Имея в своём распоряжении токарно-винтовой станок (далее ТВС), можно выполнить ровное или фасонное обтачивание заготовки; просверлить или расточить прямое или конусное отверстие; проточить торцы и нарезать резьбу. Обрабатывать детали с приемлемой точностью можно даже на недорогих моделях. Необязательно иметь полноценное профильное образование, чтобы самостоятельно работать на подобном оборудовании. Первостепенное значение имеет собственный практический опыт. Безусловно, теория важна, но здесь ещё проще – изучить устройство станка и ознакомиться с основными особенностями его работы можно не выходя из дома.
Полный цикл автора следующего видео заменяет традиционный курс теоретического обучения. Вот один из его роликов:
Обратите внимание – под термином «универсальный», встречающийся в технической документации ТВС, имеется в виду работа с металлами и пластиком. Древесину точить на металлообрабатывающем станке нельзя ни при каких условиях. Для подобных задач есть специализированное оборудование. Механизмам которого не страшна древесная пыль, губительная для используемых в металлопереработке смазочных составов.
Моя статья поможет вам разобраться в отличительных особенностях моделей ТВС, и сделать обоснованный выбор с учётом определённых потребностей и возможностей. Начну с представления наиболее важных характеристик, на которые следует обратить внимание. Привожу их в таблице:
Таблица основных критериев выбора
| Критерий | Варианты | Описание |
| Максимальный диаметр обрабатываемой заготовки над станиной, мм | 100 – 500 | Указанный диапазон справедлив для типовых станков. Когда-то ГОСТом были регламентированы производство и сертификация оборудования для обработки заготовок диаметром до 6300 мм, сегодня и это не предел. Данная величина указывает на допустимый диаметр детали, вращающейся на оси шпинделя и задней бабки |
| Наибольшее расстояние между центрами, мм | 300 – 2032 | Характеризует максимальную длину обрабатываемой части заготовки |
| Частота вращения шпинделя, об/мин | 0 – 3000 | Изменяя эту величину в рамках допуска по конкретной заготовке (с учётом структурных характеристик материала, габариты и степень обработки), вы сможете получить требуемый результат при минимальных затратах рабочего времени. С увеличением скорости вращения шпинделя повышается точность обрабатываемой поверхности |
| Диаметр сквозного отверстия шпинделя, мм | 20 – 80 | Сквозное отверстие шпинделя передней бабки позволяет обрабатывать заготовки, длина которых превышает фактическое расстояние между центрами. Определяет предельно допустимый диаметр обтачиваемого длинномера |
| Мощность, кВт | До 1 | Любительское «хоббийное» оборудование. Для незначительных объёмов, предполагаются минимальные нагрузки |
| От 1.5 до 6 | Станки для организаций из сферы малого бизнеса, ремонтных и творческих мастерских | |
| Свыше 7 | Целесообразна установка в экспериментальные и производственные цеха на крупных предприятиях. | |
| Питающая сеть переменного напряжения, В | Однофазная (220-240) | Любительское станки |
| Трёхфазная (380-400) | Профессиональные станки | |
| Вес, тн | ||
| Лёгкие – до 0.5 | Позволяют работать с заготовками диаметром 100 – 200 мм | |
| Средние – до 4 | Ряд наибольших диаметров заготовки находится в диапазоне 250 – 500 мм | |
| Крупные – до 15 | Можно обрабатывать детали 630 – 1250 мм в диаметре | |
| Тяжёлые – до 400 | Справляются с самыми большими вариантами из ряда наибольших диаметров |
Что касается веса станка. Есть зависимость веса агрегата от его «профессиональности». Существует условная закономерность между массой станка и максимальным диаметром обрабатываемой заготовки.
Обратите внимание: факторы, прямо указывающие на предназначение оборудования, сознательно вынесены на последние места таблицы. Ищите ТВС, исходя из фактического уровня поставленных задач – хобби, малый бизнес или промышленное предприятие. Так вы сможете подобрать наиболее функциональную и рентабельную модель станка.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.Характеристики СТМН-550/350
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
Характеристики КРАТОН MML-01
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.Характеристики Корвет 402
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
Конструкция токарно-винторезного станка 1603
Тумба
Тумба литая, чугунная, монолитной конструкции. На поперечной стенке левой части тумбы при помощи шпилек крепится вариатор. На корпусе вариатора устанавливается натяжное устройство ременной передачи .
На передней стенке левой части тумбы размещен маховик управления числами оборотов вариатора.
Справа на стенке тумбы размещена рукоятка для пуска, реверса и торможения шпинделя.
В правой части тумбы расположена панель электроаппаратуры. На правом торце тумбы размещен пульт управления, штепсель привода приспособлений, а также ниша с полками для инструмента. К передней стенке левой части тумбы изнутри крепится смазочный агрегат.
Станина
Станина устанавливается и крепится на тумбе станка. Направляющие станины выполнены в виде одной призмы и плоскости для суппорта и одной призмы и плоскости для задней бабки.
Слева на станине установлена передняя бабка, слева спереди к обработанной плоскости станины крепится коробка подач.
Справа спереди крепится кронштейн для опор ходового винта, ходового валика и тяги выключения муфты фартука.
Под передней призмой станины укреплена рейка продольного перемещения суппорта.
Передняя бабка токарно-винторезного станка 1603
Развертка передней бабки токарного станка 1603
На рис. 7 представлена развертка передней бабки и гитары.
Передняя бабка устанавливается и закрепляется слева сверху на станке. Вращение шпинделя 2 передается от шкива 7 либо непосредственно через муфту 6 с внутренними зубьями, либо через перебор. Перебор и муфта управляются одной рукояткой. В передней опоре шпинделя установлены два радиально—упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки. Регулировка зазора производится кольцами 3 и 4. Фиксация шпинделя осуществляется гайкой 5. В задней опоре шпинделя установлен радиальный шарикоподшипник. Приемный шкив 7 разгружен и расположен между опорами шпинделя. Привод подачи осуществляется от шестерни I, сидящей на конце шпинделя.
Опоры шпинделя смазываются и охлаждаются маслом, поступающим от смазочного агрегат. Для контроля поступления смазки на передней стенке бабки установлен маслоуказатель.
Механизм передней бабки смазывается разбрызгиванием.
Гитара
Гитара передает вращение от передней бабки к коробке подач. Она состоит из алюминиевого корпуса 8, прикрепленного к передней бабке, кронштейна 10, крышки II и сменных шестерен.
Кронштейн гитары поворачивается на фланце коробки подач и закрепляется в нужном положении винтом 12. В пазу кронштейна закрепляется ось 9 сменных шестерен.
Смазка гитары осуществляется от смазочного агрегата.
Коробка подач токарно-винторезного станка 1603
Чертеж коробки подач токарного станка 1603
Коробка подач обеспечивает регулирование величин продольных подач в пределах 0,01-0,3 мм/об двумя настройками гитары. При первой настройке возможно получение восьми подач от 0,01 до 0,10, при второй от 0,025 до 0,3 мм/об. При второй настройке, при необходимости, возможно получение шести шагов наиболее употребляемых метрических резьб (0,25; 0,5; 0,75; 1,0; 1,5; 2,0).
Для нарезания точных резьб имеется возможность прямого соединения ходового винта при помощи кулачковой шестерни I (рис. 8). Управление коробкой подач осуществляется рукоятками, расположенными на передней стенке коробки.
Реверсивный механизм для получения левой резьбы в виде цилиндрического трензеля 2 помещен в коробке подач. Управление осуществляется кнопкой, расположенной на правом торце коробки.
Подшипники и механизм коробки смазываются маслом, сливающимся из передней бабки.
Суппорт токарно-винторезного станка 1603
Чертеж суппорта токарного станка 1603
Продольные салазки суппорта 10 (рис. 9) перемещаются по призматической и плоской направляющим станины. Сверху по направляющим продольных салазок перемещаются при помощи винта 6 поперечные салазки 2, сзади сверху на поперечных салазках выполнены Т-образные пазы для установки заднего резцедержателя. Сверху на поперечных салазках установлены поворотные салазки 3 с верхней кареткой 8. Резцедержатель 4 установлен на верхней каретке, которая перемещается винтом 9.
Смазка направляющих суппорта осуществляется при помощи плунжерного насоса.
Фартук токарно-винторезного станка 1603
Чертеж фартука токарного станка 1603
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение передается ходовым винтом и маточной гайкой 4 (рис. 10), а при проточке — реечной передачей 6. Вращение реечной шестерне от ходового винта передается перегрузочным механизмом 10 и промежуточными шестернями.
Вариатор токарно-винторезного станка 1603
Чертеж вариатора токарного станка 1603
Привод вращения шпинделя выполнен в виде бесступенчатого вариатора с широким клиновым ремнем 1(рис. II). Верхний шкив 2 — управляемый, нижний 3 — подпружиненный. Натяжение ремня осуществляется натяжным роликом. Изменение чисел оборотов шпинделя осуществляется поворотом маховика 8 с лимбом 9. Регулировка крайних положений дисков осуществляется винтами 5, которые контрятся гайками 4.
Корпус вариатора крепится к левой поперечной стенке тумбы. К корпусу вариатора прикреплен электродвигатель.
Задняя бабка
Задняя бабка устанавливается на плоскую и призматическую направляющие станины и прижимается к ним при помощи эксцентрикового зажима.
Корпус задней бабки для обточки конусов может перемещаться в поперечном направлении (+6 мм) по нижней плите двумя винтами. Пи-ноль задней бабки перемещается от маховика при помощи винтовой пары и может фиксироваться в требуемом положении рукояткой.
Для смазки бабки установлены шариковые масленки.
Шпиндель токарно-винторезного станка 1603
Чертеж шпинделя токарного станка 1603
Оборудование для малого бизнеса
Выбор ТВС для производственного или ремонтного бизнес-проекта всегда ведётся с учётом неизбежной модернизации под однотипные задачи. Проблем с прецизионностью обработки у оборудования этой категории нет. Износостойкость тоже на уровне. Но одни производители делают ставку на универсальный потенциал, другие на габариты рабочей зоны станка. Выделяйте свои основные задачи и ищите станок для их осуществления. Тогда приобретение нового ТВС не скажется на рентабельности бизнеса.
Proma SKF-800 – от 272 365 руб.
Комбинация фрезерного и винторезного устройств в рамках одного токарного станка – оказалась одним из лучших решений чешской Proma SKF-800. Поворотный сверлильный блок и внушительный диаметр отверстия в шпинделе позволяют работать с достаточно крупными деталями. 2 одинаковых трёхфазных двигателя гарантируют достаточный крутящий момент на каждом устройстве. Достойный вариант для тех, кто планирует заниматься профессиональной деятельностью в условиях небольшой мастерской. Единственный недочёт конструкции – отсутствие плотного контакта защитных панелей с рамой. Из-за чего, стружка и смазывающие материалы могут вызвать быстрый износ приводных механизмов. Производитель рекомендует дважды в день полностью очищать и смазывать открытые узлы. Я советую проверять натяжение ремней во время каждого технологического перерыва.
Характеристики Proma SKF-800
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 420 |
| Расстояние между центрами, мм | 750 |
| Диаметр сквозного отверстия шпинделя, мм | 28 |
| Частота оборотов, об/мин | 160 -1360 (7 ступеней) |
| Вес, кг | 230 |
| Особенности базовой комплектации |
|
| Родина бренда и страна производитель | Чехия |
Видео от производителя Proma, в видео приведены ТТХ и раскрыт функционал станка:
MetalMaster X32100 – от 284 970 руб.
Индикатор резьбы, устройство цифровой индикации, система продольной и поперечной автоподачи; подводка смазывающе-охлаждающей жидкости – станок от MetalMaster упрощает процесс обработки металлов без потери качества. Часто профессионалы сравнивают функциональность этого станка с советским оборудованием схожего профиля. Я считаю подобные аналогии некорректными – кроме определённого набора функций их ничего не связывает.
- Х32100 снимает 3 мм стружки за один проход
- Дискретность хода каретки в любом направлении – 0.001 мм
- MetalMaster предоставляет возможность снизить затраты на оборудование на 12%, за счёт отказа от устройства цифровой индикации (12% стоимости).
При таком соотношении потенциала, компактных габаритов, эргономичного управления и 1 года официальной гарантии, у этого станка нет конкурентов в ценовом сегменте до 300 000.
Характеристики MetalMaster X32100
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 330 |
| Расстояние между центрами, мм | 1000 |
| Диаметр сквозного отверстия шпинделя, мм | 38 |
| Частота оборотов, об/мин | 65 — 1810 (18 скоростей) |
| Вес, кг | 520 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ страны Юго-Восточной Азии (ЮВА) |
На видео показан станок в работе — продемонстрирован процесс нарезки резьбы на этом агрегате. В принципе все делается легко, и спецподготовка вовсе не нужна для работы на этом станке:
Jet GHB-1330A – от 350 000 руб.
Сфера использования этого ТВС — мелкосерийное производство и штучные изделия. Вес, длина станины и незначительный базовый набор принадлежностей, указывают на профессиональную ориентацию оборудования. То есть когда необходимая оснастка приобретается по мере необходимости, под выполнение конкретных задач. Имея опыт работы на этом станке, могу сказать, что к удобному управлению и фактической мощности, определённо не хватает длины станины или ширины сквозного отверстия шпинделя. В заказ на метровые элементы пространственной конструкции из 50-тимиллиметровой трубы, на стадии обсуждения пришлось вносить изменения. Если специфика работы не связана с обслуживанием строительных объектов, то этот станок станет оправданной инвестицией в развитие вашего бизнеса.
Характеристики JET GHB-1330A
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 330 |
| Расстояние между центрами, мм | 760 |
| диаметр сквозного отверстия шпинделя, мм | 38 |
| Частота оборотов, об/мин | 70 — 2000 (8 скоростей) |
| Вес, кг | 600 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Швейцария/ ЮВА, Европа |
Подробный видеообзор модели. Автор приводит ТТХ станка, его функционал, демонстрирует его в работе:
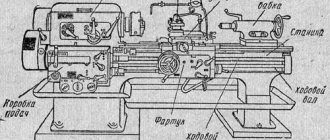
Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
- Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
- Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
- Элемент управления направлением движения шпинделя и его остановкой.
- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
- Отключение и включение основного двигателя.
- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
Промышленное оборудование
Из числа типовых ТВС промышленной группы можно подобрать вариант и в цех, и в экспериментальную мастерскую. Дискретность хода и допустимая погрешность регламентированы стандартами. Работа узлов и механизмов идеальна при установленном порядке обслуживания. Сложность выбора заключается в доскональном сопоставлении возможностей типового станка и предполагаемых особенностей эксплуатации. Допускается незначительная доработка. При наличии явных несоответствий модернизация должна выполняться производителем. Оптимально – ТВС на заказ.
Stalex GH-1430B – от 540 611 руб.
Масляная ванна редуктора, из которой смазываются подшипники передней бабки, и жёсткость конструкции максимально приближают изделие отечественной разработки к высокой планке старших моделей ТВС. Достоинством младшего станка является и заявленная производителем погрешность в 0.005 мм. Учитывая особенности обслуживания и заявленную стоимость, я могу уверенно говорить о том, что оборудование с такой прецизионностью следует отнести к категории промышленного. Которое, несмотря на средние габариты, будет эффективно использоваться только в условиях производственно-экспериментального цеха.
Характеристики Stalex GH-1430B
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 330 |
| Расстояние между центрами, мм | 750 |
| Диаметр сквозного отверстия шпинделя, мм | 38 |
| Частота оборотов, об/мин | 70 — 2000 |
| Вес, кг | 510 |
| Особенности базовой комплектации |
|
| Родина бренда | Россия |
Proma SPF-2000PH – от 1 220 000 руб.
Для сверления, развёртывания отверстий, притирки деталей и накатки рифлений в масштабах ремонтных и слесарных мастерских крупных предприятий, требуются точные и мощные станки. Чешский вариант с 2-х метровой рабочей поверхностью станины, 5.5 киловаттным электродвигателем и гидростанцией для подачи смазывающе-охлаждающей жидкости соответствует всем требованиям к промоборудованию. 2 люнета на станине повышают эффективность обработки крупногабаритных заготовок. Обслуживание Proma SPF-2000PH требует от персонала определённой квалификации. Поэтому на предприятиях замену технологических жидкостей и локальный ремонт возлагают на узкопрофильных специалистов. Проведение первых пуско-наладочных работ рекомендую поручить специалистам с завода-изготовителя.Характеристики Proma SPF-2000PH
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 460 |
| Расстояние между центрами, мм | 2000 |
| Диаметр сквозного отверстия шпинделя, мм | 80 |
| Частота оборотов, об/мин | 25 — 1800 (12 скоростей) |
| Вес, кг | 3055 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Чехия |
Jet GH-2040 ZH DRO RFS – от 1 165 000 руб.
Индекс «2040» в маркировке ТВС определяет младшую модель старшей линейки типовых токарных станков серии GH ZH DRO RFS, от международной корпорации JET. Отличия каждого из 4-х вариантов в габаритах оборудования и максимальной длине заготовки. Двигатель 12 кВт, параметры каждого из 4-х возможных вариантов резьбы, скорость вращения вала подачи у моделей GH ZH DRO RFS совершенно идентичны. Что позволяет сделать вывод о внушительном потенциале ТВС с кодом 2040.
Характеристики JET GH-2040 ZH DRO RFS
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 500 |
| Расстояние между центрами, мм | 1015 |
| Диаметр сквозного отверстия шпинделя, мм | 80 |
| Частота оборотов, об/мин | 9 — 1600 (24 позиции) |
| Вес, кг | 2750 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Швейцария/ЮВА, Европа |
Подробный обзор модели — рассмотрены вопросы от комплектации до твердости станины; протестирован максимальный срез за оборот:
Мой выбор
Сколь бы подробно ни описывались преимущества токарно-винторезных станков, в отношении оборудования промышленного назначения сложно сделать однозначный вывод. Каждое производство имеет собственные особенности, из-за которых заказываются специальные и дорабатываются типовые станки. С позиции типового оборудования – JET GH-2040 ZH DRO RFS, за счёт существующего потенциала выделяется на фоне незначительного числа достойных конкурентов.
Наиболее многочисленной по диапазону характеристик является группа станков, интересующая малый бизнес. Здесь всегда можно подобрать модели, соответствующие вашим особенностям. Проще всего с MetalMaster X32100 – уже в базовой комплектации вы получаете точный и высокопроизводительный ТВС, отпадает необходимость модернизации станка.
Сложнее определить станок для хобби – сказывается распространение однотипных моделей. На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
Как часто вы обслуживаете электроинструмент?
Надеюсь, что статья оказалась полезной для вас. Спасибо за внимание, задавайте вопросы, поделитесь опытом в комментариях.