Вспомогательный инструмент (шпиндельная оснастка) для многоцелевых станков должен отвечать следующим требованиям:
- обеспечивать точное и надежное закрепление в шпинделе станка или в револьверной головке;
- обеспечивать точное и надежное закрепление инструмента;
- сохранять точность в течение всего срока службы;
- иметь высокую виброустойчивость;
- быть динамически отбалансированным в зависимости от допускаемой частоты вращения или иметь конструктивные элементы для балансировки.
Жесткие требования к точности закрепления инструмента привели к тому, что для осевых конструкций инструмента стал преобладать цилиндрический хвостовик.
Хвостовики с конусами Морзе, СK, NC, MAS-BT и HSK для фрез применяются очень редко, только для инструментов больших диаметров для особо тяжелых условий работы. Хвостовики HSK, СR, NC, MAS-BT нашли наиболее широкое применение в конструкциях вспомогательного инструмента (шпиндельной оснастки).
В настоящее время широкое применение нашли следующие типы цилиндрических хвостовиков.
Цилиндрический хвостовик по DIN 1835A
Цилиндрический хвостовик предназначен для фрез, выполняющих чистовую и получистовую обработку, в том числе и на станках для высокоскоростной обработки (частота вращения шпинделя до 80 000 мин–1). Наибольший диаметр инструмента не должен превышать диаметр хвостовика. Фрезы закрепляются в термопатронах, патронах типа Tribos, гидропластных, гидравлических и цанговых. Патроны приведены в последовательности снижения точности закрепления. Термопатроны и патроны Tribos без переходных цилиндрических цанг обеспечивают наиболее высокие:
- точность закрепления не более 0,003 мм на вылете контрольной оправки 2,5Dфр;
- наибольшую допустимую частоту вращения шпинделя.
Так, по данным данный вспомогательный инструмент был испытан на стендах при частотах вращения 150 000–250 000 мин–1.
Конструкция гладкого цилиндрического хвостовика приведена на рисунке 1, размеры — в таблице 1.
Рис. 1. Цилиндрический хвостовик по DIN 1835A
Таблица 1. Исполнительные размеры цилиндрического хвостовика фрез
| dh6, мм* | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| с, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
Примечание.* — ряд фирм-изготовителей инструмента рекомендует изготавливать хвостовик инструмента по dh5.
Для патронов Tribos, гидропластных, гидравлических и цанговых, допустимо применение переходных цилиндрических цанг. Применение переходных цанг уменьшает необходимое количество патронов, но вызывает снижение точности закрепления и передаваемых моментов и осевых усилий.
Минимальная длина хвостовика, входящая в цангу в зависимости от базового диаметра патрона, и коэффициенты снижения передаваемых нагрузок приведены в таблицах 2, 3.
Таблица 2. Минимальная длина участка закрепления цилиндрических хвостовиков фрез
| Диаметр хвостовика фрезы | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Длина хвостовика L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| Базовый диаметр патрона, мм | Минимальная длина участка закрепления lз, мм | |||||||||
| 12 | 40 | |||||||||
| 20 | 40 | 40 | 40 | 45 | ||||||
| 25 | 33 | 36 | 42 | 44 | 46 | |||||
| 32 | 40 | 40 | 40 | 40 | 40 | 45 | ||||
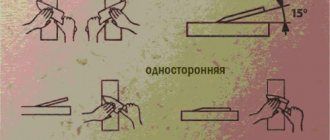
Примечание. Минимальная длина участка закрепления цилиндрического хвостовика не должна быть меньше рабочей части цилиндрической цанги. Если это условие не выдерживается, переходная цанга создает неравномерную нагрузку на хвостовик фрезы и, следовательно, передает меньшее значение крутящего момента. Наиболее остро это проявляется при одностороннем расположении пазов на цилиндрической цанге.
Таблица 3. Rоэффициенты снижения передаваемых нагрузок
| Диаметр хвостовика фрезы | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Базовый диаметр патрона | Коэффициент снижения передаваемых нагрузок | |||||||||
| 12 | 0,44 | 1 | ||||||||
| 20 | 0,12 | 0,19 | 0,28 | 0,55 | 1 | |||||
| 25 | 0,06 | 0,1 | 0,17 | 0,32 | 0,53 | 1 | ||||
| 32 | 0,04 | 0,07 | 0,09 | 0,17 | 0,26 | 0,46 | 1 | |||
Что такое хвостовик и зачем он нужен
Хвостовик – часть изделия, предназначенная для фиксации в цанге оборудования ручного, полу- и автоматического типа. Его форма, конфигурация и габариты зависят от конструкции зажимного устройства, типа протяжки и диаметра цанги. Производители российские и зарубежные режущие изделия выпускают в большом и разнообразном ассортименте сериями, при этом длина хвостовика может быть:
- короткой;
- удлиненной;
- длинной.
В конструкции изделия могут предусматриваться дополнительные элементы: поводок для обеспечения качественной передачи крутящего момента или специальная лапка, облегчающая извлечение из зажимного устройства.
Типы хвостовиков у этих серий отличаются исполнением и зависят от оборудования, в котором они будут установлены. Указывается тип необходимого изделия в паспорте и инструкции по эксплуатации на станок или ручной инструмент. Поэтому перед приобретением необходимо ознакомиться с рекомендациями производителя по выбору сверла или фрезы. Длина зажимной части вычисляется просто: от общей длины изделия отнимается длина рабочей части. Все размеры указываются на чертежах в мм.
Цилиндрический хвостовик типа WELDON по DIN 1835В
Цилиндрические хвостовики типа Weldon предназначены для черновых и получистовых фрез, основным недостатком является повышенное биение режущих кромок за счет закрепления винтами в радиальном направлении. Следует отметить, что мнение о повышенном биении режущих кромок будет оправдано конструктивно только при сравнении с термопатронами и патронами типа Tribos. При использовании переходных цилиндрических цанг точность закрепления инструмента для патронов Tribos, гидравлических, гидропластных, цанговых, может быть ниже. Это создает возможности применения патронов Weldon в обоснованных случаях даже для чистового фрезерования. Погрешности закрепления для различных конструкций патронов приведены на рисунках 2, 3.
Конструкция хвостовика приведена на рисунке 4, размеры — в таблице 4.
Рис. 2. Максимальное биение режущих кромок фрез с цилиндрическими хвостовиками при закреплении в различных типах патронов c цилиндрическими цангами нормальной точности
Рис. 3. Максимальное биение режущих кромок фрез с цилиндрическими хвостовиками при закреплении в различных типах патронов c цилиндрическими цангами высокой точности
Рис. 4. Цилиндрический хвостовик по DIN 1835В
Таблица 4. Исполнительные размеры цилиндрического хвостовика типа Weldon
| dh5, мм | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| Ll-1 | 18 | 20 | 22,5 | 24 | 25 | 32 | 36 | 40 | 45 | 50 |
| h, мм | 6,6 | 8,4 | 10,4 | 14,2 | 18,2 | 23 | 30 | 38 | 47,8 | 60,8 |
| b+0,05, мм | 5,5 | 7 | 8 | 10 | 11 | 12 | 14 | 14 | 18 | 18 |
| b1+1 , мм | 17 | 19 | 19 | 23 | 23 | |||||
| а, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
Хвостовики с лысками не допускается применять в термопатронах, гидропластных, гидравлических, цанговых. Для патронов, использующих для закрепления упругую деформацию (Tribos), их применение допускается. Их применение приведет к остаточным деформациям и соответственно к преждевременной потере точности. При обработке поверхностей большой протяженности в условиях интенсивных вибраций при закреплении фрез в патронах Weldon могут наблюдаться случаи самораскрепления крепежных винтов.
Шестигранный хвостовик
Хвостовик сверла с шестигранной головкой
Плоские поверхности шестигранного хвостовика могут быть обработаны на круглом хвостовике, как на фотографии, или быть естественными плоскими поверхностями шестигранной прутка. Шестигранный хвостовик можно захватить трехкулачковым сверлильным патроном или удерживать в патроне специально для шестигранных хвостовиков. Четвертьдюймовые шестигранные хвостовики являются обычными для бит для машинных отверток и распространились из этого приложения для использования в сверлах, совместимых с отверточным оборудованием.
- Отсутствие производства, если сверло изготовлено из шестигранника.
- Удерживается в сверлильном патроне для цилиндрических хвостовиков.
- Удерживается в патроне с шестигранной отверткой
- Передача высокого крутящего момента, ограниченная только силой
- Не нужно подтягивать, форма не допускает скольжения
- Умеренно точное центрирование
- Не может быть проведен в обычном раунде цанга
- Специальный 3c или 5c HEX цанга должны быть использованы.
Цилиндрический хвостовик с резьбой
Фрезы с цилиндрическими хвостовиками с резьбой в настоящее время находят ограниченное применение из-за сложности конструкций цанговых патронов и цанг с резьбой и высокого допустимого биения режущих кромок фрез. Область применения — черновое фрезерование.
Конструкция хвостовика приведена на рисунке 5, размеры — в таблице 5.
Рис. 5. Цилиндрический хвостовик с резьбой
Таблица 5. Исполнительные размеры цилиндрического хвостовика фрез с резьбой
| Dh6, мм | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| с, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
| м | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 38 | 47 | 60 |
| S, мм | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 2 | 2 | 2 | 2 | 2 |
| l, мм | 8 | 10 | 12 | 14 | 14 | 16 | 16 | 20 | 20 | 20 |
Прямой хвостовик
Хвостовик сверла прямой
Прямой хвостовик является наиболее распространенным типом современных сверл по количеству производимых сверл. Все сверло, вал и хвостовик, обычно имеют одинаковый диаметр. Удерживается обычно в трехкулачковом сверлильном патроне. Биты слишком маленького диаметра для надежного захвата могут иметь прямой хвостовик большего диаметра, чем сверло, которое можно надежно удерживать в стандартном размере. цанга или чак. У больших сверл может быть прямой хвостовик уже, чем диаметр сверла, чтобы их можно было устанавливать в патроны, не способные зажимать полный диаметр. Такое сверло называется с редуктором
или же
кузнечная дрель
. Например, это позволяет 1⁄2-дюймовое (13 мм) сверло для использования в сверле с пистолетной рукояткой 3⁄8-дюймовый (9,5 мм) патрон. Одним из конкретных типов сверл с уменьшенным хвостовиком являются
Сильвер и Деминг
(
S&D
) биты, наборы которых начинаются с 9⁄16от -дюймов (14 мм) до 1 1⁄2-дюймовый (38 мм) диаметр корпуса сверла со стандартным 1⁄2-дюйм (13 мм) уменьшенный хвостовик для всех. Это позволяет сверлильным станкам с 1⁄2-дюймовые (13 мм) патроны для работы с большими сверлами. Биты S&D имеют длину 6 дюймов (150 мм) и длину канавки 3 дюйма (76 мм). Название происходит от компании в Салем, Огайо распалась на другие компании около 1890 г .; части этой конструкции были популяризированы этой компанией.
- Легко бесцентровая шлифовка или включите токарный станок
- Требуется минимум точения или шлифования, если сверло изготовлено из круглого сечения подходящего размера. Пруток
- Удерживается в стандартном сверлильном патроне, который необходимо затянуть — только трение предотвращает скольжение
- Также может проводиться в цанга патрон (который необходимо затянуть), особенно для небольших размеров
- Очень точное центрирование
- Передача крутящего момента ограничена проскальзыванием цилиндрического хвостовика
Цилиндрический хвостовик с клиновой лыской
Данные хвостовики имеют более высокую надежность закрепления инструмента по сравнению с хвостовиками Weldon при обработке поверхностей большой протяженности в условиях вибраций.
Рис. 6. Цилиндрический хвостовик с клиновой лыской для инструмента диаметром от 6 до 20 мм
За счет клина при закреплении возникает осевая составляющая силы закрепления, противодействующая осевой составляющей силы фрезерования. Точность закрепления такая же, как для хвостовиков Weldon.
Конструкции хвостовиков для инструмента диаметром 6–20 мм приведены на рисунке 6, для диаметров 25–32 мм — на рисунке 7.
Исполнительные размеры хвостовиков приведены в таблице 6.
Рис. 7. Цилиндрический хвостовик с клиновой лыской для инструмента диаметром от 25 до 32 мм
Таблица 6. Исполнительные размеры хвостовиков с клиновой лыской
| d16 | b2 | b3 | h2H11 | l1–0+2 | l4–1+0 | l5 | r2min | |
| 6 | 4,3 | 5,1 | 36 | 25 | 18 | 1,2 | ||
| 8 | 5,5 | 6,9 | 36 | 25 | 18 | 1,2 | ||
| 10 | 7,1 | 8,5 | 40 | 28 | 20 | 1,2 | ||
| 12 | 8,2 | 10,4 | 45 | 33 | 22,5 | 1,2 | ||
| 14 | 8,1 | 12,7 | 45 | 33 | 22,5 | 1,2 | ||
| 16 | 10,1 | 14,2 | 48 | 36 | 24 | 1,6 | ||
| 18 | 10,8 | 16,2 | 48 | 36 | 24 | 1,6 | ||
| 20 | 11,4 | 18,2 | 50 | 38 | 25 | 1,6 | ||
| 25 | 13,6 | 9,3 | 23 | 24,1 | 56 | 44 | 32 | 1,6 |
| 32 | 15,5 | 9,9 | 30 | 31,2 | 60 | 48 | 35 | 1,6 |
SDS-top
Один из малораспространённых типов хвостовиков, который предназначен для перфораторов среднего размера. Диаметр хвостовика — 14 мм. Имеются 4 паза: два открытых и 2 закрытых. Площадь контакта с клиньями составляет 212 кв. мм.
Буры с хвостовиками типа SDS-plus при сверлении отверстий свыше 16 миллиметров весьма часто выходили из строя и в 1999 году компания Bosch ввела стандарт SDS-top. Для SDS-top буров используются четырёхкилограммовые перфораторы с заменяемым патроном.
Конический хвостовик по DIN 69871 B для станков c ЧПУ с центральной подачей СОЖ через фланец
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования с подводом СОЖ через шпиндель станка.
Конструкция хвостовика приведена на рисунке 10, размеры — в таблице 11.
Рис. 10. Конический хвостовик по DIN 69871 B для станков c ЧПУ с центральной подачей СОЖ через фланец
Таблица 11. Исполнительные размеры конусов 7:24 для подвода СОЖ через фланец
| NC | el–0,1+0,1 | е2max | d5 | NC | el–0,1+0,1 | е2max | d5 |
| 30 | 21 | 5 | 4 | 45 | 35 | 6 | 5 |
| 40 | 27 | 5 | 4 | 50 | 42 | 7 | 6 |
Рекомендации по выбору
Чтобы правильно подобрать инструмент, обеспечивающий наилучшую производительность и качество поверхности, нужно учитывать:
- характеристики материала детали;
- диаметр;
- глубину.
Важнейшими параметрами сверла являются:
- диаметр;
- длина;
- конструктивные особенности;
- вид и остроту заточки;
- материал рабочей части;
- цвет рабочей поверхности;
- баланс;
- назначение;
- совместимое оборудование.
Так, для хвостовика SDS потребуется соответствующий патрон, а для сверления большого диаметра в металлических заготовках необходим мощный низкооборотистый станок или дрель с высоким моментом.
10. Конический хвостовик для станков c ЧПУ по стандарту Японии MAS BT403
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования на станках со шпинделем, выполненным по японскому стандарту МАS BT403. Степень точности хвостовика АТ3, наибольшие диаметры фрез приведены в таблице 13.
Конструкция хвостовика приведена на рисунке 13, размеры — в таблице 14.
Таблица 13. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика MAS ВТ403 | 50 | 45 | 40 |
| Наибольший диаметр фрезы, мм | 80 | 63 | 50 |
Рис. 13. Конический хвостовик для станков c ЧПУ по стандарту Японии MAS BT403
Таблица 14. Исполнительные размеры конусов 7:24 для программных станков по японскому стандарту MAS ВТ403
| ВТ | а±1 | bн12 | h2 | d | d1 | d2-0.5 | d3-0.1 |
| 40 | 2 | 16,1 | 21 | 44,45 | М16 | 53 | 63 |
| 45 | 3 | 19,3 | 26 | 57,15 | М20 | 73 | 85 |
| 50 | 3 | 25,7 | 31 | 69,85 | М24 | 85 | 100 |
| d4±0.5 | Dmax | h±0.1 | h1±0.1 | L-0.3 | L1min | L2-0.4 | d6 |
| 75,68 | 50 | 16,6 | 27 | 65,4 | 30 | 22,6 | 17 |
| 100,22 | 63 | 21,2 | 33 | 82,8 | 38 | 29,1 | 21 |
| 119,02 | 80 | 23,2 | 38 | 101,8 | 45 | 35,4 | 25 |
Конический хвостовик для станков c чпу типа HSK DIN 69893 форма А
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования. Наибольшие диаметры фрез приведены в таблице 15.
Конструкция хвостовика приведена на рисунке 14, размеры — в таблице 16.
В настоящее время для тяжелых работ дополнительно разработаны хвостовики HSK125 и HSK160.
Таблица 15. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика HSK-A | 100 | 80 | 63 | 50 | 40 | 32 |
| Наибольший диаметр фрезы, мм | 85 | 67 | 53 | 42 | 34 | 26 |
Рис. 14. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма А
Таблица 16. Исполнительные размеры конуса типа HSK-A по DIN 69893
| HSK-A | b1±0.04 | b2H10 | b3H10 | d1h10 | d2 | d5H11 | d10max | d11-0.1 |
| 32 | 7,05 | 7 | 9 | 32 | 24 | 20,5 | 26 | 26,5 |
| 40 | 8,05 | 9 | 11 | 40 | 30 | 25,5 | 34 | 34,8 |
| 50 | 10,54 | 12 | 14 | 50 | 38 | 32 | 42 | 43 |
| 63 | 12,54 | 16 | 18 | 63 | 48 | 40 | 53 | 55 |
| 80 | 16,04 | 18 | 20 | 80 | 60 | 50 | 67 | 70 |
| 100 | 20,02 | 20 | 22 | 100 | 75 | 63 | 85 | 92 |
| d12-0.1 | f1-0.1 | f 2min | f3±0.1 | h1-0.2 | l1-0.2 | l6js10 | r3±0.02 | |
| 37 | 20 | 35 | 16 | 13 | 16 | 8,92 | 1,38 | |
| 45 | 20 | 35 | 16 | 17 | 20 | 11,42 | 1,88 | |
| 59,3 | 26 | 42 | 18 | 21 | 25 | 14,13 | 2,38 | |
| 72,3 | 26 | 42 | 18 | 26,5 | 32 | 18,13 | 2,88 | |
| 88,8 | 26 | 42 | 18 | 34 | 40 | 22,85 | 3,88 | |
| 109,75 | 29 | 45 | 20 | 44 | 50 | 28,56 | 4,88 |
Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма С
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования на станках с ручной сменой инструмента. Наибольшие диаметры концевых фрез приведены в таблице 17.
Конструкция хвостовика приведена на рисунке 15, размеры — в таблице 18.
Таблица 17. Рекомендуемые наибольшие диаметры концевых фрез
| Обозначение хвостовика HSK-C | 80 | 63 | 50 | 40 | 32 |
| Наибольший диаметр фрезы, мм | 67 | 53 | 42 | 34 | 26 |
Рис. 15. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма C
Таблица 18. Исполнительные размеры конуса типа HSK-C по DIN 69893
| HSK-C | d1H10 | d2 | d5H11 | d16 | l1-0.2 | l6js10 | f5-0.1 | b1 | r3±0.02 |
| 32 | 32 | 24 | 20,5 | 4 | 16 | 8,92 | 10 | 7,05 | 1,38 |
| 40 | 40 | 30 | 25,5 | 4,5 | 20 | 11,42 | 10 | 8,05 | 1,88 |
| 50 | 50 | 38 | 32 | 6 | 25 | 14,13 | 12,5 | 10,54 | 2,38 |
| 63 | 63 | 48 | 40 | 7,5 | 32 | 18,13 | 12,5 | 12,54 | 2,88 |
| 80 | 80 | 60 | 50 | 8,5 | 40 | 22,85 | 16 | 16,04 | 3,88 |
| 100 | 100 | 75 | 63 | 12 | 50 | 28,56 | 16 | 20,02 | 4,88 |
Хвостовик SDS
Смотрите также: Чак (специальная прямая система)
Хвостовик сверла SDS-plus Хвостовики сверл SDS-max
Диаметр хвостовика SDS и SDS Plus составляет 10 миллиметров. (SDS Max составляет 18 миллиметров.)
Хвостовик SDS имеет то преимущество, что он вставляется в простой подпружиненный патрон, так что биты просто вставляются в патрон без затяжки. Этот хвостовик и изготовленные для него патроны особенно подходят для ударного сверления каменными сверлами по камню и бетону. Сверло не удерживается прочно в патроне, но может скользить вперед и назад, как поршень; он не скользит во время вращения благодаря некруглому поперечному сечению хвостовика, соответствующему патрону. Удар сверла ускоряет только само сверло, а не большую массу патрона, что делает ударное бурение сверлом с хвостовиком SDS гораздо более производительным, чем с другими типами хвостовика.
В приводе вращения используются скользящие шпоночные пазы, которые открываются до конца хвостовика и сопрягаются со шпонками в патроне. Меньшие углубления, которые не открываются до конца, захватываются патроном, чтобы предотвратить выпадение сверла. Удар сверла ударяет по плоскому концу хвостовика. Хвостовик необходимо смазать смазывать чтобы позволить ему скользить в патроне.
Существует три стандартных размера SDS: SDS-plus (или SDSplus или SDS +), SDS-Top и SDS-max. SDS-plus является наиболее распространенным по количеству производимых инструментов, обычно доступны сверла по камню диаметром от 4 мм до 30 мм (и от 5/32 дюйма до 1-1 / 4 дюйма). Самые короткие сверла по камню SDS-plus имеют общую длину около 110 мм, а самые длинные — 1500 мм. SDS-max чаще используется для больших перфораторов и дробильных пистолетов, а стандартные размеры начинаются с 1⁄2 дюйм (13 мм) диаметром до 1 3⁄4 диаметр в дюймах (44 мм). Стандартная длина составляет от 12 до 21 дюйма (от 300 до 530 мм). SDS-Top в значительной степени прекращен в Северной Америке и не является распространенным, за исключением старых инструментов. Система TE-S от Hilti похожа на эти системы SDS, но предназначена только для выкрашивания (без вращения) инструментов для приложений, объем которых превышает возможности SDS-Max (например, для сноса бетонных стен или полов).
- SDS Plus (TE-C)
- SDS Top (TE-T)
- SDS Max (TE-Y)
- Hilti TE-S
Бит SDS был разработан Hilti и Bosch в 1975 году. Название происходит от Немецкий: Штеккен — Дрехен — Зихерн («Вставить — Скрутить — Закрепить»). В немецкоязычных странах бэк-формирование Система Spannen Durch («Система зажима»), хотя Bosch использует «Специальную систему прямого действия» для международных целей.[1][2]
- Относительно сложен в производстве
- Лучшая производительность ударного бурения, чем у долот с жестким захватом
- Сверла с режимом «стопор вращения» могут использовать долбельные долота.
- Операция быстрого зажима одной рукой
- Удерживается только в патроне SDS
- Не очень точное центрирование
- Передача высокого крутящего момента
Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма Е
Хвостовик рекомендуется применять на концевых фрезах для черновой и чистовой обработки и торцовых хвостовых как для чернового, так и чистового (тонкого) фрезерования. Область применения хвостовика — станки для высокоскоростной обработки. Наибольшие концевых диаметры фрез приведены в таблице 19.
Конструкция хвостовика приведена на рисунке 16, а размеры — в таблице 20.
Таблииа 19. Рекомендуемые наибольшие диаметры концевых фрез
| Обозначение хвостовика HSK-E | 63 | 50 | 40 | 32 | 25 |
| Наибольший диаметр фрезы, мм | 53 | 42 | 34 | 26 | 20 |
Рис. 16. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма Е
Таблица 20. Исполнительные размеры конуса типа HSK-E по DIN 69893
| HSK-E | d1h10 | d2 | d4max | d5-0.1 | d6-0.1 | f1-0.1 | f2min | f3±0.1 | l1-0.2 | l4js10 |
| 25 | 25 | 19 | 20 | 22 | 28,5 | 10 | 20 | 4,5 | 13 | 7,21 |
| 32 | 32 | 24 | 26 | 26,5 | 37 | 20 | 35 | 16 | 16 | 8,92 |
| 40 | 40 | 30 | 34 | 34,8 | 45 | 20 | 35 | 16 | 20 | 11,42 |
| 50 | 50 | 38 | 42 | 43 | 59,3 | 26 | 42 | 18 | 25 | 14,13 |
| 63 | 63 | 48 | 53 | 55 | 72,3 | 26 | 42 | 18 | 32 | 18,13 |
Конический хвостовик Морзе
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и получистовой обработки. Преимущества — большой передаваемый крутящий момент и отсутствие осевого смещения фрезы под действием сил резания. Рекомендуемая степень точности — АТ3–АТ5. Недостатки — повышенное биение режущих кромок инструмента по сравнению с цилиндрическими хвостовиками.
Конструкция хвостовика приведена на рисунке 17, размеры — в таблице 21.
Хвостовики Морзе непригодны для фрез, работающих с частотами вращения более 6000 мин–1.
Рис. 17. Конуса Морзе для фрез
Таблица 21. Исполнительные размеры конусов Морзе
| № | d | d1 | d2 | d3 | a | Lmax | L1max | L2min | L3min | L4 |
| 0 | 9,45 | 9,2 | 6,4 | 3,0+1,2 | 53 | 50 | 4 | |||
| 1 | 12,065 | 12,2 | М6 | 9,4 | 3,5+1,4 | 57 | 53,5 | 16 | 22 | 5 |
| 2 | 17,780 | 18 | М10 | 14,6 | 5,0+1,4 | 69 | 64 | 24 | 31,5 | 5 |
| 3 | 23,825 | 24,1 | М12 | 19,8 | 5,0+1,7 | 86 | 81 | 24 | 33,5 | 7 |
| 4 | 31,267 | 31,6 | М16 | 25,9 | 6,5+1,9 | 109 | 102,5 | 32 | 42,5 | 9 |
| 5 | 44,399 | 44,7 | М20 | 35,7 | 6,5+1,9 | 136 | 129,5 | 40 | 52,5 | 10 |
Виды хвостовиков у сверл и фрез
Зажимная часть изделий может быть таких типов:
- с определенным количеством граней (3, 4, 6);
- цилиндрическая;
- коническая;
- SDS;
- шлицевая.
Изделие режущего типа с определенным количеством граней делает невозможным прокручивание инструмента в зажимном устройстве в процессе эксплуатации.
Инструмент с трехгранным концом зажимной части применяются для оборудования, имеющего трехкулачковый патрон. Позволяет передавать высокие крутящие моменты без прокручивания.
Зажимная часть в форме четырехгранной усеченной пирамиды характеризуется простотой изготовления, устанавливается в специально предназначенное для этих целей приспособление для зажима, т. е. тоже имеет такую же форму.
Изделия с зажимным концом в виде шести граней, которые еще называют hex или гексагональными, хорошо противостоят прокручиванию и передают значительные вращающие моменты. Применяются при работе с оборудованием, не снабженным кулачковым патроном (винтоверты, аккумуляторные отвертки и прочее).
Цилиндрической формы хвостовая часть – наиболее распространенный тип, диаметр может соответствовать диаметру режущего изделия или быть тоньше или толще.
Конический хвостовик у сверла или фрезы, включая конус Морзе и усиленное исполнение, выпускается по разным стандартам. Это дает возможность подобрать его под конкретное оборудование или приспособление.
С SDS хвостовой частью фрезы и сверла выпускаются пяти разновидностей для специально разработанной системы держателя, куда они вставляются. Эта особенность позволяет быстро заменить его в случае поломки или выхода из строя. Различаются они количеством пазов открытого и закрытого исполнения или наличием выступов, а также глубиной установки в систему.
Шлицевый тип хвостовой части у фрезы или сверла является разновидностью SDS серии Max.
Несмотря на огромный ассортимент выпускаемых разными производителями фрез и сверл, они должны соответствовать требованиям действующей нормативно-технической документации – в данном случае ГОСТ или техническим условиям компании производителя. На сверла существует около 40 ГОСТ, на фрезы их еще больше. Поэтому совет: читайте тот документ, который соответствует типу режущего инструмента, и будете знать форму хвостовика и его длину, а также длину рабочей части. Поможет определиться с типом и паспорт на конкретное оборудование. Там обязательно указывается, какой тип изделия должен выбираться и с какой длиной хвостовой части.
Просим поделиться опытом подбора фрезы или сверла с учетом типа хвостовика в комментариях к тексту.
Присоединительные места для торцовых фрез
Конструкции присоединительных мест торцовых фрез приведены на рисунках 18–20, размеры — в таблицах 22–25.
Для фрез больших диаметров присоединительные места можно выполнять как у инструмента с радиальным расположением пластин твердого сплава.
Рис. 18. Присоединительные места торцовых фрез
Таблица 22. Присоединительные места торцовых фрез
| D | dн6 | H | tн11 | bн11 | Lmin | d1min | d2min | dst |
| 32 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 40 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 50 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 40 |
| 63 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 42 |
| 80 | 27 | 50 | 12,4 | 7 | 22 | 20 | 13 | 52 |
| 100 | 32 | 50 | 14,4 | 8 | 25 | 27 | 17 | 62 |
| 125 | 40 | 63 | 16,4 | 9 | 29 | 32 | 21 | 72 |
Рис. 19. Присоединительные места торцовых фрез
Таблица 23. Присоединительные места торцовых фрез с радиальным расположением пластин твердого сплава
| D | h6 | H | tH11 | bH11 | Lmin | d1min | d2min | dst |
| 32 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 40 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 50 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 40 |
| 63 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 42 |
| 80 | 27 | 50 | 12,4 | 7 | 22 | 20 | 13 | 52 |
| 100 | 32 | 50 | 14,4 | 8 | 25 | 27 | 17 | 62 |
| 125 | 40 | 63 | 16,4 | 9 | 29 | 32 | 21 | 72 |
Таблица 24. Присоединительные места торцовых фрез с тангенциальным расположением пластин твердого сплава
| D | dн6 | H | tн11 | bн11 | Lmin | d1min | d2min | dst |
| 80 | 32 | 50 | 14,4 | 7 | 22 | 20 | 13 | 58 |
| 100 | 40 | 50 | 16,4 | 8 | 27 | 27 | 17 | 70 |
| 125 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
| 160 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
| 200 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
Рис. 20. Присоединительные места торцовых фрез больших диаметров
Таблица 25. Присоединительные места торцовых фрез
| D | D1 | dн6 | H | tH11 | bн12 | L | d1min | D2min | D3min | dst |
| 160 | 66,7 | 40 | 63 | 16,4 | 9 | 31 | 56 | 14 | 20 | 90 |
| 200 | 101,6 | 60 | 63 | 25,7 | 14 | 32 | 70 | 18 | 26 | 140 |
| 250 | 101,6 | 60 | 63 | 25,7 | 14 | 32 | 70 | 18 | 26 | 170 |