МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
| Диаметр сверловочной части сверла, мм | Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | ||
| А, В, С | R | А, С, R | В | |||
| 0,50 | 0,01 | 0,02 | 1,3 | — | 8 … 10 | 13 |
| 0,63 | 1,5 | — | ||||
| 0,80 | 1,9 | 2,1 | ||||
| 1,00 | 2,3 | 2,6 | ||||
| 1,40 | 0,02 | 2,8 | 3,2 | 25 | ||
| 1,60 | 3,5 | 4,0 | ||||
| 2,00 | 0,04 | 4,4 | 5,0 | |||
| 2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
| 3,15 | 7,0 | 8,0 | ||||
| 4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
| 5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
| 6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
| 8,00 | 17,9 | 19,5 | 15 | |||
| 10,00 | 22,5 | 24,5 | ||||
Таблица 9
| Диаметр сверловочной части сверла, мм | Приемочные значения наработки сверлом типа | |||
| A, R, С | В | |||
| средняя | 95 %-ная | средняя | 95 %-ная | |
| 0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
| 1,25, 1,6 | 190 | 56 | 140 | 42 |
| 2,0 | 270 | 77 | 170 | 50 |
| 2,5, 3,15 | 290 | 88 | 190 | 56 |
| 4,0, 5,0 | 175 | 53 | 120 | 35 |
| 6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная редакция, Изм. № ).
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью лупы ЛП-2 — 4´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051-81;
при измерении углов — 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. № 2).
Популярные производители
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Технические требования
Твердосплавные сверлильные инструменты изготавливаются по требованиям государственного стандарта, который регламентирует ГОСТ 14952-75. Применяя это устройство, можно выполнить точное по диаметру отверстие, которое расположено в направлении под прямым углом относительно рабочей поверхности. Любые другие приспособления значительно уступают центровочному сверлу в надежности и точности выполнения отверстий.
Согласно нормативам ГОСТа диаметр центровочного приспособления может быть в диапазоне 0,5-10 мм. Различают 4 разновидности такого инструмента для сверления.
- Тип A – необходим при выполнении точных отверстий, центровка конуса которых равна 60°. У инструмента подобного типа отсутствуют режущие края, формирующие предохранительный конус в процессе выполнения сверления.
- Тип B – применяется для высверливания отверстия с наличием предохранительного конуса, размер которого составляет 120°.
- Тип C – используют для отверстий с точной центровкой, но без задействования конусовидного предохранителя. При этом разворот сторон отверстия составит 75°.
- Тип R – применяется для сверления точного по диаметру отверстия, разворот сторон у которого имеет срез в виде дуги.
Центровочные сверла перечисленных типов изготавливаются в 2-х вариациях:
- диаметр режущей части достигает не более 0,8 мм;
- диаметр режущей части превышает 0,8 мм.
При применении сверлильного инструмента, диаметр режущей части которого составляет менее 0,8 мм, гладкость стенок у отверстия намного выше, чем у аналогов. С режущей поверхность более 0,8 мм эта особенность является решающей при выборе типа сверла, применение которого дает разную степень шероховатости готового отверстия. Инструмент, предназначенный для сверления центрированных отверстий, делают из твердых сплавов стали, обладающих быстрорежущими характеристиками.
В соответствии с нормативами ГОСТа твердость изделия по Роквеллу в зависимости от диаметра выглядит следующим образом:
- диаметр до 3,15 мм – обладает твердостью 62-65 HRC;
- диаметр более 3,15 мм – обладает твердостью 63-66 HRC.
При изготовлении центровочного сверла допустимы небольшие отклонения в его диаметре. Эти показатели также регламентированы государственным стандартом:
- диаметры до 0,8 мм могут иметь погрешность в большую сторону на 0,05 мм;
- диаметры от 0,8 до 2,5 мм могут иметь погрешность до 0,1 мм;
- диаметры от 2,5 до 5 мм могут иметь погрешность до 0,12 мм;
- диаметры более 5 мм могут иметь погрешность на 0,15 мм.
Стандартами ГОСТа регламентируется также и внешний вид сверлильного приспособления. На поверхности инструмента не должно быть трещин и сколов, следов чернения или оксидов. Цвета оксидов могут проявлять себя в области канавок сверла, не выходя за пределы точильной окружности.
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Особенности конструкций
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части.
Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
Данный вид инструмента двухсторонний, то есть его рабочие части расположены по обе стороны основания и могут быть использованы в равной степени. Это продлевает срок эксплуатации инструмента без заточки.
Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.
Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.
Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
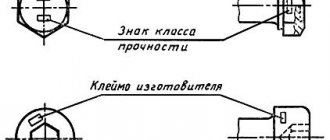
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Основные свойства и важные характеристики
В течение процесса обработки сверло исключает возможность накапливать допускаемые ошибки. Дело в том, что сверлильные изделия других модификаций часто не способны выполнить отверстия, точно соответствующие чертежу. Это касается таких параметров, как расположение и размеры. Центровочный инструментарий по ГОСТу выпускается в таком диапазоне диаметров — 0,5-10 мм. Стандарт определяет и четыре основные модификации изделий для сверления центровочных углублений:
- конусность сторон — 60 градусов. Режущая часть отсутствует. Поэтому нет возможности сформировать предохранительный конус — это тип А;
- рабочая поверхность с предохранительным конусом. Разворот сторон составляет 120 градусов — это тип В;
- предохранительного конуса нет, стороны развернуты под углом 75 градусов — это тип С;
- дугообразная модификация поверхностей — тип R.
Каждая модификация представлена в двух исполнениях в зависимости от диаметра главного режущего наконечника:
- Не достигает 0,8 мм.
- Превышает 0,8 мм.
Работая над углублением изделиями первой модификации, достигают того, что его стенки менее шероховатые. Следовательно, выбор типа сверлильной модели зависит от того, какой степени необходима шероховатость стенок отверстия. Все геометрические характеристики рабочих изделий для сверления различных модификаций определены установленным стандартом и для наглядности систематизированы в таблицах.
Основные требования
Свёрла, предназначенные для прорезания центрирующих отверстий, производят из быстрорежущей стали. Исходя из требований нормативного документа этот материал должен обеспечивать параметры твёрдости рабочей части устройства с таким диаметром:
- Больше 3,15 миллиметров — 63−66 HRC.
- Меньше 3,15 миллиметров — 63−65 HRC.
К отдельной категории относят инструменты, материалы производства которых в составе содержат 3% ванадия и 5% кобальта. Они должны иметь твёрдость, которая будет превышать вышеприведённые параметры минимум на одну единицу.
В этих инструментах могут быть отклонения. Их предельные величины указаны в ГОСТе 14952−75. Они таковы:
- Для инструмента, диаметр которого до 0,8 миллиметров — +0,05.
- Диаметр колеблется в пределах 0,8−2,5 миллиметров — +0,1.
- Диаметр варьируется в пределах 2,5−5 миллиметров — +0,12.
- Диаметр более 5 миллиметров — +0,15.
Состояние поверхности сверла тоже оговаривается в приведённом нормативном документе. Поверхность не должна иметь забоин, трещин и цветов побежалости. Допускаются только цвета побежалости в местах выхода точильного круга — в области канавок.
В таких пределах должна находиться разность ширины перьев для инструмента диаметра:
- Более 3,15 миллиметров — не больше 0,1 миллиметра.
- Менее 3,15 миллиметров — не больше 0,07 миллиметра.
Применение
Сверло центровочное используется для сверления как металлических, так и деревянных поверхностей. Однако «по паспорту», то есть по прямому назначению данный инструмент должен применяться только для обработки стальных материалов. Однако это не помешало нашим строителям использовать его в качестве зенковки по дереву, к примеру, когда необходимо углубить отверстие для входящей шляпки самореза. Благодаря своей термостойкой и высокопрочной конструкции они абсолютно не выходят из строя после обработки подобных предметов и материалов.
Что касается их прямого назначения, данные инструменты широко применяются для засверливания отверстий на фрезерных, сверлильных и токарных станках. Кроме этого, центровочные сверла могут использоваться и в домашнем хозяйстве. Также любят применять такие устройства и радиолюбители. Такие сверла как никогда необходимы для произведения отверстий в печатных платах. А поскольку применяемые устройства владеют высокой жесткостью (это обусловливается не только их составом, но и особой геометрией, о которой мы говорили несколько раньше), работать с ними очень легко и удобно.