27.01.2021 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Подбор сверл для сверления металла
- Разметка металла перед сверлением
- Способы сверления металла
- Приспособления для сверления металла
- Заключительные рекомендации по сверлению металла
Способы сверления металла выбираются в зависимости от параметров самой заготовки и типа отверстия, которое необходимо сделать. Также от специфики задачи зависит и выбор вспомогательных приспособлений и смазки. В целом, технология сверления несложная, но требует знания нюансов, чтобы получить на выходе качественное изделие.
Еще важно, в каких условиях происходит сверление. Для бытовых операций точность и скорость могут иметь второстепенное значение, тогда как в производстве эти параметры выходят на первый план. В нашей статье мы расскажем, какие существуют способы сверления металла и как подготовить заготовку к этой операции.
Подбор сверл для сверления металла
Для производства отверстий в металле необходимы сверла. Они представляют собой стержни, изготовленные из сплава, который должен быть тверже материала заготовки. Такие приспособления делают из стали с обозначением HSS – марки Р18, Р6М5, Р9 (быстрорежущая сталь) либо используют твердые сплавы, специально созданные для работы с твердосплавными, закаленными деталями. Их марки ВК и Т5К10.
Сверла состоят из трех основных частей:
- кромок, которые предназначены для проникновения в отверстия и снятия тонкого слоя обрабатываемого материала;
- спиральной нарезки, предназначенной для извлечения из отверстия стружки;
- хвостовика, используемого для закрепления сверла в инструменте.
Для начала остановимся подробно на режущих кромках. Они представляют собой сходящиеся на вершине скосы, образующие перемычку. Угол схождения скосов, называемый главным, различается и зависит от выбранного режима обработки заготовки и ее материала.
Величина угла стандартизирована:
- для нержавеющей и твердой стали угол должен быть от 135° до 140°;
- для конструкционной стали – 135°;
- для алюминия, латуни и бронзы – от 115° до 120°;
- для меди – 100°;
- для чугуна – задний угол 120°, а угол заточки кромки – 90°.
Сверло имеет две кромки, которые заточены под углом от 20° до 35°. Они определяют остроту инструмента. Угол кромки называется задним. Касание сверла поверхности заготовки происходит в соответствии с данным параметром. При этом за ним будет свободное пространство. Данная форма позволяет легко снимать и откидывать стружку с места работы. Угол может быть разным, иногда он составляет до 90°. Увеличение его значения необходимо для обработки хрупких заготовок из таких материалов, как латунь, чугун, бронза.
Спиральная нарезка – это канавки, помогающие отводить стружку. Каждая из них имеет свою кромку. Их плоскости всегда расположены параллельно оси вращения сверла. Такая кромка имеет название «ленточка». Ее задачей является зачистка стенок изготавливаемого отверстия с центровкой сверла.
Инструменты, приспособления, сверла
Основными инструментами для сверления являются ручные и электрические дрели, а также, при возможности, сверлильные станки. Рабочий орган этих механизмов — сверло — может иметь различную форму.
Различают сверла:
- спиральные (наиболее распространённые);
- винтовые;
- коронки;
- конусные;
- перовые и т. д.
Производство свёрл различной конструкции нормируется многочисленными ГОСТами. Свёрла до Ø 2 мм не имеют маркировку, до Ø 3 мм — на хвостовике указано сечение и марка стали, большие диаметры могут содержать дополнительную информацию.
Для получения отверстия определённого диаметра нужно взять сверло на несколько десятых миллиметра меньше. Чем лучше заточено сверло, тем меньше разница между этими диаметрами.
Свёрла отличаются не только диаметром, но и длиной — производятся короткие, удлинённые и длинные. Важной информацией является и предельная твёрдость обрабатываемого металла. Хвостовик свёрл может быть цилиндрическим и коническим, что следует иметь в виду при подборе сверлильного патрона или переходной втулки.
1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло
Для некоторых работ и материалов требуется выполнение специальной заточки. Чем твёрже обрабатываемый металл, тем острее должна быть заточена кромка. Для тонколистового металла обычное спиральное сверло может не подойти, понадобится инструмент со специальной заточкой. Подробные рекомендации для различного типа свёрл и обрабатываемых металлов (толщина, твёрдость, тип отверстия) достаточно обширны, и в этой статье мы их рассматривать не будем.
Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
Для закрепления деталей перед сверлением используют тиски, упоры, кондукторы, уголки, прихваты с болтами и другие приспособления. Это не только требование безопасности, так на самом деле удобнее, и отверстия получаются более качественные.
Для снятия фасок и обработки поверхности канала пользуются зенковкой цилиндрической или конической формы, а для наметки точки под сверление и чтобы сверло «не соскочило» — молоток и кернер.
Совет! Лучшими свёрлами до сих пор считаются выпущенные в СССР — точное следование ГОСТ по геометрии и составу металла. Хороши и немецкие Ruko с титановым напылением, а также свёрла от Bosch — проверенное качество. Хорошие отзывы о продукции Haisser — мощные, как правило, большого диаметра. Достойно показали себя свёрла «Зубр», особенно серии «Кобальт».
Разметка металла перед сверлением
Перед началом сверления металла разными способами обязательно проводят разметку отверстия. С помощью кернера отмечают то место на поверхности изделия, где будет сделана прорезь. Помимо кернера, может быть использован маркер. Впрочем, это менее удобно, поскольку придется постоянно следить за нахождением сверла в выбранной точке. Кернер делает небольшое углубление в месте сверления. Для этого по нему ударяют молотком. Получаемая наметка будет удобной для дальнейшей работы.
VT-metall предлагает услуги:
Повысить точность можно с помощью предваряющего работу сверления. На поверхности заготовки зубилом изготавливаются насечки, призванные направить инструмент в сторону отверстия.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости производства нескольких отверстий в заготовках применяют шаблон. Таким образом, сверлят сразу несколько листов металла, которые соединены струбциной.
Для изготовления точных отверстий, которые должны быть расположены под углом, используют кондуктор. Это небольшая планка с расположенными на ней шаблонами для отверстий. Такие приспособления используются в разных отраслях промышленного производства.
В настоящее время применяется несколько видов кондукторов, например:
- универсальный;
- закрепляемый;
- поворотный;
- скользящий;
- накладной.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Читать также: Обогреватели коузи отзывы реальные
Способы сверления металла
1. Простое сверление.
Знакомая всем техника изготовления отверстий в металле:
- Разметка поверхности.
- Отметка места будущего отверстия кернером и молотком.
- Зажатие заготовки тисками или струбциной.
- Установка сверла выбранного диаметра в инструмент.
- Центровка инструмента.
- Сверление отверстия (глухое или сквозное).
2. Рассверливание.
Рассверливанием заготовки называют технологию увеличения диаметра отверстия, которое было ранее изготовлено с использования сверл большего диаметра.
При работе на мелком производстве или дома применяют поэтапное рассверливание. Оно происходит постепенным увеличением диаметра инструмента. Причина заключается в применяемом инструменте, который не может сразу сделать отверстие, значительно отличающееся от существующего в толстом изделии. При поэтапном рассверливании значительно снижается осевое давление на инструмент (сверла), что снижает возможность поломок.
3. Уменьшение диаметра в глубине отверстия.
Технология состоит из нескольких этапов. Вначале используется толстое сверло, а потом меньшего диаметра.
4. Технология глубокого сверления заготовок.
Согласно технологии, глубокими признают отверстия, у которых диаметр в 25 или более раз меньше его длины. Работа усложняется необходимостью останавливать сверление и удалять стружку из отверстия, а также смазывать его охлаждающей жидкостью. Она применяется для охлаждения сверла и помогает исключить его деформацию (или поломку).
Глубокое сверление предполагает применение различных видов смазочно-охлаждающих жидкостей. Наиболее эффективными из них являются следующие:
| Материал изделия | СОЖ |
| Сплавы жаропрочные и нержавеющие | Состав включает сульфофрезол и олейновую кислоту в пропорции 80х20 %. Вместо сульфофрезола можно использовать смесь осерненного масла (50 %) и керосина (30 %) |
| Алюминий и его сплавы | Используются различные смешанные масла, эмульсия, керосин. Сверление может происходить без охлаждения |
| Никель | Эмульсии |
| Медь | Применяются смешанные масла, эмульсии. Сверление может происходить без охлаждения |
| Латунь | 3–5%-ная эмульсия. Сверление может происходить без охлаждения |
| Цинк | Эмульсии |
| Бронза | Смешанные масла. Сверление может происходить без охлаждения |
| Чугунное литье | 3–5%-ная эмульсия и керосин. Сверление может происходить без охлаждения |
| Ковкий чугун | 3–5%-ная эмульсия |
| Сталь легированная | Смешанные масла |
| Сталь инструментальная | Смешанные масла |
| Сталь конструкционная | Керосин и осерненное масло |
| Сталь углеродистая | Эмульсия и осерненное масло |
Глубокое сверление происходит с использованием специальных сверл по металлу (корончатых, спиральных). Смазочно-охлаждающие жидкости поступают в автоматическом режиме. Станки для изготовления глубоких отверстий оснащены специальными системами их автоматической подачи.
Глубокое сверление должно происходить не спеша, с остановками, извлечением из отверстия сверла, его очисткой от стружки. Сверление с использованием спиральных сверл происходит в несколько этапов, со сменой инструмента от малого диаметра к большему.
5. Технология обработки толстых листов металла.
Листы толстого металла сверлят с помощью корончатых или конусных сверл. Их выбор зависит от необходимого диаметра отверстия. Если оно меньше 30 мм, то берут конусные. Если больше, то используют корончатые сверла. Устанавливаются они в дрели большой мощности либо в специальные сверлильные станки, которые в обязательном порядке должны работать на самых низких оборотах.
Наиболее эффективной признана технология изготовления отверстий корончатыми сверлами. Причина заключается в низких энергетических затратах. Кроме того, отверстия получаются точными с гладкими стенками.
6. Технология изготовления отверстий в тонких листах металла.
Тонкие листы металла сверлят, как правило, конусными сверлами, постепенно увеличивая их диаметр. Таким образом, избегают деформации заготовок.
Если есть ступенчатые конусные сверла, то применяют именно их. Использование ступеней с отметками значительно упрощает изготовление множества отверстий различного диаметра (или одного) на листе тонкого металла.
7. Особенности изготовления сквозных отверстий в заготовках металла.
Важным этапом сквозного сверления является защита рабочей поверхности от повреждения сверлом при его выходе с обратной стороны заготовки. Существует несколько способов предотвращения повреждения мебели:
- Сверление проводят на верстаках, оснащенных отверстиями.
- Под обрабатываемое изделие подкладывают деревянный брусок либо металлическое приспособление с дырками для прохода сверла.
- Значительно понижают скорость обработки под конец сверления.
8. Особенности изготовления глухих отверстий в металлических заготовках.
Глухими называют отверстия определенной глубины. Существует ряд методов ее установки:
- специальной линейкой, которой оснащен станок;
- с использованием втулочных упоров для сверл;
- ограничением глубины сверления патронами, на которых регулируется упор.
Системы подачи на современном оборудовании автоматизированы, что существенно упрощает изготовление глухих отверстий в металле. Для этого задаются параметры работ.
Важно! Технология производства глухих длинных отверстий в деталях из толстого листа металла предполагает остановки с удалением из отверстия стружки.
9. Технологии изготовления сложных отверстий в металлических изделиях.
Сложными отверстиями считают, например, половинчатые, которые изготавливают на краю детали. Делают это следующим образом:
- тисками зажимают детали либо заготовки с плотно прижатой подкладкой;
- делают центровку сверла на стыке заготовок;
- изготавливают отверстие.
Сложнее происходит процесс сверления отверстий в цилиндрических заготовках. Он делится на два этапа:
- перпендикулярно отверстию ставится площадка с использованием зенковки либо фрезеровки;
- делается само отверстие.
Отверстия под углом изготавливаются так:
- делается площадка;
- устанавливается под требуемым углом подкладка;
- сверлится отверстие.
Под полые детали перед сверлением подкладывают древесные бруски. Изготовление отверстий с уступами происходит с использованием технологии, описанной ранее (рассверливание, уменьшение диаметра отверстия).
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).
Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1-коловорот, 2-ручная дрель, 3-шюрюпавёрт
Если вас не устраивает ответ или его нет, то попробуйте воспользоваться поиском на сайте и найти другие ответы в категории Наука
Описание разработки
Вариант 1.
1. Каким способом можно получить отверстие в тонколистовом металле?
2. Какой инструмент применяется для получения отверстий?
а) бородок (пробойник);
3. Какие инструменты применяются для резания тонколистового металла и проволоки?
а) слесарные ножницы;
4. Что необходимо сделать для того, чтобы не порезать палы рук об острые края заготовки?
а) держать руки как можно дальше от края заготовки;
б) надеть рукавицы;
в) заготовку держать осторожно, не допуская перемещения рук вдоль заготовки.
5. Какие инструменты применяются для гибки тонколистового металла и проволоки?
а) пассатижи (плоскогубцы);
6. С помощью какой передачи передаётся вращение от электродвигателя к шпинделю?
7. Для чего необходима рукоятка подачи?
а) для перемещения рабочего стола;
б) для поднятия и опускания сверла;
в) для регулировки частоты вращения шпинделя.
8. Как изменить частоту вращения шпинделя?
Приспособления для сверления металла
Различные способы сверления металла предполагают применение смазочно-охлаждающих жидкостей. В большинстве случаев с их помощью снижают трение и выравнивают температуру обрабатываемой поверхности и инструмента. СОЖ хорошего качества не будет вызывать коррозию, она полностью безопасна в использовании, у нее нет запаха, полностью выполняет свою функцию.
В качестве смазки для сверления металлических заготовок дома можно взять:
- Технический вазелин – применяется преимущественно для сверления мягких материалов.
- Мыльный раствор – используют для алюминиевых деталей.
- Скипидар со спиртом – берут для силумина.
- Смесь различных масел – наносят для обработки сталей (инструментальных либо легированных).
Иногда используется достаточно универсальный состав смазки, которую делают из смеси хозяйственного мыла (200 г) и масла моторного (20 г) с последующим кипячением до состояния эмульсии.
Существуют СОЖ промышленного производства. Их применение делает возможным увеличение скорости работ с разными сортами металла. Работа с нержавеющей сталью идет быстрее на 30 %. С чугуном рост еще выше – на 40 %.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Заключительные рекомендации по сверлению металла
В заключении важно отметить необходимость соблюдения правил техники безопасности, а также недопущения появления брака и ускоренного износа инструментов. Дадим несколько полезных советов:
- Перед началом сверления всегда проверяйте закрепление всех частей инструмента и заготовок.
- Одежда должна быть удобной и не иметь частей, которые могут попасть во вращающиеся части станка. Обязательно использование защитных очков.
- Соприкосновение с заготовкой должно быть только при вращении сверла. В противном случае произойдет быстрое его затупление.
- Обратное движение сверла при его вынимании из отверстия должно происходить с дрелью, включенной на малые обороты.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
Сверление в пласт детали
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Глубина и ширина отверстия
При сборке мебели обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
В данной статье изложено детальное описание процесса разметки отверстий на плоской поверхности детали. В описанном ниже методе мы используем в качестве инструмента для разметки шило. Но также достаточно популярным и более безопасным инструментом для этих целей является обычный простой карандаш. Мы рекомендуем вам также воспользоваться для разметки отверстий именно карандашом. Сам принцип осуществления разметки остаётся одинаковым как для карандаша, так и для шила. В общем, выбирайте, что вам удобнее, и приступайте к работе.
Нюансы:
- Вообще то, можно обойтись без помощи угольника. То есть, можно разметить точку на детали при помощи одной рулетки или линейки. Но угольник очень удобен и с ним вы гораздо быстрее разметите необходимые отверстия.
- Если с одной и с другой стороны детали к нужной точке слишком большое расстояние, приходится использовать рулетку или линейку. Но в таком случае, чем больше расстояние до места разметки, тем больше вы можете сместиться вправо или влево. Угольник всегда прилегает к детали под углом в 90 градусов, поэтому часть угольника со шкалой всегда будет располагаться ровно на детали. Поэтому размечая отверстия на больших расстояниях при помощи рулетки или линейки, через каждые 10-15 сантиметров ставьте метки карандашом, и с противоположной стороны детали сверяйтесь, не сместились ли вы вправо или влево.
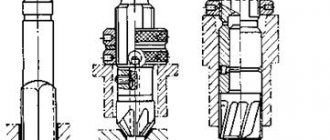
Длинные цилиндрические заготовки в основном обрабатывают в центрах. Чтобы закрепить такую заготовку в центрах, нужно на двух ее торцах иметь центровые отверстия. Следовательно, центровые отверстия являются устойчивой базой для крепления в центрах длинных заготовок.
Центровые отверстия могут быть без предохранительного конуса и с предохранительным конусом. Отверстия делают с углом при вершине 60°.
Предохранительный конус центрового отверстия, который защищает основную коническую поверхность отверстия от случайных повреждении, делают с углом при вершине 120°.
Вопросы
- Каково назначение центровых отверстий?
- Какие центровые отверстия вы знаете?
- Какой угол при вершине имеет предохранительный конус центрового отверстия?