Самодельный мини токарный станочек из профтрубы (почти как заводской)
В сегодняшнем обзоре автор с нами поделится личным опытом изготовления самодельного мини токарного станка.
Основой станка является квадратная профильная труба 60х60 мм (толщина стенки — 3 мм).
Размеры профтрубы выбран неслучайно — в нее идеально входит зажимной патрон диаметром 16 мм. В результате у нас получится довольно компактная передняя бабка.
Если использовать для изготовления передней бабки сверлильный патрон диаметром 13 мм, то в данном случае надо будет использовать профиль 50х50 мм.
Советуем также прочитать: как изготовить простой и компактный станочек для изготовления хомутов для арматурных каркасов .
Длина станины токарного станка составляет 22 мм, но при необходимости можно сделать ее и длиннее.
Изготовление передней бабки токарного станка
Начинаем с изготовления передней бабки. В качестве шпинделя выступает сверлильный патрон.
К задней части сверлильного патрона нужно будет приварить стальную бобышку длиной 30 мм и диаметром 32 мм (внутренний диаметр — 17 мм).
Наружную поверхность бобышки автор проточил на токарном станке до диаметра 30 мм под подшипник 6906.
Выступающая часть стальной бобышки имеет диаметр 20 мм, и служит посадочным местом под шестеренку.
Переднюю часть сверлильного патрона необходимо проточить на токарном станке до диаметра 35 мм — под подшипник 6907.
Собираем все детали вместе, и получаем довольно компактный патрон-шпиндель (для нашего станка — это именно то, что нужно).
Корпус передней бабки состоит из трех основных деталей:
- фланец диаметром 80 мм;
- кусок профтрубы длиной 65 мм;
- квадратная пластина толщиной 8 мм.
Фланец имеет центрирующий ободок под профиль 60х60 мм, который имеет посадочное место под подшипник 6906.
Металлическая квадратная пластина забивается в торец профильной трубы (корпуса), и обваривается.
В этой пластине нужно будет сначала высверлить, а потом — расточить отверстие под передний подшипник.
К корпусу передней бабки привариваются пластины из толстого металла, в которых сверлятся крепежные отверстия.
Основные этапы работ
В станине токарного станка автор прорезал паз длиной чуть больше 10 см и шириной около 8 мм. Также по разметке надо просверлить крепежные отверстия.
Внутри станины с помощью винтов М6 крепится полоса металла толщиной 8 мм.
В профильной трубе и самой полосе мастер просверлил ряд отверстий с шагом 20 мм. В них нарезается резьба М8.
Передняя бабка крепится к станине с помощью четырех винтов М6. Для их затяжки снизу станины просверлены отверстия под шестигранник.
Также снизу станины необходимо просверлить отверстия под винты М4. С помощью винтов к станине крепится основание (стальная пластина толщиной 6 мм).
Размеры основания — 220х95 мм. В основании сверлим крепежные отверстия для крепления к столу или иной рабочей поверхности.
Следующую деталь автор изготовил из токарного резца (ее ширина — 17 мм). Данная деталь вставляется в станину, и крепится четырьмя винтами М4.
Изготовление продольной и поперечной подачи
Основная деталь продольной подачи изготовлена из профильной трубы 80х80 мм (с толщиной стенки — 4 мм).
От профильной трубы отрезается часть стенки с бортиками высотой 10 мм, к которой приваривается щечка с одной стороны. В щечке сверлим отверстие диаметром 8 мм — для прохода резьбы М8.
В детали, изготовленной из токарного резца, автор сверлит отверстие, соосное отверстию в щечке.
После этого просверленное отверстие нужно будет рассверлить до диаметра 14 мм и нарезать резьбу М16.
Резьбу М16 автор использовал для того, чтобы шаг подачи был побольше (1 оборот — 2 мм).
К подвижной площадке (с внутренней стороны) автор крепит квадратный пруток (регулируемый прижим).
Из куска профильной трубы 40х20 мм автор изготовил основу поперечной подачи. Прорезь в ней сделана под винт М6. Внутрь вставляется и приваривается удлиненная гайка М8.
Винтом поперечной подачи служит кусок шпильки М16. На конце сделана проточка диаметром М8 под ручку от старой швейной машинки.
Продольная подача прижимается к станине при помощи самодельного прижима, который располагается внутри станины.
Устанавливаем продольную подачу на основание, и крепим ее. Далее по тому же принципу изготавливается поперечная подача, но уже из куска профиля 50х50 мм (толщина стенки — 2,5 мм).
Сверху поперечной подачи крепится металлическая пластина толщиной 6 мм (служит для крепления резцедержателя).
Ходовой винт поперечной подачи сделан из шпильки М8. С одной из сторон сделана проточка и нарезана резьба М6 — для самодельного маховика.
Сборка всех элементов конструкции
Станину прикручиваем к основанию. Устанавливаем переднюю бабку, а затем продольную и поперечную передачу.
В качестве привода используется электромотор 775 на 80W.
На последнем этапе останется только изготовить заднюю бабку, и закрепить ее на станине токарного станка.
Подробный обзор можно посмотреть в авторском видеоролике (с YouTube канала I.V. Мне интересно).
Как использовать токарный станок по металлу
Современный промышленный станок обладает рядом характеристик, которые позволяют совершать множество различных операций. Такое устройство оснащается числовым программным устройством и имеет сложную конструкцию. Для токарного станка своими руками не нужно такое количество функций. Достаточно сделать универсальную механическую установку, которая будет удобно размещаться на столе в гараже.
Основные работы, выполняемые на самодельном фрезерном оборудовании:
Памятка по технике безопасности при работе на токарных станках
- обработка внутренней поверхности, рассверливание заготовки;
- вытачивание конуса, канавки;
- нарезка резьбы;
- фасонная обточка;
- подрезка уступов и острых краев;
- обточка цилиндров.
Токарный станок по металлу применяется для обработки гаек, втулок, муфт, шкивы, валов и зубчатых колес. Из таких деталей получаются заготовки, которые позволяют создавать или усовершенствовать различные механизмы. В зависимости от применяемого оборудования, на агрегате модно обрабатывать изделия не только из металла, но и деревянные или пластиковые заготовки.
Этапы изготовления токарного станка по металлу своими руками
Для начала предлагаем посмотреть на собранный своими руками агрегат. Некоторые детали взяты из неисправных приборов и механизмов.
Детали агрегата, собранного собственноручно домашним мастером
Алгоритм работ будет следующим:
- составляется подробный чертеж будущего агрегата с указанием размеров, материалов;
- подбирается по мощности и количеству оборотов в минуту электродвигатель;
- четко следуя составленной схеме, подготавливаются детали рамы по размерам;
- производится сборка выбранным способом (сварка или болтовые соединения).
Рассмотрим каждый из перечисленных этапов подробнее.
Этап подготовки: проект и составление чертежа
В качестве примера, а возможно и основы будущего маленького токарного станка, можно взять схемы подобных агрегатов, предоставленные нами ниже.
Полезная информация! Выбрав для изготовления рамы дерево, не стоит надеяться на долговечность конструкции. Лучший вариант для монтажа каркаса — металлический швеллер со сварными соединениями.
Когда рама собрана, приступаем к изготовлению и установке на нее остальных узлов.
Как выбрать электропривод для подобного агрегата
Электродвигатель – важнейшая часть конструкции. От его мощности зависит величина деталей, которые возможно изготовить на станке. При мощности электромотора 800÷1000 Вт устройство позволит обрабатывать только маленькие детали. Для больших заготовок используются двигатели 1.5÷2 кВт.
Двигатель по мощности должен превышать 800 Вт
Важный этап монтажа электродвигателя — это подключение к сети. Контакты и соединения, независимо от того, возможно ли к ним прикоснуться в процессе работы, требуют тщательной изоляции. Клеммы электродвигателя подключаются в определенном порядке. Если у домашнего мастера нет навыков в этой области или он сомневается в своих силах, лучше доверить эту работу профессионалу.
Очень важно! Работы по подключению выполняются после снятия (с вводного автомата) напряжения. Помните, что поражение электрическим током опасно для здоровья и приводит к летальному исходу.
Порядок сборки фрезеровочного или токарного станка
После изготовления рамы устанавливаем на нее валы, зафиксировав их сваркой. Далее монтируем переднюю бабку, валы и шкивы с суппортом. И только в последнюю очередь устанавливаем на место электродвигатель, фиксируем его и натягиваем ремни или цепи (в зависимости от вида передачи крутящего момента).
Наиболее распространенный вид передачи крутящего момента — ременная
Конструкция токарного станка
Токарный станок по металлу своими руками является полноценным оборудованием с силовым агрегатом, он имеет большой вес и создает вибрацию. Прежде, чем мастерить такое устройство, необходимо тщательно продумать конструкцию всех деталей.
Мини-станок для домашнего использования имеет 4 основных элемента:
- Рама.
- Суппорт и резцедержатель.
- Передняя и задняя бабка.
Этот узел предназначен для фиксации всего оборудования в жестком положении. Являясь основой, станина должна быть прочной и не давать перекоса. Станок можно размещать на столе или изготовить напольный вариант, увеличив длину опоры. Выполняют такую литую станину из швеллеров и металлических уголков. Соединение элементов каркаса производят сваркой или крепят болтами.
Суппорт
Такой элемент удерживает режущее устройство и способен перемещаться в заданном направлении и плоскости для эффективной обработки заготовок. При необходимости создания сложных и нестандартных поверхностей следует уделить особое внимание креплению этого узла. Для плавного движения в горизонтальном направлении применяют винтовой механизм в фартуке. Суппорт остается подвижным, но при необходимости его можно зафиксировать. Резцы в резцедержателе должны плотно зажиматься, люфты увеличивают травмоопасность во время работы.
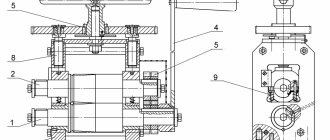
Из чего состоит токарный станок
Даже маленький токарный станок весит много, создаёт во время работы вибрации. Необходима надёжная станина (1), на которой закрепляют функциональные узлы и отдельные детали. Если предполагается создание напольного варианта, применяют надёжные опоры нужной длины. Итоговая высота рабочей области должна быть удобной для пользователя.
В следующем списке перечислены другие компоненты:
- В передней бабке (3) размещают коробку передач. Она предназначена для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- С обратной стороны заготовку поддерживает задняя бабка (6). Сюда же устанавливают при необходимости метчики, свёрла, другие инструменты.
- В стандартном режиме обработки резцы закрепляют в специальном держателе (5).
- Этот узел монтируют на суппорте (8). Для плавного перемещения по горизонтали применяют винтовой механизм, размещённый в фартуке (7).
- Коробка подач (2) приводит в действие ходовой вал.
Суппорт токарного станка
Примечания к рисунку:
- каретка (1) и весь блок в целом (17) приводятся в движение ходовым валом (2);
- механизм перемещения подключают специальной рукояткой (15);
- эти салазки (3) обеспечивают свободу перемещения верхней части в поперечном направлении (12);
- она закреплена на поворотном узле (4) с продольными направляющими (5);
- резцы устанавливают в держатель (6);
- для закрепления этой детали/ инструментов применяют винты (7/8);
- рукояткой (9) можно безопасно перемещать резцы на расстоянии от рабочей зоны;
- крепёжный элемент (10) верхней части (11);
- для её точного перемещения в соответствующих направлениях применяют рукоятки (13, 14) с винтовым приводом;
- маховиком (16) перемещают суппорт вручную.
При детальном изучении этой части токарного станка по металлу необходимо учитывать повышенные нагрузки, которым она подвергается в процессе выполнения технологических операций. Надо обратить внимание на большое количество перемещающихся компонентов.
Чтобы сохранить точность обработки, необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт для компенсации износа. Испорченные уплотнители рекомендуется заменять на новые изделия.
Задняя бабка
Основные компоненты узла
Здесь и далее будем рассматривать несложные для самостоятельного воспроизведения проекты с уточняющими комментариями. Пример на рисунке точнее подходит для деревообрабатывающего оборудования. Чтобы длительное время работать с прочными заготовками, следует изготовить опорный башмак из стальной пластины.
В дополнение к стандартному оснащению пригодятся подобные сменные приспособления
С их помощью расширяют базовые возможности задней бабки. В авторских рекомендациях предлагается удалить часть стандартного крепления патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные заготовки.
Особенности изготовления своими руками передней бабки токарного станка
Для изготовления самоделок применяют простые конструкторские решения
Здесь использован ременной привод (1), который отличается небольшой стоимостью, низким уровнем шума. Для ступенчатого изменения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), надо применить пару шариковых подшипников. При необходимости, в корпусе делают отверстия для периодической заливки смазки.
Как правило, токарный станок по металлу оснащают трёхкулачковыми патронами
Эти зажимы центрируются автоматически без дополнительной подстройки. Самостоятельное изготовление подобных узлов вызовет затруднения. Поэтому данный функциональный элемент передней бабки токарного станка купить можно в магазине.
Для обработки квадратных заготовок применяют модели с четырьмя кулачками
Как сделать резцедержатель для токарного станка своими руками
Основную часть держателя лучше сделать в разборном исполнении
Это позволит без лишних трудностей сделать ремонт. В отверстия с резьбой вкручивают болты, которые прочно фиксируют инструмент. Расстояние между пластинами определяют с учётом размеров резцов.
Сверху устанавливают рукоятку для быстрого поворота узла. Это приспособление позволяет оперативно менять инструмент для сложной последовательной обработки заготовок
Пошаговая сборка токарного оборудования своими руками
Самодельный токарный станок состоит из деталей, которые можно найти в гараже или мастерской. Прежде чем приступать к обработке и сборке аппарата, необходимо тщательно продумать конструкцию и характеристики агрегата, его расположение в мастерской.
Необходимые материалы
В качестве материалов можно использовать подручные средства:
- сварная рама (заменит литую станину);
- силовой агрегат – любой двигатель с электроприводом мощностью 800-1500 Вт от бытовой техники (хороший вариант – асинхронный двигатель);
- в качестве приводного камня можно использовать ремни разной длины;
- винты и гайки для крепления конструкции;
- направляющие, салазки из стального прута;
- шпиндель и задняя бабка (лучше найти готовые детали, но можно изготовить их из профильной трубы или куска металлического листа);
- винты подачи — для токарного станка своими руками подойдут длинные пруты с резьбой продольного и поперечного направления;
- подшипники качения в качестве элементов вращения;
- шквалы разного диаметра;
- стальная пластина толщиной не менее 8 мм — для суппорта и резцедержателя.
Где взять проект токарного станка
Стандартные размеры токарного оборудования: 115x62x18 см. Такие параметры считаются оптимальными для работы.
Чертеж самодельного токарного станка
Процесс изготовления
Изготовление токарного станка по металлу своими руками проводят в соответствии с пошаговым руководством для основных узлов:
На рисунке показано где и на каком месте должны быть расположены детали правильно
- Формирование рамы по данным чертежа. Трубы нарезают и сваривают между собой, важно чтобы углы были ровными.
- Создание боковых стоек (для этого лучше воспользоваться другим фрезерным станком).
- Сбор опорной установки, соединение стоек с направляющими, монтаж дистанционных втулок по бокам.
- Фиксация втулок для задней бабки. Если использовать эти детали разного размера, можно добиться большего хода.
- Создание площадки для суппорта.
- Монтаж ходового винта, крепление на него штурвала и нониуса.
- Монтаж площадки передней бабки.
- Крепление к станку бабок.
- Создание суппорта и резцедержателя.
- Формирование подрамника двигателя.
- Установка силового агрегата и его подключение к электросети.
- Пробный запуск на холостом ходу.
Токарный станок по металлу своими руками довольно легко сделать. Важно сохранить параметры конструкции, обеспечить жесткое соединение и выбрать подходящий электродвигатель.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
- Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
- Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
- Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
Полезный совет! Функциональность токарного станка на основе электродрели можно существенно расширить, если добавить к его конструкции различные насадки и дополнительные приспособления.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Как сделать самодельный суппорт для токарного станка своими руками?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Самодельный токарный станок по металлу своими руками: чертежи, фото, видео
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
§ 21. Приемы работы на токарно-винторезном станке
Одна из наиболее распространенных токарных работ — это обработка наружных цилиндрических поверхностей. Ее выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т. е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба α подачи резца определяют по формуле: αпоперечное = (D — d) : 0,05, где D — диаметр заготовки, d — диаметр детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки. Для этого применяют различные резцы.
При подрезании торца проходным (рис. 72, а, б, в) или подрезным (рис. 72, г) резцом его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1. 2 мм влево (т. е. устанавливают глубину резания 1. 2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1. 2 мм или любую другую величину можно с помощью лимба продольной подачи. Цена деления этого лимба — 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: αпродольное = l : 0,5, где i — необходимая длина перемещения каретки.
Рис. 72. Подрезание торцов проходными (а, б, в) и подрезным резцами
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 72, в).
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
- Измерить размеры детали, убирать стружку, чистить и смазывать станок можно только после его полного отключения.
- Стружку нужно убирать только при помощи крючка и щетки.
Практическая работа №21
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
- Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.
- Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8. 10 мм и на расстоянии 2. 3 мм от ее поверхности.
- Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8. 10 мм от торца заготовки и выключите станок.
- Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.
Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.
- Включите вращение шпинделя. Обточите заготовку на длине 3. 5 мм с ручной подачей суппорта. Отведите резец от заготовки, повернув рукоятку поперечной подачи против часовой стрелки на пол-оборота, и переместите его вправо в исходное положение.
- Выключите станок и измерьте полученный диаметр заготовки штангенциркулем. Если диаметр больше требуемого, подсчитайте, на сколько делений нужно подать резец, чтобы получить требуемый диаметр. Включите станок и снимите стружку на пробном участке. Действия повторите до получения заданного размера.
- При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение.
Практическая работа № 22
Подрезание торца и сверление заготовки на станке ТВ-б
- Установите и закрепите резец в резцедержателе.
- Включите станок и подрежьте торец заготовки (см. рис. 72) с помощью поперечной подачи резца. Выключите станок, снимите деталь, закрепите ее в тисках и зачистите получившийся в центре торца уступ. Проверьте прямолинейность торца, приложив к нему линейку.
- Установите деталь в трехкулачковый патрон станка. Закрепите центровое сверло (или короткое сверло малого диаметра) в патроне, установленном в пиноли задней бабки. Включите станок и, вращая маховик задней бабки, просверлите (зацентруйте) торец на глубину 2. 3 мм. Извлеките патрон из пиноли задней бабки.
- Установите и закрепите спиральное сверло в пиноли задней бабки. Отметьте мелом на сверле требуемую глубину сверления. Включите вращение шпинделя и просверлите в заготовке отверстие на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.
- Измерьте глубину просверленного отверстия.
Техника безопасности при работе с самодельным токарным станком
При работе с конструкцией следует соблюдать определенные меры безопасности. Так, после сборки станка нужно осуществить проверку его работоспособности. Шпиндель должен вращаться легко и без задержек, передний и задний центры должны быть выровнены по общей оси. Центр симметрии вращающейся детали должен совпадать с осью ее вращения.
На любом видео токарного станка своими руками видно, что после монтажа электродвигателя он накрывается специальным кожухом. Последний служит не только для защиты оператора станка, но и для защиты самого мотора от попадания пыли, металлических частиц и грязи. Для станка, изготовленного на основе электродрели, такой кожух не нужен.
Полезный совет! Если вы планируете монтаж конструкции на основе мощного электродвигателя, то обязательно убедитесь в том, что для работы с ним хватает мощности вашей электросети. В домашних условиях лучше обойтись мотором от бытовой техники, который точно будет работать от напряжения в вашей розетке.
Пример токарного станка по металлу, собранного своими руками
Также следует придерживаться следующих правил безопасности:
- Рабочий инструмент обязательно должен располагаться параллельно поверхности обрабатываемой заготовки. В противном случае он может соскочить, что приведет к поломке станка.
- Если вы обрабатываете торцевые плоскости, деталь должна упираться в заднюю бабку. При этом очень важно соблюдать центровку, иначе вы рискуете получить бракованную деталь.
- Для защиты глаз от металлических стружек и частиц можно соорудить специальный щиток или просто пользоваться защитными очками.
- После работы конструкцию обязательно нужно чистить, удаляя металлические опилки и другие отходы производства. Внимательно следите за тем, чтобы мелкие части не попадали в электродвигатель.
§ 21. Приемы работы на токарно-винторезном станке
Одна из наиболее распространенных токарных работ — это обработка наружных цилиндрических поверхностей. Ее выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т. е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба α подачи резца определяют по формуле: αпоперечное = (D — d) : 0,05, где D — диаметр заготовки, d — диаметр детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки. Для этого применяют различные резцы.
При подрезании торца проходным (рис. 72, а, б, в) или подрезным (рис. 72, г) резцом его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1. 2 мм влево (т. е. устанавливают глубину резания 1. 2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1. 2 мм или любую другую величину можно с помощью лимба продольной подачи. Цена деления этого лимба — 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: αпродольное = l : 0,5, где i — необходимая длина перемещения каретки.
Рис. 72. Подрезание торцов проходными (а, б, в) и подрезным резцами
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 72, в).
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
- Измерить размеры детали, убирать стружку, чистить и смазывать станок можно только после его полного отключения.
- Стружку нужно убирать только при помощи крючка и щетки.
Практическая работа №21
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
- Установите и закрепите заготовку в патроне и проходной резец в резцедержателе.
- Подведите резец к заготовке таким образом, чтобы его вершина находилась левее торца заготовки на 8. 10 мм и на расстоянии 2. 3 мм от ее поверхности.
- Включите вращение шпинделя и аккуратно подведите резец к заготовке до появления на ее поверхности чуть приметной круговой риски. Переместите резец вправо на расстояние 8. 10 мм от торца заготовки и выключите станок.
- Придерживая левой рукой рукоятку поперечного перемещения суппорта, правой поверните кольцо лимба до совмещения его нулевого штриха с риской на неподвижной втулке.
Двумя руками поверните рукоятку поперечного перемещения суппорта на необходимое (предварительно подсчитанное вами) число делений лимба.
Практическая работа № 22
Подрезание торца и сверление заготовки на станке ТВ-б
- Установите и закрепите резец в резцедержателе.
- Включите станок и подрежьте торец заготовки (см. рис. 72) с помощью поперечной подачи резца. Выключите станок, снимите деталь, закрепите ее в тисках и зачистите получившийся в центре торца уступ. Проверьте прямолинейность торца, приложив к нему линейку.
- Установите деталь в трехкулачковый патрон станка. Закрепите центровое сверло (или короткое сверло малого диаметра) в патроне, установленном в пиноли задней бабки. Включите станок и, вращая маховик задней бабки, просверлите (зацентруйте) торец на глубину 2. 3 мм. Извлеките патрон из пиноли задней бабки.
- Установите и закрепите спиральное сверло в пиноли задней бабки. Отметьте мелом на сверле требуемую глубину сверления. Включите вращение шпинделя и просверлите в заготовке отверстие на заданную глубину, вращая маховик задней бабки по часовой стрелке. Выведите сверло из отверстия и выключите станок.
- Измерьте глубину просверленного отверстия.
Направляющие для самодельного токарного?
Направляющие для самодельного токарного?
Так на какое РМЦ такую станину вытянуть можно? Тут ведь её ширина тоже лимитирующим фактором является? Или она ограничивает лишь макс диаметр обрабатываемой детали?
Направляющие для самодельного токарного?
Hammerfish (01 October 2012 — 17:53) писал:
Я, зачем-то, ещё подумывал внутрь круглой трубы треугольную вписать
Тогда уже просто кругляк Ф73 забить внутрь Направляющие для самодельного токарного?
Hammerfish (01 October 2012 — 17:56) писал:
Тут ведь её ширина тоже лимитирующим фактором является? Или она ограничивает лишь макс диаметр обрабатываемой детали?
Существуют ведь модификации одного станка с разной длиной станины. Вот ДИП-500 бывают с РМЦ от 1метра до 12метров. А какая связь между макс.диаметром обработки и шириной станины? Я думал только высота центров и конструкция суппорта(при обработке над ним) влияют. Думаю увеличив ширину станины, можно только площадь направляющих увеличить соответственно, повысить жесткость(и устойчивость станка, но вы же не собираетесь на таком маленьком станке болванки по 500кг обрабатывать), ну и всё.
Сообщение отредактировал Юрий@: 01 October 2012 — 18:20
Направляющие для самодельного токарного?
Вы правы, Юрий, не собираюсь. Но жесткость люблю. И хочу сделать её запас достаточный для многочисленных последующих апгрейдов, повышающих точность и качество обработки, в также расширяющих возможности станка.
Направляющие для самодельного токарного?
Ну а что вы собираетесь обрабатывать и с какими темпами?
Направляющие для самодельного токарного? Сталь до ф150 не спеша. Главное — точность. Хотя подумаю ещё, может такие диаметры буду на поворотном столе фрезером делать. Планирую ж комбайн токарно-фрезерный делать. Направляющие для самодельного токарного?
Да, извиняюсь, за размытость мысли ф150 это стакан подшипника. Пожалуй максимальная нагрузка, которую я буду давать станку. Остальное валы там небольшие, подшипники скольжения. В основном по черной стали работать думаю.
Направляющие для самодельного токарного? Хотя, если честно сомневаюсь, что фрезером на поворотном столе можно сделать точность достаточную даже для посадки стакана в корпус. Но это так, мысли нуба, только приоткрывшего учебник по металлообработке Направляющие для самодельного токарного? Ф150 это приличный диаметр, соответственно и силы резания большие, обычно такую работу делают на станках категории 1к62. Но это если быстро надо. Если неспеша, то можно и на самодельном. Но вам понадобится как минимум несколько скоростей в ПБ, хороший шпиндель с патроном от 160мм, и двигатель от 2кВт(ИМХО), а если главное — точность, то желательно хотя бы и автоматическая продольная подача, даже пусть от отдельного двигателя, но автоматическая, руками равномерно не покрутишь Посадки под подшипник скорее всего придется наждачкой выводить
Сообщение отредактировал Юрий@: 01 October 2012 — 19:48
Направляющие для самодельного токарного? Ага, значит я правильно берегу для токарного 2.2квт И да, подачи планирую делать от отдельных моторов. ЧПУ, или т.н. цифровую коробку + цифровой фартук. За сим оффтоп закрываю. Спасибо за внимание Направляющие для самодельного токарного?
Hammerfish (01 October 2012 — 20:02) писал:
Не совсем оффтоп, так как предполагаемые режимы резания, расположение ходового вала/винта и прочее влияют на конструкцию станины и направляющих тоже Направляющие для самодельного токарного? Да? Ну тогда соберусь с мыслями и продолжим. Направляющие для самодельного токарного? Да на кой Вам внуть квадратной коробки впихивать круглую трубу? Круглая труба нужна для экономии веса. Прямоугольная совсем чуток проигрывает круглой, но технологичнее, а на изгибы чуток выигрывает у круглой. Не нужно лепить пирог из круглой, а к ней снаружи окантовку из швллеров. Хватит одной трубы замкнутого сечения. Или прямоугольной или круглой. И еще раз советую подумать о двух неравнополочных уголках с диагональными перегородками. Получится вполне нормальная станина, похожая на обычные токарные станины. Направляющие для самодельного токарного?
А по поводу рмц что-то ни слова:(
Направляющие для самодельного токарного?
С трубой в коробе швов меньше получается, а значит и поведет при сварке меньше. Хотя если будет термичка то, наверное, пофиг.
Направляющие для самодельного токарного?
Hammerfish, Еще не станкостроитель, но думаю размер сечения до 120-140 мм нужно увеличить. Жесткости много не бывает.
Направляющие для самодельного токарного?
Цитата
Шлифовка/шабрение базовых и рабочих поверхностей как финишная операция обязательна!!! А то будете потом голову ломать себе почему ПБ с ЗБ не соосны Направляющие для самодельного токарного? Ну шабровка это вообще святое Направляющие для самодельного токарного? Только я до сих пор понять не могу как выдерживается при этом параллельность поверхностей Со шлифовкой-то все просто в этом плане
Сообщение отредактировал spaun: 02 October 2012 — 14:46
Направляющие для самодельного токарного? Спаун, не идеализируйте. Параллельность выдерживается по ПРИЛЕЖАЩИМ плоскостям. Да и от отклонений от параллельности этих самых плоскостей никуда не денешься. Жизнь злаХоть при шлифовке, хоть при шабровке.
www.chipmaker.ru