Калькуляторы расчета размеров развертки конуса
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.
Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.
Колпак на дымоход своими руками
Хозяева домов зачастую прибегают к использованию элементов в виде различных колпаков и зонтов, служащих, как это кажется на первый взгляд, для украшения дымовых труб. В то же время такие насадки не только улучшают эстетическое восприятие строения, но и обеспечивают полезную функциональность. Обычно так называемый козырек для дымохода изготавливается собственными силами, так как для этого не требуется серьезных знаний и умений. Хотя наряду с простой конструкцией этих элементов встречаются достаточно замысловатые поделки, которые проблематично соорудить без соответствующего опыта.
Конструктивные особенности
Колпак на дымоход представляет собой устройство, предназначенное для защиты трубы от попадания влаги. Внешний вид таких козырьков может быть различен, что имеет зависимость как от предпочтений хозяина дома, так и от конфигурации трубы.
Колпаки на трубу дымохода включают в себя:
- зонтик – устанавливаемая на вершине колпака защита от осадков, посторонних предметов и проникновения птиц, внешний вид которой имеет форму пирамиды, конуса или соответствует другой геометрии;
- фартук – часть колпака, отвечающая за защиту верха трубы от стекающей с зонтика воды. Обычно установка этого элемента производится при оснащении прямоугольной или квадратной трубы. В результате гарантируется увеличение срока службы дымохода, так как удается практически исключить вероятность появления коррозии и грибка;
- кронштейны – крепежные элементы, представляющие собой металлические полоски, которые позволяют соединить козырек и фартук. Непосредственное крепление в данном случае производится за счет использования сварки.
Имейте в виду! Собрать колпак для дымохода вполне реально самому, но только в том случае, если вы хотите установить достаточно простой флюгарок. Модели, отличающиеся большей сложностью в плане конструктивных особенностей, гораздо выгоднее заказать или купить.
При наличии выбора лучше всего отдать предпочтение тем моделям, которые оборудованы открывающейся крышкой. Это позволит проводить профилактический осмотр дымохода и его чистку без каких-либо проблем, что связано с комфортом доступа.
Колпак на дымоход долгого срока использования может быть изготовлен только из железа, устойчивого к коррозии: оцинкованная сталь, алюминий и медь. В последнем случае предлагаемый металл обладает ярко выраженным декоративным характером, так как его переливы на солнце могут придать вашем дому определенную респектабельность.
Одевают оголовок на трубу дымохода чтобы гасить искры. Это одно из его предназначений. Поэтому качество железа должно быть хорошим, тем самым оно долго не прогорит.
В связи с тем, что дымоходы отличаются разнообразием форм и размеров, производители колпаков также предлагают широкий ассортимент продукции. Если вы решите украсить свое жилище и продлить срок жизни дымохода, то придется выбирать среди большого ассортимента флюгарок:
- Стандартные – зонт на дымоход в виде пирамидки, для изготовления которой используется листовой металл, а крепление к фартуку осуществляется посредством кронштейнов.
- Четырехскатные – устанавливается преимущественно на прямоугольные трубы, выполненные из кирпича. По форме соотносится с вальмовой крышей с четырьмя скатами.
- С полукруглым зонтиком – визуально отличается красотой, но обеспечивает недостаточную тягу. Преимущественно используется для установки на дымоходах домов, которые построены по европейским стандартам.
- Плоские – часто можно встретить на зданиях в стиле модерн. Имеет прямоугольную форму и отличается таким недостатком, как повышенная нагрузка на кронштейны, что в некоторых случаях приводит к их деформации. Это связано с плоской крышей колпака, которая не дает возможность скатываться снегу. Данный факт определяет возникновение упомянутой проблемы.
- Круглые с конусообразным зонтиком – модели без капельника, устанавливаемые на выполненные из нержавейки дымоходы круглого сечения.
Винтовые сваи ,как сделать своими руками?
Фундамент на винтовых свая набирает популярность в нашем регионе.Большой срок службы, высокая надежность, простота монтажа за короткий срок, возможность использовать на большинстве типов грунтов определили высокое распространение винтовых свай в частном домостроительстве. Сделать винтовые сваи своими руками сможет каждый хозяин.
Выбор металлопроката
На долговечность и качество эксплуатации свай влияет много факторов. Главным из них является качество металлопроката всех компонентов сваи. В нашей стране нет четких правил, в том числе и государственного стандарта, которые бы регламентировали все характеристики винтовых свай. Для изготовления свай отлично подойдут стали с низким содержанием углерода — до 0,25%. Покупая металлопрокат, попросите у продавца сертификат качества и документы о прохождении испытаний в ОТК(отдел технического контроля).
Конструкция винтовой сваи состоит из трех частей:
- ствол
- наконечник
- винтовая лопасть
- оголовок
В качестве ствола сваи используют стальную трубу. Это могут быть цельнотянутые трубы или со сварным швом. Очень часто для самодельных свай используют бывшую в употреблении трубу нефтяной промышленности.
Несущую способность сваи обеспечивает винтовая лопасть. Лопасть может крепиться как на сам наконечник, так и на ствол сваи. Это не имеет принципиального значения. В домашних условиях обеспечить точный расчет и плотное прилегание лопасти к наконечнику очень проблематично, поэтому, в основном, лопасть монтируют на ствол сваи.
Конструкция свай предусматривает два варианта выполнения наконечника:
- сварной — используется часть ствола сваи, которую сужают в конус,
- литой с лопастью — приваривается на ствол сваи.
Для уменьшения трудозатрат можно использовать готовые литые наконечники с винтовыми лопастями, к которым приваривают ствол сваи. Применение литого наконечника обеспечит правильный заход витка шнека, а также отсутствие опасности обрыва лопасти, гарантирует высокую надежность изделия. В свою очередь использование готового наконечника удорожает стоимость винтовой сваи. Например, литой наконечник на 108-ю трубу в разных производителей стоит от около 700 рублей за штуку.
Расчет параметров сваи
Несущая способность опоры рассчитывается из нескольких факторов:
- диаметра лопасти,
- глубины заглубления лопасти,
- вида грунта,
- сопротивления грунта.
Количество свай для строения зависит от:
- веса строения, включая перегородки и кровлю,
- эксплуатационной нагрузки (вес мебели и оборудования),
- снеговой нагрузки в зимний период.
Количество свай необходимо рассчитывать индивидуально, исходя из рельефа участка, конструкционных и эксплуатационных особенностей строения.
Изготовление сваи.
Ствол.
Как уже говорилось выше, в качестве ствола можно использовать почти все виды труб. Главным параметром будет толщина стенки трубы. Для всех свай толщина стенки ствола должна составлять минимум 3,5–4 мм, при меньшей толщине металла сваю может просто разорвать. И чем больше толщина стенки, тем дольше срок службы сваи. Увеличенная толщина стенки обладает большим запасом прочности. Также уменьшается влияние коррозии на несущую способность столба.
Конус .
С одного конца трубы необходимо сделать конус – это острие сваи. Его длина равна от 1,5 до 2 диаметров трубы. Это стандарт, но некоторые делают длину немного больше, чтобы конус был острее, а свая легче заходила в землю.
В домашних условиях конус делается четырехгранным или шестигранным. Для этого на краю ствола вырезаются специальные секторы. Необходимо вырезать 4–6 зубцов в зависимости от диаметра трубы, после чего изделие стало похоже на корону. Длина короны 200–250 мм.Зубцы загибают к центру, получая конус. Полученный конус необходимо тщательно проварить вдоль всех разрезов.
Если при изготовлении сваи своими руками вы используете литой наконечник с лопастью, его просто необходимо насадить на трубу соответствующего диаметра и приварить по всей окружности, получив готовое окончание.
Лопость
Лопасть – основная рабочая деталь. Изготавливать ее следует из листовой стали толщиной 5 мм. Так предпочитают делать многие. Кому-то удается сделать лопасть толщиной 6 мм, но правильно согнуть такую деталь намного сложнее. Материал лопасти – углеродистая сталь обыкновенного качества (ГОСТ 380-71). Оптимально использовать марку ст.3 (она используется даже в промышленном производстве свай).
Теперь пора поговорить о форме лопасти. Создание ее геометрии – наиболее ответственный этап работ. И если допустить ошибку, то свая попросту не будет вкручиваться в грунт.
Для начала определимся с внутренним и внешним диаметром заготовки для лопасти. Внешний диаметр лопасти (ширина сваи) имеет прямую зависимость от диаметра ствола сваи. Взгляните в таблицу.
Внутренний диаметр лопасти соответствует диаметру трубы. Только вот размеры заготовки (с учетом того, что она будет гнуться, образуя шаг винта) немного отличаются от уже известного нам диаметра. Простое решение для определения размеров заготовки.
Берете трубу и отмеряете на ней шаг винта. После этого замеряете на трубе длину витка, делите на Пи и получаете внутренний диаметр заготовки. Ширину лопасти прибавляете к внутреннему радиусу заготовки и получаете внешний радиус заготовки.
Теперь немного о том, как определить шаг винта. Обычно шаг винта равен 0,2…0,4 от внешнего диаметра лопасти. Если шаг винта будет меньше, то небольшие твердые включения, находящиеся в грунте, будут застревать между лопастями, мешая продвижению сваи. Если этот показатель будет больше, то придется прилагать больше усилий для ввинчивания в грунт.
Какой конкретно использовать шаг – это зависит от того, в какой грунт предстоит ввинчивать сваи. Проще ориентироваться на характеристики грунта: чем тверже грунт на вашем участке, тем меньше следует делать шаг винта. На песчаном грунте шаг делаем максимальным.
После того как все размеры будут определены, можно приступать к разметке стального листа и к вырезанию заготовки. Для вырезания контура заготовки нам понадобится плазменная резка достаточной мощности, и о том, чтобы она была в наличии, следует позаботиться заранее.
На следующем этапе вырезанная заготовка сгибается в соответствии с выбранным шагом винта. В домашних условиях это можно сделать с помощью обыкновенных тисков и подручных средств.
На той части лопасти, которая будет первой заходить в землю, необходимо сделать срез под 45°. Это поможет свае легко обходить твердые механические включения, находящиеся в грунте.
На следующем этапе готовая деталь приваривается к стволу сваи. Шов прокладывается сверху и снизу лопасти. Лопасть должна быть приварена перпендикулярно. В противном случае свая во время ввинчивания будет взрыхлять грунт, разрушая и ослабляя его структуру. А на ослабленном грунте свая не сможет справляться с возложенными на нее нагрузками.
После выполнения всех вышеперечисленных операций работы над созданием нижней части сваи можно считать оконченными.
Оголовок.
Для начала определимся с внутренним и внешним диаметром заготовки для лопасти. Внешний диаметр лопасти (ширина сваи) имеет прямую зависимость от диаметра ствола сваи. Взгляните в таблицу.
Для изготовления оголовка сваи необходима пластина в форме квадрата 250х250 мм. Толщина металла — 5–7 мм, если использовать более тонкую пластину, существует вероятность её деформации. В пластине необходимо предусмотреть технологические отверстия креплений верхней обвязки.
С одной стороны пластины необходимо приварить небольшой отрезок трубы длиной 100–200 мм, внутренний диаметр которой на 1–2 мм больше наружного диаметра сваи. Дополнительно пластину приваривают небольшими укосинами к отрезку трубы. Оголовок монтируют уже на ввинченную сваю после отрезания или наращивания к необходимому уровню ствола сваи.
Если обвязку свай проводят профилированной трубой или двутавром, то оголовок можно не использовать.
С обратной стороны трубы на расстоянии 70–100 мм от края необходимо проделать два отверстия. Они служат для присоединения монтажного приспособления при ввинчивании сваи. Диаметр отверстий зависит от диаметра трубы. Для труб малых диаметров отверстия не сверлят, а приваривают небольшие проушины, в которые вставляются рычаги при ввинчивании сваи.
Защита от коррозии
Проблема защиты самоделок от коррозии в домашних условиях не имеет однозначного решения. Но пара вариантов все же существует:
- Нанесение корабельной краски “Сурик”.
- Нанесение грунтовки по металлу.
Если эти материалы в два слоя нанести на поверхность сваи, то защитный слой сохраняется даже после завинчивания изделия в грунт. Только перед нанесением лакокрасочных материалов сваю следует тщательно очистить от ржавчины и обезжирить.
Калькуляторы расчета размеров развертки конуса
Несколько слов о рассчитываемых параметрах
Понять принцип расчета будет несложно, разобравшись со следующей схемой:
Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Итак, сам конус определяется радиусами оснований (нижней и верхней окружности) R1 и R2, и высотой Н. Понятно, что если конус не усеченный, то R2 просто равно нулю.
Буквой L обозначена длина боковой стороны (образующей) конуса. Она в некоторых случаях уже известна – например, требуется сделать конус по образцу или выкроить материал для обтяжки уже имеющегося каркаса. Но если она неизвестна – не беда, ее несложно рассчитать.
Справа показана развёртка. Она для усеченного конуса ограничена сектором кольца, образованного двумя дугами, внешней и внутренней, с радиусами Rb и Rs. Для полного конуса Rs также будет равен нулю. Хорошо видно, что Rb = Rs + L
Угловую длину сектора определяет центральный угол f, который в любом случае предстоит рассчитать.
Все расчеты займут буквально минуту, если воспользоваться предлагаемыми калькуляторами:
Шаг 1 – определение длины образующей L
(Если она уже известна – шаг пропускается)
Шаг 2 – определение радиусов внутренней и внешней дуги развертки
Радиусы рассчитываются поочередно – с выбором в соответствующем поле калькулятора.
Виды вальцевания
К основным видам вальцовки относятся следующие:
- Вальцевание труб (развальцовка) — применяется для изменения радиуса трубы.
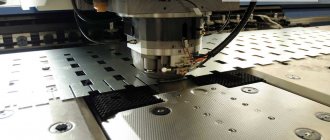
- Вальцовка листового металла
— процедура сгибания листа металла в радиус.
Вальцовка труб осуществляется на трубогибных станках, которые способны выполнить вальцевание труб диаметром до 30 см. На таком же оборудовании обрабатываются уголки, швеллеры и прочие детали.
Вальцевание в радиус применяется для нержавеющих, черных, оцинкованных металлов различной толщины: стали, алюминия, меди. Для листов с толщиной свыше 10 мм требуется разогрев. Металлические листы до 10 мм толщиной сгибаются в холодном состоянии. Один из более сложных технологических процессов вальцевания листового металла
— это изготовление конусов. Также у нас имеется оборудование, на котором производятся конические и цилиндрические обечайки.
Если вам требуется вальцовка листового металла в Москве
— наша компания готова выполнить услуги под заказ качественно, на высоком профессиональном уровне. Мастера обладают колоссальным опытом и изготавливают детали с максимально точным радиусом. Они досконально знают принцип работы оборудования, скрупулезно соблюдают технологию, придерживаются всех нюансов обработки металла.
Обработка на специализированных станках
Для машиностроения на токарно-фрезерных станках обрабатываются конусные детали. Станки с программным обеспечением обслуживаются специалистами, которые правильно задают программу для изготовления конуса. От чертежа зависит выбор метода точения. Производится четыре вида обработки:
- использование широкого углового резца;
- смещение центровки;
- повороты верхних салазок суппорта;
- конические развертки.
Все работы выполняются по чертежам. Производство начинается с пробного экземпляра. Если заказчика все устраивает, начинается массовое изготовление. Точность чертежей имеет главное значение в изготовлении качественных деталей.
Использование разных станков и методов обработки зависит от сложности изготовления детали. Детали в форме конуса имеют различное предназначение. Используются в машиностроении для крепления деталей при инструментальных работах. Хорошо известен конус Морзе. Используется для закрепления инструментов на станке при проведении ремонтных работ.
Имеет множество модификаций, размеров, углов наклона. Такие детали имеют определенные требования к их изготовлению.
Стоимость работ по изготовлению конуса, складывается из таких составляющих как сложность детали, металл из которого делают, количество экземпляров.
Развертка наклонного конуса
Рассмотрим порядок построения развертки боковой поверхности наклонного конуса методом аппроксимации (приближения).
- Вписываем в окружность основания конуса шестиугольник 123456. Соединяем точки 1, 2, 3, 4, 5 и 6 с вершиной S. Пирамида S123456, построенная таким образом, с некоторой степенью приближения является заменой конической поверхности и используется в этом качестве в дальнейших построениях.
- Определяем натуральные величины ребер пирамиды, используя способ вращения вокруг проецирующей прямой: в примере используется ось i, перпендикулярная горизонтальной плоскости проекций и проходящая через вершину S. Так, в результате вращения ребра S5 его новая горизонтальная проекция S’5’1 занимает положение, при котором она параллельна фронтальной плоскости π2. Соответственно, S’’5’’1 – натуральная величина S5.
- Строим развертку боковой поверхности пирамиды S123456, состоящую из шести треугольников: S16, S65, S54, S43, S32, S21. Построение каждого треугольника выполняется по трем сторонам. Например, у △S16 длина S1=S’’1’’, S6=S’’6’’1, 16=1’6’.
Степень соответствия приближенной развертки действительной зависит от количества граней вписанной пирамиды. Число граней выбирают, исходя из удобства чтения чертежа, требований к его точности, наличия характерных точек и линий, которые нужно перенести на развертку.
Перенос линии с поверхности конуса на развертку
Линия n, лежащая на поверхности конуса, образована в результате его пересечения с некоторой плоскостью (рисунок ниже). Рассмотрим алгоритм построения линии n на развертке.
- Находим проекции точек A, B и C, в которых линия n пересекает ребра вписанной в конус пирамиды S123456.
- Определяем натуральную величину отрезков SA, SB, SC способом вращения вокруг проецирующей прямой. В рассматриваемом примере SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Находим положение точек A, B, C на соответствующих им ребрах пирамиды, откладывая на развертке отрезки SA=S’’A’’, SB=S’’B’’1, SC=S’’C’’1.
- Соединяем точки A, B, C плавной линией.
Разметка труб, конусов, переходов
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Построение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей, точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3′ — III’, 2 — II’, 1′ — I’. В стороне проводят прямую линию 0 — 0′, равную длине развертки цилиндра пDн. Линию 0 — 0′ делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3′, 2′, 1′ и через них проводят перпендикуляры к прямой 00′.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II’, 3′ —III’, 2′ —II’, 1′ — I’. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Основание конуса
Чтобы узнать радиус основания конусного каркаса, линейкой производят измерение диаметра нижней части заготовки, представляющую собой бумажную (картонную) боковую поверхность.
Для большей точности линейку прикладывают к краям заготовки и измеряют расстояние в двух перпендикулярных направлениях. Вычисляют среднее значение диаметра и делят пополам. В итоге получают величину радиуса основания бумажного конуса.
- Циркулем на приготовленном втором листе бумаги чертят окружность, радиус которой равен половине диаметра основания конуса. На этом этапе изготовления нужно примерить основание уже сделанной боковой поверхности к нарисованному кругу. И, если всё совпадает, тогда приступают к следующему шагу.
- Поставив ножку циркуля в центр начерченного круга, увеличивают раздвижение циркуля, делая припуск в 1,5 сантиметра, и рисуют ещё одну окружность.
- По черте внешней окружности вырезается ножницами круг и делаются надрезы по всему периметру от края вырезанного круга до линии внутренней окружности.
- Насечки загибают в одну сторону под углом 90 градусов. Получается дно конуса с загнутыми краями для соединения с боковой поверхностью.
- Остаётся промазать клеем нижнюю внутреннюю часть боковины клеем на глубину 1,5 см и аккуратно вставить изготовленное дно насечками внутрь конуса.
Источник: https://ooocentrsvarki.ru/stanki/usechennyj-konus-svoimi-rukami.html
Формирование конуса на трубе методом ротационной ковки
Технология ротационной ковки
Ротационно-ковочные станки являются высокочастотными прессами с ограниченным ходом. Ход инструментов регулируется ограничителями. Эта кинематика находится в центре ротационно ковочного стана, в так называемой редуцирующей головке или роторе (барабане)
Ротационная ковка — металла относится к инкрементальным методам — так как деформация заготовки происходит постепенно, посредством множества маленьких шагов. Данные методы имеют неоспоримые преимущества относительно непрерывных, в виду того, что они позволяют производить более однородное деформирование заготовки. Так же эта технология позволяет проводить более глубокую степень деформации заготовки благодаря тому, что потенциал изменения формы материала распределяется по всему поперечному сечению.
Принцип работы станка для формирования конуса на трубе:
Рабочий инструмент (штамп, оснастка, ковочный инструмент) расположен концентрически вокруг обрабатываемой заготовки (трубы).
Ротор с бойками может вращаться. При вращении, бойки ударяются в диаметральнопротивоположные колонки (стержни), которые стоят по периметру ротора. Боек передает удар на материал, который обрабатывается и металл начинает течь.
Ковочные инструменты осциллируют с высокой частотой и малым ходом во время вращения ротора (барабана). Инструменты работают синхронно (одновременно). Комплект инструментов состоит из четырёх сегментов (есть так же упрощенная модель с двумя инструментами). Для предотвращения течения материала заготовки в зазоры между инструментальными сегментами, производится медленное вращение барабана инструмента относительно заготовки. При производстве несимметричных деталей во вращение необходимости нет.
Еще одно преимущество инкрементальной обработки — это минимизация трения. Рабочий (ковочный) инструмент имеет кратковременный контакт с материалом и производит очень малые сдвиги относительно детали и инструмента. Усилия компенсируются эластичностью заготовки. Благодаря этому, при деформации с примененим данной технологии достаточно применения СОЖ в закрытом цикле для стабилизации температуры и очистки рабочей зоны.
Преимущества применения технологии ротационной ковки:
— Высокая повторяемость конечных изделий при производстве: обеспечиваемые технологией допуски настолько малы, что не требуется последующая обработка резанием. Это напрямую снижает потери материала, производственного времени и как результат, себестоимость конечного изделия.
— Широкие возможности изображения образа и оптимизация веса: данная технология позволяет обрабатывать многообразный спектр форм как снаружи, так и изнутри. Средняя экономия веса для изделий, изготовленных ротационной ковкой составляет от 30% до 50% в сравнении с традиционными методами.
— Высокое качество деталей: технология обеспечивает непрерывный ход волокон в материале заготовки. Холодная ковка увеличивает прочность конечных изделий. Поверхность изделия после обработки методом ротационной ковки сравнима со шлифованными поверхностями.
— Допустимы высокие степени деформации даже для обработки хрупких материалов: технология позволяет достичь высоких степеней деформации без нагрева обрабатываемой заготовки. Ротационная ковка подходит для работы с хрупкими материаллами, благодаря «удачному» тензору напряжений во время деформирования и постоянным течением деформирования.
— Формование холодного и тёплого типа: при ротационной ковке происходит постепенное введение заготовки в рабочую зону, данную технологию можно использо-вать как в холодном так и в полугорячем и горячем температурном диапазоне.
— Экология: в отличии от других методов формования, данный метод позволяет обойтись без дополнительного слоя смазки, так как охлаждающая смазка циркулирует по закрытому циклу.
— Быстрая переналадка: ротационно — ковочные станки быстро перенастраиваются. Смена рабочего инструмента для наладки на обработку других заготовок занимает у оператора несколько минут.
— Короткие такты и высокая готовность: горизонтальное позиционирование и малая площадь установки рабочих узлов делает легким выстраивание эффективных производственных линий, для выпуска больших серий изделий с непрерывной работой в две три смены с высокой конечной производительностью.
Учимся делать усеченный конус или круглый переход своими руками
В быту конечно приходится все делать самому, если есть свое подворье, дом, дача, строительство. Возможно маленький совет в статье с разделами о том, как сделать своими руками конус или переход, поможет вам по хозяйству, без лишних затрат.
Например возьмем ведро сделанное из металла или другого материала. В нем присутствует два различных диаметра. Самый меньше сделан внизу с закрытым дном. Ведро сделано в виде усеченного конуса.
Круглые переходы применяются везде на примере вентиляция, с одного круглого диаметра на другой размером круглый диаметр, тоже в виде усеченного конуса.
Берем случайный размер конуса диаметром 250 х 150 мм высотой 180 мм (у вас свои размеры). Рисунок А.
Делаем выкройку детали по которой создадим переход. Первый диаметр 250 мм умножаем на П=3,14 получается 785 мм. Затем 785 мм делим на 10 частей. Полученную сумму 78,5 мм делим на 2 части. Смотрите пример на рисунке.
Далее рисуем шаблон детали, по ней будем делать выкройку конуса. Рисунок Б.
Шаблон детали обводим 10 раз. У вас получается развертка усеченного конуса. Рисунок В.
Желтым цветом обозначены замки или соединения. Как будете вы соединять ваше право. Замки для плотности, можно на болты, саморезы, сварочный шов, клей, нахлестку. Единственное не забываем добавлять на соединение. Когда полностью обведете шаблон закруглите немного прямые концы.
Далее после сборки конуса, по краям отбортуйте молотком кромку конуса, для закрепления прямой обечайки. Высоту обечайки лучше сделать больше 60 мм.
Первую выкройку лучше сделать пробу из бумажного картона, не испортите материал.
Источник: https://xn——dlckc9bidcgrpu.xn--p1ai/stroitelstvo/uchimsya-delat-usechennyj-konus-ili-kruglyj-perexod-svoimi-rukami.html
Конус на трубе как сделать: 403 — Доступ запрещён – Правильный раскрой конуса на винтовой свае
Правильный раскрой конуса на винтовой свае
Покупаете готовые винтовые сваи или литые наконечники для свай, потому что не знаете как правильно раскроить конус на винтовой свае? Мы научим вас делать правильный конус. Сделайте винтовые сваи своими руками. Это дешевле, чем покупка готовых…
Начинаем учиться правильно делать конус
Высота конуса на винтовой свае равняется 1.5 диаметра трубы, из которой вы собираетесь сделать винтовую сваю.
Размечаете и вырезаете лепестки конуса на будущей винтовой свае в количестве 4 штук, не забывая сделать поперечный надрез в основании конуса. В дальнейшем поперечный надрез значительно облегчит вам сгибание частей конуса и сведение их в общую вершину. Для этого вам нужно будет только пару раз стукнуть по вырезанным лепесткам конуса тяжёлым молотком. После сварки частей конуса вам понадобятся гнутые винтовые лопасти.
Мы можем предложить вам лопасти для свай любых размеров и конфигураций, вырезать по вашим индивидуальным размерам или подогнать под трубу нужного диаметра. Наши гнутые винтовые лопасти прилегают к стандартному конусу с минимальными зазорами и под правильным углом, что обеспечивает свае легкое вхождение в грунт и высокую надёжность.
Комплектующие для производства винтовых свай:
Винтовые сваи готовые:
Выполним недорогой и качественный монтаж свай. Рассчитаем нагрузку. Составим карту свайного поля. Предоставим гарантию! Подпишем договор!
Читайте наши статьи:
Работаем без выходных. Звоните и пишите в любое время. Ответим на ваши вопросы, поможем подобрать нужный товар. Закажите обратный звонок, нажав на кнопку «Перезвоните мне»
- Сделать винтовые сваи своими руками — это просто
Винтовые сваи сделать своими руками не так уж и сложно. Нужно только начать и всё у вас получится. Мы предоставим вам винтовые лопасти всех размеров и конфигураций, и поделимся своим опытом производства свай.
Разметка труб, конусов, переходов | Разметочные работы
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Рис. 64. Развертка колен трубы, соединенных под прямым углом
Построение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей, точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3′ — III’, 2 — II’, 1′ — I’. В стороне проводят прямую линию 0 — 0′, равную длине развертки цилиндра пDн. Линию 0 — 0′ делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3′, 2′, 1′ и через них проводят перпендикуляры к прямой 00′.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II’, 3′ —III’, 2′ —II’, 1′ — I’. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Рис. 65. Развертка патрубков с разными основаниями: а — при переходе с одного диаметра на другой, б — при переходе с прямоугольного сечения на круглое
Выкройка для конуса | Математика для ювелиров
Построение выкройки для конуса — дело нехитрое. Рассмотрим два случая: для полного конуса и для усеченного. На картинке (кликните, чтобы увеличить) показаны эскизы таких конусов и их выкроек. (Сразу замечу, что речь здесь пойдет только о прямых конусах с круглым основанием. Конусы с овальным основанием и наклонные конусы рассмотрим в следующих статьях).
1. Полный конус
- — диаметр основания конуса,
- — высота конуса,
- — радиус дуги выкройки,
- — центральный угол выкройки.
Параметры выкройки рассчитываются по формулам: , , где .
2. Усеченный конус
Формулы для вычисления параметров выкройки: , , , где . Заметим, что эти формулы подойдут и для полного конуса, если мы подставим в них .
3. Угол при вершине конуса
Иногда при построении конуса принципиальным является значение угла при его вершине (или при мнимой вершине, если конус усеченный). Самый простой пример — когда нужно, чтобы один конус плотно входил в другой. Обозначим этот угол буквой (см. картинку). В этом случае мы можем его использовать вместо одного из трех входных значений: , или . Почему «вместо«, а не «вместе«? Потому что для построения конуса достаточно трех параметров, а значение четвертого вычисляется через значения трех остальных. Почему именно трех, а не двух и не четырех — вопрос, выходящий за рамки этой статьи. Таинственный голос мне подсказывает, что это как-то связано с трехмерностью объекта «конус». (Сравните с двумя исходными параметрами двухмерного объекта «сегмент круга», по которым мы вычисляли все остальные его параметры в статье Геометрия круга.)
Ниже приведены формулы, по которым определяется четвертый параметр конуса, когда заданы три.
4. Методы построения выкройки
- Вычислить значения на калькуляторе и построить выкройку на бумаге (или сразу на металле) при помощи циркуля, линейки и транспортира.
- Занести формулы и исходные данные в электронную таблицу (например, Microsoft Exel). Полученный результат использовать для построения выкройки при помощи графического редактора (например, CorelDRAW).
- использовать мою программу Cones, которая нарисует на экране и выведет на печать выкройку для конуса с заданными параметрами. Эту выкройку можно сохранить в виде векторного файла и импортировать в CorelDRAW.
5. Не параллельные основания
Что касается усеченных конусов, то программа Cones пока строит выкройки для конусов, имеющих только параллельные основания. Для тех, кто ищет способ построения выкройки усеченного конуса с не параллельными основаниями, привожу ссылку, предоставленную одним из посетителей сайта: Усеченный конус с не параллельными основаниями.
как сделать конус из трубы
Думаю Вам проще взять концентрический стандартный переход 219х57, если не ошибаюсь.
Чем больше секторов вырежешь тем идеальней будет конус в реальности при сварочных работах достаточно вырезать четыре сектора 2*3,14*110=691мм длина окруж старая 2*3,14*25=157 длина окр требуемая 691-157=534 требуется убрать 534/4=133,5 длина основания вырезаемого сектора если их 4
Правильно Вам про стандартный переход ответили. Как вариант — обжать трубу. А если надо непременно вырезать, то почертите в «Autocad’е» или любой подобной программе.
ну посчитай по наружней линии и всё.разница длин окружности при таких диаметрах 534.дели на 6.получим 89. 6 сегментов с длиной по наружи 89 мм. длину окруж. подели на шесть и разметь, от этих меток разметь размер 89 мм . режь. смотри, чтобы круг отрезной был с нужной стороны от линии))) когда лепестки сойдутся, если есть желание и возможность провари изнутри, а потом снаружи корень шва выбери и завари разделку, изнутри можно зачистить если это необходимо.. . на всей длине может и не обязательно резать? (а то плохо собирать лепестки в кучу) или с запасом трубу взять, сделать коническую часть200мм, а лишнее отрезать.. . может от середины? ну хоть немного помог?)))…. а ты не попутал радиус с диаметром.
Калькуляторы расчета размеров развертки конуса
Иногда в ходе выполнения тех или иных хозяйственных работ мастер встаёт перед проблемой изготовления конуса – полного или усеченного. Это могут быть операции, скажем, с тонким листовым металлом, эластичным пластиком, обычной тканью или даже бумагой или картоном. А задачи встречаются самый разные – изготовление кожухов, переходников с одного диаметра на другой, козырьков или дефлекторов для дымохода или вентиляции, воронок для водостоков, самодельного абажура. А может быть даже просто маскарадного костюма для ребенка или поделок, заданных учителем труда на дом.
Калькуляторы расчета размеров развертки конуса
Чтобы из плоского материала свернуть объёмную фигуру с заданными параметрами, необходимо вычертить развертку. А для этого требуется рассчитать математически и перенести графически необходимые точные размеры этой плоской фигуры. Как это делается – рассмотрим в настоящей публикации. Помогут нам в этом вопросе калькуляторы расчета размеров развертки конуса.
Калькуляторы расчета размеров развертки конуса
Несколько слов о рассчитываемых параметрах
Понять принцип расчета будет несложно, разобравшись со следующей схемой:
Усеченный конус с определяющими размерами и его развёртка. Показан усеченный конус, но с полным — принцип не меняется, а расчеты и построение становятся даже проще.
Итак, сам конус определяется радиусами оснований (нижней и верхней окружности) R1 и R2, и высотой Н. Понятно, что если конус не усеченный, то R2 просто равно нулю.
Буквой L обозначена длина боковой стороны (образующей) конуса. Она в некоторых случаях уже известна – например, требуется сделать конус по образцу или выкроить материал для обтяжки уже имеющегося каркаса. Но если она неизвестна – не беда, ее несложно рассчитать.
Справа показана развёртка. Она для усеченного конуса ограничена сектором кольца, образованного двумя дугами, внешней и внутренней, с радиусами Rb и Rs. Для полного конуса Rs также будет равен нулю. Хорошо видно, что Rb = Rs + L
Угловую длину сектора определяет центральный угол f, который в любом случае предстоит рассчитать.
Все расчеты займут буквально минуту, если воспользоваться предлагаемыми калькуляторами:
Шаг 1 – определение длины образующей L
(Если она уже известна – шаг пропускается)
Шаг 2 – определение радиусов внутренней и внешней дуги развертки
Радиусы рассчитываются поочередно – с выбором в соответствующем поле калькулятора.
Источник: https://stroyday.ru/kalkulyatory/obshhestroitelnye-voprosy/kalkulyatory-rascheta-razmerov-razvertki-konusa.html