Радиально-сверлильный станок с числовым программным управлением принадлежит к числу довольно сложных устройств, обеспечивающих высокий уровень качества проведенных работ. Он необходим для создания разнообразных отверстий и внутренней резьбы, рассверливания и зенкерования. Работа на обычном станке требует от оператора опыта и определенных навыков, умения, внимания, концентрации и значительных физических усилий. Именно поэтому использование радиально-сверлильного станка с ЧПУ стало прекрасной заменой старому оборудованию и гарантией выполнения работ с высокой точностью.
Обозначение
По классификации ЭНИМС обозначаются следующим образом: первая цифра в маркировке обозначает группу «Сверлильные и расточные станки», вторая – тип – «Радиально-сверлильные станки», третья и четвертая – максимальный диаметр сверления. Буква – проводилась модернизация станка. Например, 2В56 – радиально-сверлильный станок с максимальным диаметром сверления 60 мм.
Современные импортные образцы станков не имеют стандарта обозначения – каждый производитель обозначает модели по собственному стандарту. Например, Optimum классифицирует свои радиальные станки на легкие (RB) и тяжелые (DR): RB6, RB8, DR5, DR6; Proma обозначает тяжелый станок RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
Отсутствие стандарта приводит к путанице и усложняет подбор аналогов.
Конструктивные особенности станков
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Основными инструментами, которыми оснащаются радиально-сверлильные станки, являются сверла, развертки, зенкера и резьбовые метчики. Для выполнения отдельных технологических операций на станок может быть установлен инструмент специального назначения.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
Компоновка
Оборудование имеет своеобразную компоновку: колонна и стол устанавливаются на плиту. На колонне закреплена траверса, перемещающаяся по колонне в вертикальном положении, а также она имеет возможность осуществлять поворот относительно колонны на 360 градусов. На траверсе установлена сверлильная (шпиндельная) головка, перемещающаяся относительно траверсы в горизонтальном направлении. Она выполнена в виде отдельного агрегата. Если ее необходимо зафиксировать в определенном положении, то для этих целей имеется механизм зажима.
На рынке можно встретить настольные радиально-сверлильные станки, по компоновке напоминающие вертикально-сверлильные. Основное их отличием от классической компоновки — возможность перемещения стола в вертикальном направлении вместо перемещения траверсы.
Вертикально-сверлильный настольный станок Энкор Корвет 48
Optimum RB6T
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.
Радиально-сверлильный станок 2А554
Типы станков
В зависимости от условий эксплуатации и специфики производства радиально-сверлильные станки подразделяются на несколько типов:
- общего назначения;
- общего назначения с поворотом сверлильного узла;
- на направляющих станины;
- установленные на рельсы;
- переносные (мобильные);
- настенные.
Радиально-сверлильный станок общего назначения Радиально-сверлильный станок общего назначения с поворотом сверлильного узла Радиально-сверлильный станок на направляющих станины Радиально-сверлильный станок установленный на рельсы Переносной радиально-сверлильный станок Настенный радиально-сверлильный станок
Станки общего назначения применяются в ремонтных цехах, металлообрабатывающих производствах. Они являются стационарными – один раз устанавливаются на фундамент и больше не переносятся во время эксплуатации. Заготовку устанавливают на стол или на фундаментную плиту. В фундаментной плите находится бак для СОЖ с насосом для ее подачи в зону резания. Шпиндельная бабка перемещается вдоль траверсы в горизонтальной плоскости, а траверса – в вертикальной и вокруг колонны. Оборудование с поворотом шпинделя относительно горизонтальной поперечной балке в угловом направлении относится ко второму типу.
На направляющие станины радиальные станки устанавливают для обработки тяжелых у крупногабаритных заготовок. Другой разновидностью данного типа являются станки, установленные на тележку, которая способна перемещаться по рельсам за счет электропривода.
Настенные и переносные радиально-сверлильные станки применяются в судостроении и тяжелом машиностроении, а их основное назначение – обработка труднодоступных деталей, имеющих большие габариты: корпусные и отливки.
Как работает агрегат?
Функциональность радиально-сверлильного станка зависит от качества его составляющих. Например, работа этого оборудования требует установки в сверлильной бабке коробки переключения скоростей и регулировки рабочих передач.
Все манипуляции, связанные с обработкой металлических деталей, выполняются благодаря точному и ритмичному вращению режущего инструмента.
На лицевой панели расположен своего рода центр управления станком и всеми выполняемыми операциями. От качества и особенностей электрического двигателя, которым оснащен радиально-сверлильный станок, зависит и его мощность. Однако параметры осуществляемой обработки зависят от различных факторов, в числе которых:
- диаметр создаваемого отверстия;
- наибольшее расстояние, на которое способен перемещаться шпиндель;
- номер конуса, который расположен во внутренней части шпинделя и присоединен к станку;
- количество ступеней, с помощью которых можно регулировать частоту вращения шпинделя;
- количество оборотов шпинделя.
Радиально-сверлильные станки относятся к числу сложного, но высокоэффективного и многофункционального оборудования.
Большинство таких станков используются на крупных предприятиях, а числовое программное управление значительно облегчает выполняемую работу по созданию различного диаметра отверстий в деталях самой сложной формы.
Кинематика
Вращение шпинделя – главное движение станка.
Передвижение шпинделя в вертикальном направлении – движение подачи.
Передвижение траверсы в верх и низ вдоль колонны, передвижение в горизонтальном направлении сверлильной головки вдоль траверсы, передвижение траверсы вокруг оси колонны – установочные движения.
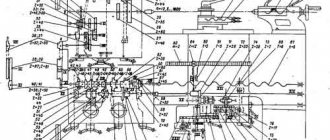
Пример кинематической схемы радиального сверлильного станка 2Н55
Станки имеют широкий диапазон частот вращения, скоростей сверлильной головки и механических подач.
Преимущества станка с ЧПУ
Главная особенность радиально-сверлильного станка с числовым программным управлением – легкость и большая скорость обработки. Это возможно благодаря наличию комплекса оборудования, в состав которого входят системы:
- гидравлическая;
- механическая;
- электрическая.
Для создания станков используют различные металлы. Это может быть чугун или сталь высокой прочности. Процесс создания оборудования требует использования материалов, прошедших специальную обработку.
Присадочный станок предназначен для создания отверстий как сквозных, так и глухих. А оснащение его числовым программным управлением позволяет значительно ускорить производственный процесс, не снижаю уровень точности выполняемых операций.
Современные радиально-сверлильные станки, оснащенные числовым программным управлением – оборудование надежное, сверхточное, долговечное, многофункциональное.
Преимущества системы ЧПУ
У многих моделей станков увеличены размеры рабочей плиты, изменено в большую сторону число рабочих передач и встроенных скоростей шпинделя.
Все оказывает огромное положительное влияние на производительность труда, а блок ЧПУ заметно облегчает управление станком. Важно и то, насколько качественно обустроена система охлаждения. Для этого агрегаты оснащаются мощными моторами насосов.
При создании станка с ЧПУ использованы несколько схем, обеспечивающих эффективное управление и контроль производственного процесса. Например, управление вертикальным перемещением осуществляется благодаря наличию упоров и переключателей, записи программы на перфоленту или набору программы на штекерной панели.
Сегодня на производстве получили широкое распространение станки с ЧПУ, отличающиеся более сложной конструкцией. Их колонна способна выполнять полный поворот вокруг своей оси, а рабочая головка смонтирована на траверсе, способной перемещаться по вертикали.
Это доказывает, что современное оборудование, оснащенное числовым программным управлением не только упрощает выполнение привычных операций, но и гарантирует высокий уровень качества созданных деталей.
Радиально-сверлильные станки
НАЗНАЧЕНИЕ РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКОВ
Радиально-сверлильные станки являются представителями основного парка универсальных металлорежущих станков, наряду с токарными, фрезерными, расточными.
Применяются на всех обрабатывающих металл производствах: на ремонтных предприятиях и крупных заводах. Основное назначение – выполнение и обработка отверстий различной сложности, в том числе зенкерование, развертывание, рассверливание, нарезка резьбы различными инструментами, сверление в сплошном материале, подрезка торцов, а также раскатывание отверстий до 2-го класса точности с шероховатостью обработанной поверхности Ra =0,63 мкм.
Технологические возможности радиально-сверлильных станков значительно повышаются при применении различных приспособлений, специальной оснастки. Например, регулируемых по диаметру расточных резцов, разверток, зенкеров и ряда других инструментов.
Радиально-сверлильные станки незаменимы при обработке крупногабаритных и тяжелых изделий. В этом случае изделия устанавливаются и закрепляются неподвижно на плите станка или столе, тогда как закрепленный в шпинделе станка инструмент перемещается над поверхностью изделия при повороте рукава вокруг колонны. Отсутствие перемещения заготовок во время обработки является несомненным достоинством радиально-сверлильных станков. Эта особенность экономит время, избавляет от лишних трудозатрат по кантованию и гарантирует точность выполнения отверстий и их расположения.
ОСОБЕННОСТИ И ОПИСАНИЕ РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКОВ
Конструкция станков позволяет производить сверление в стали и чугуне, при этом с максимальным диаметром до 100мм и перемещении сверлильного шпинделя до 2450мм на станке РС-100МП.
Машиностроительное Предприятие «ПромСтройМаш» предлагает линейку из четырех радиально-сверлильных станков следующих моделей:
- 2А554МП (макс. диаметр сверления – 50 мм)
- РС-63МП (макс. диаметр сверления – 63 мм)
- РС-80МП (макс. диаметр сверления – 80 мм)
- РС-100МП (макс. диаметр сверления – 100мм)
В радиально-сверлильных станках сверление по оси отверстий в заготовках производится путем перемещения шпинделя относительно заготовки, неподвижно закрепленной на столе станка или рядом со станком. Основная особенность радиально сверлильного при технологической операции сверление — круговое вращение и перемещение пиноли шпинделя станка вокруг вертикальной колонны. Кинематика станка изготовлена таким образом, чтобы осуществлять выполнение этих перемещений, и позволяющая передавать инструменту необходимую скорость вращения и подачу. На радиально сверлильных станках можно выполнять следующие операции, это поворот подвижной консоли радиально-сверлильного станка вокруг вертикальной колонны, вертикальное перемещение консоли, фиксация консоли на колонне на рабочей высоте к заготовке, фиксация шпиндельной головы на консоли, переключение скоростей шпинделя и подач пиноли, обработка отверстий под углом при установке заготовки с помощью специальной оснастки и приспособлений. Класс точности радиально-сверлильных станков — Н. Категория размещения по ГОСТ 15150 УХЛ-4, по отдельному техническому заданию станки могут быть изготовлены в климатическом исполнении Т-4,ТВ-4,ТМ-4,ОМ-4.
ПРИНЦИП РАБОТЫ НА РАДИАЛЬНО СВЕРЛИЛЬНЫХ СТАНКАХ
Металлорежущий инструмент устанавливается в шпиндель станка в посадочное коническое отверстие. Заготовка устанавливается на стол радиально-сверлильного станка, а к обрабатываемому отверстию подводится инструмент, совершающий резание в соответствии с техпроцессом. Все необходимые параметры обработки устанавливаются при помощи рукояток на коробке скоростей и подач.
Параметры радиально сверлильных станков, выпускаемых Машиностроительным Предприятием «ПромСтройМаш»
2А554МП — Базовая модель
- Максимальный условный диаметр сверления – 63
- Конус в шпинделе – МК5
- Расстояние от оси шпинделя до колонны – 380…1595
- Расстояние между столом и торцом шпинделя – 455…1595
- Диапазон оборотов вращения шпинделя об/мин – 18…2000
- Количество ступеней вращения шпинделя – 24
- Диапазон рабочих подач мм/мин и их количество – 24
- Мощность главного электродвигателя – 5,5 кВт
- Масса станка – 4750 кг
РС-63МП
- Максимальный условный диаметр сверления – 63
- Максимальный условный диаметр нарезаемой резьбы – М50
- Конус в шпинделе – МК5
- Расстояние от оси шпинделя до колонны – 450…2000
- Расстояние между столом и торцом шпинделя – 400…1590
- Диапазон оборотов вращения шпинделя об/мин – 20…1600
- Количество ступеней вращения шпинделя – 16
- Диапазон рабочих подач мм/мин и их количество – 16
- Мощность главного электродвигателя – 5,5 кВт
- Масса станка – 7100 кг
РС-80МП
- Максимальный условный диаметр сверления – 80
- Максимальный условный диаметр нарезаемой резьбы – М56
- Конус в шпинделе – МК6
- Расстояние от оси шпинделя до колонны – 500…2450
- Расстояние между столом и торцом шпинделя – 550…1950
- Диапазон оборотов вращения шпинделя об/мин – 16…1200
- Количество ступеней вращения шпинделя – 16
- Диапазон рабочих подач мм/мин и их количество – 16
- Мощность главного электродвигателя – 7,5 кВт
- Масса станка – 10900 кг
РС-100МП
- Максимальный условный диаметр сверления – 100
- Максимальный условный диаметр нарезаемой резьбы – М70
- Конус в шпинделе – МК6
- Расстояние от оси шпинделя до колонны – 580…3100
- Расстояние между столом и торцом шпинделя – 750…2450
- Диапазон оборотов вращения шпинделя об/мин – 10…1000
- Количество ступеней вращения шпинделя – 22
- Диапазон рабочих подач мм/мин и их количество – 16
- Мощность главного электродвигателя – 15 кВт
- Масса станка – 19800 кг
ОСНОВНЫЕ УЗЛЫ РАДИАЛЬНО СВЕРЛИЛЬНЫХ СТАНКОВ
Станина радиально сверлильного станка с рабочим столом
Вертикальные колонны и рабочие столы станков отлиты из серого чугуна марки СЧ-20. Основание станка предназначено для установки всего станка на фундаменте, крепление основания колонны с консолью и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов. Для увеличения технологических возможностей станков они комплектуются поворотными и неповоротными коробчатыми столами. Заготовку небольших габаритов устанавливают на коробчатом столе, или непосредственно на обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола рекомендуется на монтажных плитах, чтобы исключить дополнительную погрешность в процессе обработки заготовки.
Поворотная колонна
Колонна установлена вертикально на основании станка, поворотная консоль закреплена на колонне. В верхней части колонны монтируется механизм подъема/опускания консоли, приводимый в движение от электродвигателя.
Консоль (хобот)
Консоль радиально-сверлильного станка технологически установлена на колонне. Электропривод установлен в верхней части колонны, управляет перемещением консоли вверх-вниз и вращением вокруг вертикальной оси. На направляющих консоли размещается сверлильная голова со шпинделем. В соответствии с высотой заготовки консоль может быть опущена или поднята. В полости консоли, расположенной с обратной стороны рукава, установлены рабочие элементы электрооборудования и гидравлики.
Шпиндельная головка
Сверлильная голова (бабка шпиндельная), установлена на консоли, конструктивно представляет собой отдельный узел. Конструкция данного узла имеет коробку подач и скоростей и устройства установки глубины сверления. Шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращения для обработки. Конус шпинделя радиально сверлильных станков (конус Морзе № 4-6 или метрический конус, в зависимости от модели).
Для оптимальной эргономики и удобства работы сверловщика управление станка расположено на шпиндельной бабке:
- функциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, запуском/остановкой вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки регулировки скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
Коробка подач установлена между шпинделем и электродвигателем шпинделя. Крутящий момент от электродвигателя передается через зубчатые зацепления и фрикционные муфты. Фрикционная муфта служит для выполнения быстрого реверса при нарезании резьбы, отключения подачи при достижении необходимой глубины сверления и предохранения коробки скоростей от перегрузок.
Шпиндельная голова перемещается по направляющим консоли в ручном режиме и фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного устройства, управляемого с пульта.
Шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая консоль.
Фиксация поворотной колонны, зажим/разжим шпиндельной головки на направляющих консоли управляется при помощи гидравлических распределителей, управляемых с пульта.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ОПРЕДЕЛЯЮЩИЕ ВЫБОР КОНКРЕТНОЙ МОДЕЛИ РАДИАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА
- максимальный диаметр сверления в заготовке из стали или чугуна;
- максимальный размер нарезаемой метчиком резьбы;
- мощность электродвигателя шпинделя;
- радиус перемещения шпиндельной бабки;
- угол поворота траверсы;
- максимальное расстояние между столом и торцом шпинделя, устанавливающее наибольшую высоту обрабатываемой заготовки;
- максимальное вертикальное перемещение пиноли с инструментом, определяющее глубину обработки;
- диапазон подач и количество ступеней вращения шпинделя;
- наличие системы СОЖ в зоне резания, а также системы смазки.
ПРЕИМУЩЕСТВА РАДИАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКОВ НАШЕГО ПРОИЗВОДСТВА
- Простота в наладке, эксплуатации, обслуживании и ремонте.
- Оптимальная цена.
- Не требуется высококвалифицированный персонал, в том числе узкоспециализированный (программисты, электронщики).
- Высокая универсальность, позволяющая производить на станке практически все операции по выполнению любых отверстий.
- Надежность и долговечность, достигнутые за счет высокого качества изготовления деталей и узлов. В свою очередь, их качество гарантируется строгим соблюдением технологической дисциплины, отработанной в производстве конструкции станка, высокой квалификацией специалистов предприятия и большим производственным опытом. Контроль качества осуществляется на всех этапах производства. Результаты соответствия нормам точности отражаются в руководстве по эксплуатации радиально-сверлильных станков только после проведения приемо-сдаточных испытаний.
- Предоставление потребителю ряда услуг после покупки станка, в том числе доставку, шеф-монтажные работы, пуско-наладочные работы, гарантийное обслуживание.