление которого передается на кривошип, напрямую соединенный с бойком. На один удар рабочей части молота пневматического станка приходится один оборот кривошипного механизма. Соответственно, чтобы воздействие молота на заготовку выполнялось с более высокой частотой, необходимо обеспечить более интенсивную работу компрессора. Даже несмотря на свои небольшие габариты, пневматический пресс может обеспечить массу удара молота, доходящую до 1 тонны.
По похожему с пневматическим прессом принципу работает паровоздушный молот, в котором энергию удара обеспечивает горячий пар, подающийся непосредственно из котла или через специальный компрессор. Масса ударов, которой позволяет добиться такое оборудование, может доходить до 8 тонн, а скорость их нанесения составляет 50 м/сек. Работать оно в зависимости от модели может в автоматическом режиме, когда удары по детали наносятся непрерывно, или в ручном, когда для запуска в действие бойка необходимо нажать на соответствующую кнопку или педаль.
Механические молоты могут использоваться для:
- свободной ковки или ковочных операций, при выполнении которых для формирования готового изделия используется прессформа;
- штамповочных операций с деталями из листового металла – резки по ровной или кривой линии, вырубки по различному контуру, пробивки отверстий (дыропробивной пресс) и др.;
- выколотки – изготовления изделий с использованием специального шаблона.
Электрооборудование. Общие сведения
Электрическая схема однокривошипного пресса К2019
Применяемое на прессе электрооборудование имеет следующий состав и характеристики:
- электродвигатель главного привода — асинхронный трехфазный переменного тока напряжением питания 380 В;
- электропневматические клапаны УV1, УV2 в пневмораспределителе У7122А на 24 В постоянного тока;
- шкаф управления.
Описание действия электрооборудования указано в паспорте на шкаф управления.
Блокировки
Электросхемами пресса и шкафа управления предусмотрены следующие блокировки:
- Нулевая блокировка;
- блокировка пневматических клапанов;
- блокировка дверок станины;
- блокировка окна ограждения маховика;
- реле давления воздуха;
- двуручного управления;
- угла торможения;
- клапанов управления.
Подача напряжения в схему пресса не вызывает самопроизвольного включения электроаппаратов. Достигается это путем заведения замыкающего контакта магнитного пускателя КМ в цепь собственной катушки.
Блокировка пневматических клапанов
При залегании одного из пневматических клапанов пневмораспределителя У7122А срабатывает микропереключатель SQ11 или SQ12 и отключает электродвигатель и муфту пресса.
Блокировка защитного экрана
При работе педалью включение муфты пресса возможно только при закрытом экране (нажат конечный выключатель в режиме «Одиночный ход»).
При работе кнопками SB3 и SB4 в режиме «Непрерывные ходы» включение муфты возможно только при закрытом экране (нажат конечный выключатель в режиме «Непрерывные ходы»).
Блокировка дверки станины
При открывании дверки станины освобождается конечный выключатель SQ15 и замыкающим контактом отключается электродвигатель и муфта пресса.
Блокировка окна ограждения маховика
При открывании окна ограждения маховика освобождается конечный выключатель и замыкающим контактом отключает электродвигатель и муфту пресса.
Блокировка реле давления воздуха
При падении давления воздуха в системе, реле SP срабатывает и своим замыкающим контактом отключает электродвигатель привода и муфту пресса, при этом загорается сигнальная лампа красного цвета на шкафу управления
Блокировка каналов управления и отказа командоаппарата
Управление каждым клапаном сдвоенного пневмораспределителя осуществляется от самостоятельного управляющего элемента командоаппарата по независимой цепи. При отказе одного из каналов управления или командоаппарата не происходи срабатывание одного из пневматических клапанов пневмораспределителя У7122А. срабатывает микропереключатель SQ11 или SQ12 и отключает электродвигатель и муфту пресса.
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
- горячей;
- холодной.
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии , не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
Готовые изделия из металла, полученные по технологии , не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
- эксцентриковым;
- кривошипным.
Кривошипные станки используются как для холодной, так и для горячей . Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Технические характеристики пресса К2019
Технические характеристики однокривошипного пресса К2019
Технические характеристики однокривошипного пресса К2019