Природная древесина высоко ценится в строительстве, мебельном производстве и других сферах народного хозяйства. После обработки используются даже отходы. Одним из направлений является прессование опилок, в результате чего образуются брикеты, обладающие более длительным периодом горения, нежели дрова и другие виды твёрдого топлива.
Конструкция прессов немного отличается в зависимости от вида, в целом представляет собой механическое устройство, имеющее основание, силовой каркас и привод. Принцип работы заключается в уплотнении сырья и формовании брикетов, наполнителей лотков для домашних животных.
Особое внимание заслуживает процесс подготовки опилок. Предварительно их сортируют, просушивают и измельчают. Это помогает производить более качественную продукцию. Помимо опилок в состав брикетов могут включаться бумажные отходы, скорлупа от орехов и лузга семечек подсолнечника.
Прежде чем принять решение о покупке пресса, стоит разобраться в целесообразности его применения. Оборудование оправдывает затраты при наличии доступного сырья и твердотопливного котла (или рынка сбыта продукции).
Среди преимущественных характеристик прессов:
- рациональное применение древесных отходов (для отопления помещений, теплиц, подсобок, золу используют в качестве удобрения);
- понятный и доступный производственный процесс;
- простое и надёжное устройство (гидравлические модели практически не имеют узлов повышенного износа);
- обслуживание не требует знаний сложных технологий.
К недостаткам относятся:
- использование оборудования предусматривает подготовку сырья;
- быстрый износ узлов в шнековом экструдере;
- в некоторых видах предусмотрена добавка связующих веществ.
Виды прессов
Прессы, используемые для обработки опилок, бывают 4-х видов. Отличия между устройствами отмечаются в принципе работы и стоимости.
Требования к подготовке сырья одинаковые:
- равномерное измельчение с получением фракций не более 25х25х2 мм;
- уровень влажности в пределах 4-10%.
Каждая модель обладает как преимуществами, так и недостатками, поэтому перед выбором следует внимательно ознакомиться с техническими характеристиками:
- Ударно-механический пресс по принципу работы напоминает перфоратор, где кривошипно-шатунный механизм передаёт серию толчков поршню с частотой 20 раз в секунду. Удары провоцируют продавливание опилок через фильеру. Оборудование справляется с прессованием не только отходов древесины, но и смеси из угольной пыли, соломы, торфа, остатков после обработки МДФ. Главное преимущество пресса – длительное функционирование без участия человека. Также отмечается высокая производительность. Уязвимым местом являются узлы кривошипа, что обусловлено воздействием на них одновременно 2-х сил: ударной и трения.
- Гидравлический пресс представляет устройство из двух частей (пресс-формы, цилиндра). По принципу работы оборудование напоминает действие домкрата, где гидроцилиндр оказывает давление поршнем на пресс-форму, заполненную подготовленным сырьём. В результате образуется сформованный брикет. Оборудование считается простым и надёжным в использовании, узлы износа практически отсутствуют. Ценовая политика модели данного вида конкурентоспособны. Минусом является низкая производительность. Также существует нюанс в производственном процессе – в подготовленные опилки добавляется связующий компонент.
- Шнековый пресс (экструдер) принципом работы схож с мясорубкой. Измельчённые и просушенные опилки подаются по шнеку через фильеру, в результате чего масса сжимается и прессуется под высоким давлением. Процесс предусматривает воздействие высоких температур, без которых оборудование может заклинить. Горячий поток провоцирует выделение из древесины лигнина (природного связующего вещества), который скрепляет мелкое сырьё и является залогом качественной формовки. Шнековое устройство по производительности считается лидером, производственный процесс выполняется непрерывно. Из недостатков отмечается необходимость в прогреве, что делает процедуру подготовки длительной. Также нужно учесть, что готовый продукт имеет меньшую калорийность из-за воздействия высокой температуры (выше 120°С). Такие узлы, как шнек и фильера в связи с повышенным трением в рабочем режиме быстро изнашиваются.
- Пресс-гранулятор схож по принципу работы с гранулятором для комбикорма, только вместо зерновых культур используются опилки. По сравнению с другими видами оборудование имеет простейшее устройство, но при этом отличается неплохой производительностью и доступной ценовой политикой. Пресс комплектуется различными приспособлениями, позволяющими улучшить качество получаемого продукта. Это: миксер для перемешивания сырья, увлажнитель для пересушенной заготовки, различные насадки для резки, что изменяет форму брикетов. Процесс производства предусматривает использование дополнительного связующего компонента для увеличения плотности. Из минусов отмечается необходимость измельчать сырьё при подготовке до самой мелкой фракции. На таком оборудовании удастся изготовлять брикеты только маленького размера.
Каждая модель обладает как преимуществами, так и недостатками, поэтому перед выбором следует внимательно ознакомиться с техническими характеристиками
Производство топливных брикетов
В домашних условиях изготовление брикетов из опилок осуществляется по таким же технологиям, как и в условиях производственного предприятия, поэтому прежде чем приступать к созданию самодельного оборудования для решения такой задачи, необходимо вникнуть во все технологические нюансы производства данного топлива.
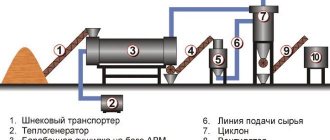
Технологическая схема производства топливных брикетов в промышленных условиях
Процесс производства брикетов для отопления начинается с измельчения исходного сырья, в качестве которого, как уже говорилось выше, могут быть использованы древесные опилки, стружка, а также отходы переработки сельскохозяйственных культур: шелуха пшеницы, гречихи, риса и подсолнечная лузга. После измельчения сырье для топливных брикетов тщательно просушивается до уровня влажности, составляющей порядка 10 %.
Формирование из исходного сырья плотного брикета может быть осуществлено по одной из двух технологических схем. Для реализации каждой из них требуется соответствующее оборудование, а именно:
- пресс брикетировочный;
- пресс-экструдер.
Гидравлический пресс для изготовления топливных брикетов без использования связывающих веществ
Технология изготовления брикетов для отопления как в первом, так и во втором случае подразумевает оказание значительного давления на исходное сырье, в результате чего из древесины начинает выделяться лигнин – природный компонент, выступающий в роли связующего вещества. Таким образом, для изготовления брикетов можно не использовать дополнительные клеевые составы, что позволяет сохранить экологическую чистоту топлива.
Для производства евродров по первой технологической схеме используется механический или гидравлический пресс для брикетов, способный формировать усилие до 500 Бар. В результате такого силового воздействия происходит самопроизвольный разогрев используемого сырья и формирование из него плотного бруска прямоугольной формы.
Экструзионная схема изготовления топливных брикетов предполагает использование шнекового пресса, который способен оказывать на используемое сырье давление, значение которого доходит до 800–1000 Бар.
Схема работы пресса-экструдера
При реализации данной технологии производства евродров сырье загружают в приемный бункер, которым оснащен шнековый брикетировщик. Далее захваченное шнеком сырье проталкивается в зауженный канал пресса, где и происходит уплотнение материала под высоким давлением. При сдавливании в зауженной части рабочей камеры шнекового пресса для опилок происходит самопроизвольный разогрев сырья, в результате чего готовый брикет формируется при одновременном воздействии высокого давления и значительной температуры. Готовый брикет при его прессовании на шнековом оборудовании имеет вид шестигранного бруска, порезанного на отрезки требуемой длины.
Вот так брикеты выдавливаются шнеком
Выбор оборудования
При выборе пресса для опилок следует учитывать важные факторы:
- назначение оборудования;
- под какое сырьё работает;
- тип выпускаемых брикетов;
- мощность устройства;
- планируемый объём выпуска готовой продукции;
- комплектация другим оборудованием для получения продукта высокого качества;
- функциональность выбранной модели;
- режим работы агрегата и особенности его обслуживания.
Также нужно обратить внимание на узлы, которые подвергаются износу. Частые ремонты и их стоимость помогут определить рациональность покупки той или иной модели.
Выбирая пресс для личного пользования, следует помнить, что оборудование должно быть простым с возможностями настройки параметров. Если продукцию не планируется выставлять на продажу, то достаточно приобрести всего один агрегат. Для удешевления покупки можно воспользоваться интересными предложениями о продаже устройств, бывших в употреблении.
Выбирая пресс для личного пользования, следует помнить, что оборудование должно быть простым с возможностями настройки параметров
Прессы для металлической стружки
Предлагаем на выбор брикетировщики для металла вертикального типа и более производительеные горизонтальные машины. Ниже в таблицах представлены основные характеристики прессов для металла:
Горизонтальные модели брикетировочных прессов
| Модель | Усилие прессования (т) | Размер брикета (мм) | Производительность (тонн/час) | Мощность (кВт) |
| 4000W | 400 | φ140x(70~140) | 1,5 — 3 | 2 x 30 |
| 6300W | 630 | φ200x(160~200) | 4 — 5 | 2 x 45 |
| 10000W | 1000 | φ300x(220~270) | 8 — 10 | 3 x 45 |
Вертикальные модели брикетировочных прессов
| Модель | Усилие прессования (т) | Размер брикета (мм) | Производительность (тонн/час) | Мощность (кВт) |
| 2500 | 250 | φ110x(50~70) | 0,6 — 0,8 | 22 |
| 3150 | 315 | φ120x(50~70) φ140x(50~70) | 0,8 — 1,1 | 30 |
| 4000 | 400 | φ140x(70~100) φ160x(70~100) | 1,3 — 1,6 | 37 |
| 5000 | 500 | φ160x(70~100) φ180x(70~100) | 1,7 — 2,5 | 45 |
| 6300 | 630 | φ180x(100~140) φ200x(100~140) | 2,8 — 3,5 | 2 x 37 |
Для точного выбора модели напишите нам пожалуйста через онлайн-консультант или позвоните на бесплатный номер: 8
Об оборудовании:
Прессы для брикетирования металлической стружки серии Y83 в основном используются для брикетирования стальной стружки, стружки чугуна, медной и алюминиевой стружки в цилиндрические блоки высокой плотности ≥5,5 т/м3 (без связующего). Брикеты в свою очередь применяются для облегчения восстановления и плавки, особенно стружка чугуна может заменить чугун после прессования.
Брикетировщик может также производить холодное прессование порошка и гранулированного лома чугуна, алюминиевого лома, медного лома, короткого стального лома и другого металлического лома.
Преимущества:
1. Оборудование для брикетирования оснащено гидравлической трансмиссией, высоко интегрированным блоком клапанов, сверхбольшим диаметром потока, что снижает потери давления в системе и обеспечивает хорошую герметичность.
2. Использование вставных клапанов, электрогидравлических пропорциональных клапанов и уникальной конструкции масляного контура делают гидравлическую систему безупречной. Даже если система будет работать при длительной большой нагрузке, она не выйдет из строя.
3. Устройство предварительного сброса давления полностью исключает гидравлический удар.
4. Усовершенствованная гидросистема для обеспечения высочайшей производительности.
5. Электрическая часть оснащена импортной системой автоматического управления ПЛК, которая обладает сильной защитой от помех и низким уровнем отказов.
Часто задаваемые вопросы:
1. Как выбрать подходящую машину для брикетирования алюминиевой стружки?
Во-первых, вам нужно понимать, какой размер и вес брикета вам понадобятся после прессования. Этот вопрос необходимо согласовать с потребителем брикетов, послечего вы можете легко выбрать подходящий гидравлический пресс для брикетирования алюминиевой стружки. Затем выясните, сколько материала вам нужно будет прессовать за 8 часов. Это важно для выбора правильной и подходящей машины для брикетирования металлической стружки. Исходя из этого, мы можем предложить вам наиболее подходящую машину для брикетирования алюминия Ruf.
2. Каков гарантийный срок машины для брикетирования бронзового порошка?
Гарантийный срок на брикетировщик стружки составляет 12 месяцев, это наш обычный гарантийный срок, если вы хотите продлить гарантийный срок, мы можем это обсудить за дополнительную плату. В течение гарантийного срока мы несем ответственность за машину для производства алюминиевых брикетов в случае возникновения каких-либо проблем, кроме неправильного использования или обслуживания.
3. Осуществляете ли вы монтаж и пуск в эксплуатацию прессов для брикетирования железного порошка?
Да, конечно, мы отвечаем за гидравлический пресс для брикетирования чугуна, хотя он не сложен в установке, просто нужно подключить его к источнику питания, а затем начать проверку машины, потому что гидравлическая система и электрическая часть настроены до отгрузки, но мы можем помочь вам установить и протестировать машину.
4. Каковы условия оплаты пресса для брикетирования мелкой металлической стружки?
Наши стандартные условия — 50% аванс и 50% по готовности оборудования для прессования отходов на заводе-изготовителе. Цены мы указываем в валюте, а оплата в рублях по курсу ЦБ на день платежа.
Делаем своими руками
Дороговизна оборудования далеко не всегда оправдывает затраты на его покупку, поэтому народные умельцы воплощают свои разработки для создания самодельных прессов. Стоит отметить, что сделать шнековое устройство достаточно сложно, поэтому за такой вид прессования берутся не все.
В домашних условиях достичь необходимого уровня давления, которое бы обеспечило выделение лигнина практически невозможно. А вот гидравлические агрегаты и грануляторы соорудить своими руками вполне возможно.
Все самодельные устройства подразделяются на основных три типа:
- Сама технология брикетирования опилок достаточно интересна и имеет свои преимущества, поэтому хозяева не отказывают себе в желании обзавестись домашним прессом
из домкратов;
- с ручным приводом;
- с гидравлическим приводом.
Сама технология брикетирования опилок достаточно интересна и имеет свои преимущества, поэтому хозяева не отказывают себе в желании обзавестись домашним прессом.
Благодаря использованию брикетов удаётся предотвратить образование мусора у топки печи или котла, а также исключить частые загрузки. Расположение самодельных агрегатов может быть настенное и напольное, это уже кому как удобно.
Прежде чем приступить к сборке пресса, нужно учесть все этапы производственного процесса для обеспечения просушки и измельчения сырья. Также стоит позаботиться о подсобке или сарае для складирования готовой продукции.
Для сборки гидравлического пресса понадобится подготовить следующие материалы и инструменты:
- металлический лист 4-6 мм;
- уголок 100х100 мм;
- швеллер;
- труба с толстыми стенками (диаметр определяется размерами брикетов на выходе);
- труба 25-30 мм для изготовления штока пуансона;
- оцинкованная сталь для формировки лотков;
- труба больших размеров или лист металла для изготовления корпуса миксера;
- сварочный аппарат и электроды;
- болгарка с дисками;
- дрель;
- молоток;
- измерительные приспособления и др.
Общая информация о прессе для брикетирования
Оборудование выпускают в разнообразном исполнении. Развиваемое усилие варьируется в пределах от 500 до 3000 кгс/кв.см.
Примерная стоимость в рублях:
- мини-прессы – 70 000–100 000;
- модели бюджетного класса – 200 000;
- многофункциональные станки с большим ресурсом – от 300 000 до 1 000 000.
Самодельный агрегат можно изготовить в домашних условиях из подручных материалов.
Предназначение
Пресс сдавливает мелкофракционное сырье до его превращения в плотный брикет. Дорогие модели одновременно нагревают исходный материал до температуры в +150…300°С, что способствует выходу лигнина из растительных клеток.
Пресс сдавливает сырье в плотный брикет.
Станки, предназначенные для непрерывного производства евродров, разрезают их на отдельные бруски.
Конструктивные особенности: основные элементы
Главные составляющие пресса:
- Миксер. Перемешивает несколько видов сырья до состояния однородной смеси.
- Матрица. Придает сырью нужную форму.
- Пуансон. Оказывает давление на исходную массу.
- Рабочий механизм с приводом. Преобразует электрическую энергию в усилие сжатия.
- Станина. Основание, к которому крепят все компоненты.
Некоторые модели дополнительно оснащают нагревателем и ножом.
Принцип работы
Смесь поступает в матрицу, где подвергается давлению со стороны пуансона. Происходит уплотнение сырья с одновременной формовкой.
Принцип работы пресса для брикетов.
По принципу действия станки делятся на 2 вида:
- Прерывистые. В ходе производства многократно повторяют цикл: загрузка сырья – сжатие – выемка готового продукта из формы.
- Непрерывного действия (экструдеры). Подсыпка сырья и выдавливание продукта происходят постоянно, одновременно последний разрезают на бруски.
Конструкция изготавливается на основе гидравлической установки
Пошаговая инструкция по изготовлению пресса
- Для изготовления основания нужно соединить детали из швеллера с помощью сварки.
- Из уголков нарезать 4 заготовки длиной 1,5 м (они используются в качестве стоек). Приварить их к основанию на одинаковом расстоянии друг от друга (расположение вертикальное).
- К уголкам зафиксировать изготовленный из трубы большого диаметра барабан. Если такой трубы не оказалось под рукой, сделать корпус миксера можно из листа жести. Для увеличения производительности его оснащают электромотором.
- Из листового железа изготавливается короб для засыпки сырья. Рекомендуется сделать форму корпуса в виде конуса для самопроизвольного движения загрузки при заполнении лотков.
- К нижней части конусовидного корпуса фиксируют редуктор и приваривают лоток для выходной продукции.
- В трубе, имеющей толстые стенки, проделать отверстия с промежутками 3-5 мм. Во время давления на массу сквозь дыры будут выходить воздух и вода. К нижней части заготовки приварить фланец, который будет удерживать съёмное дно. Днище изготавливается из листа стали в виде круга с проушинами.
- Приварить матрицу к основанию под конусовидным корпусом.
- Из стального листа вырезать диск такого размера, который бы позволял свободно перемещаться в матрице. Он выполняет функцию пуансона.
- Заготовленную трубу для штока приварить к пуансону. Другой край крепится к гидравлической установке.
- Собранный узел крепится на стойки прямо над матрицей.
- Приёмный лоток устанавливается таким образом, чтобы не мешал процессу съёмки и фиксации матричного дна.
Предварительную просушку обеспечат ТЭНы, установленные по периметру станка. Принять окончательную готовность брикеты смогут на открытой площадке при низком показателе влажности воздуха.
Согласно технологическому процессу сырьё перед обработкой нуждается в подготовке, а значит, потребуется сушилка и устройство для измельчения
Как самостоятельно сделать пресс для топливных брикетов
Заводской пресс для изготовления топливных брикетов, который может работать по одной из вышеописанных схем, стоит достаточно дорого, поэтому приобретать такое оборудование целесообразно лишь в том случае, если планируется производство топлива в промышленных масштабах. Для того чтобы производить отопительные брикеты для собственных нужд, можно изготовить самодельный пресс, воспользовавшись одной из конструктивных схем такого устройства, которые несложно найти в интернете.
Чертежи пресса для изготовления брикетов (нажмите для увеличения)
Самодельный пресс для брикетирования можно изготовить полностью с нуля или использовать в качестве основы такого оборудования готовый механизм, способный создавать значительное давление. По какой бы конструктивной схеме ни был изготовлен самодельный брикетировщик, следует учитывать тот факт, что такое устройство не сможет создать давление, достаточное для выделения из древесных опилок лигнина. Именно по этой причине, применяя для изготовления брикетов пресс самодельного типа, в опилочную массу перед прессованием добавляют связующие вещества, в качестве которых могут быть использованы:
- недорогой обойный клей;
- глина, которая добавляется в опилочную массу в соотношении 1:10;
- предварительно размоченная бумага или гофрокартон, которые содержат в своем составе лигнин, проявляющий свои клейкие свойства при контакте с водой.
Особенность изготовления брикетов при помощи самодельной конструкции заключается еще и в том, что опилочную смесь перед прессованием не сушат, а замачивают, что способствует лучшему склеиванию частичек, из которых такая смесь состоит. Сушке на открытом воздухе при использовании самодельного пресса для опилок подвергают уже готовые брикеты.
Изготовление устройства с нуля
Для того чтобы практически с нуля изготовить пресс для производства топливных брикетов, можно взять за основу винтовой (или рычажный) механизм, при помощи которого такое устройство будет создавать требуемое давление. Чтобы сделать такой ручной пресс, вы можете даже не искать чертежи, достаточно выполнить технический рисунок, ориентируясь на размеры используемого механизма.
Самодельный пресс рычажного типа
Матрица самодельного пресса может быть круглой или прямоугольной формы
Принцип действия винтового (или рычажного) пресса заключается в следующем: сырье для изготовления топливных брикетов помещается в перфорированную емкость, которая после наполнения устанавливается под станину устройства. Давление, которое обеспечивает такой механический пресс, создается вращением винта или движением рычага – в зависимости от особенностей конструктивного исполнения. Более производительным и удобным в использовании является ручной брикетировщик рычажного типа, поскольку в нем форма, в которой происходит формирование топливного брикета, освобождается от готового изделия значительно проще.
Самодельные брикетирующие устройства рычажного и винтового типа отличаются простотой конструкции, однако не могут похвастаться высокой производительностью. Использовать механический мини-пресс для брикетов, выполненный на основе винтового или рычажного механизма, целесообразно для периодического изготовления евродров в небольших количествах.
Изготовление брикетировщика на основе готового силового механизма
Более мощный, производительный и удобный в эксплуатации брикетировщик (или пресс брикетировочный) можно сделать на основе готового силового механизма, в качестве которого может быть использован гидравлический домкрат или небольшой гидравлический пресс. Чтобы преобразовать такой силовой агрегат в брикетный пресс, его необходимо оснастить пуансоном и матрицей, которые и будут обеспечивать формирование топливного брикета из опилочной массы, смешанной со связующим составом.
Особенности конструкции, которыми отличается пресс брикетировочный, изготовленный на основе гидравлического домкрата или силового механизма другого типа, заключаются в следующем.
- Гидравлический приводной механизм соединяется с пуансоном, размеры которого должны соответствовать размерам матрицы. В полости последней и осуществляется формирование топливного брикета из опилочной массы.
- Для изготовления матрицы, в стенках которой сверлятся отверстия для выхода воздуха и влаги, можно использовать толстостенную трубу.
- Матрица самодельного пресса оснащается съемным дном, при снятии которого готовый брикет просто выталкивается из ее внутренней полости пуансоном.
Принцип действия самодельного пресса на базе гидравлического домкрата
Чтобы изготовить пресс гидравлический для производства топливных брикетов, кроме силового механизма и толстостенной трубы для матрицы, потребуются следующие расходные материалы:
- металлический швеллер;
- равнополочный уголок № 100;
- металлический лист толщиной 3–6 мм, из которого будут изготовлены пуансон и съемное дно для матрицы (толщина такого листа выбирается в зависимости от диаметра матрицы: чем больше данный параметр, тем толще должен быть лист);
- труба диаметром 25–30 мм, из которой будет изготавливаться шток пуансона;
- труба большого диаметра, которая необходима для того, чтобы изготовить корпус миксера (если трубы подходящего диаметра нет в наличии, то оснастить самодельный брикетировочный пресс можно миксером, корпус которого изготовлен из листа жести);
- листы оцинкованной стали (из них будут изготавливаться лотки самодельного пресса для брикетов), один из которых используется для загрузки в полость матрицы исходного сырья, а второй – для приема готовых топливных брикетов.
Внутренний диаметр толстостенной трубы, из которой будет изготавливаться матрица самодельного брикетировщика, выбирается в зависимости от того, каким должен быть размер поперечного сечения брикетов, которые планируется делать на таком устройстве. При выборе данного параметра следует иметь в виду: чем меньше будет диаметр брикетов, тем выше будет их плотность, но при этом пресс гидравлический будет работать с невысокой производительностью.
Сварка каркаса самодельного пресса
Самодельный пресс для производства брикетов, основу которого составляет домкрат или другой силовой механизм гидравлического типа, собирается в следующей последовательности:
- Из предварительно нарезанных отрезков швеллера сваривается основание устройства.
- К полученному основанию самодельного пресса привариваются 4 вертикальные стойки, для изготовления которых используются отрезки уголка длиной 1,5 метра каждый.
- Из трубы большого диаметра или листа жести изготавливается барабан, в котором будет выполняться перемешивание опилочной массы. Для изготовления такого барабана можно использовать бак от старой стиральной машины.
- Барабан для смешивания опилочной массы крепится на стойках самодельного пресса (по возможности его следует оснастить приводом, состоящим из электродвигателя и ременной передачи).
- Лоток, по которому подготовленная смесь будет подаваться в полость матрицы, фиксируется непосредственно под барабаном-смесителем.
- В стенках толстостенной трубы, которая будет выступать в качестве матрицы самодельного брикетировщика, сверлится несколько отверстий диаметром 3–5 мм. Через них из опилочной массы в процессе ее сдавливания пуансоном будут выходить воздух и лишняя влага. Выполняя такие отверстия, следует располагать их равномерно по всей высоте матрицы.
- К нижнему торцу матрицы самодельного пресса для брикетов приваривается фланец, к которому будет прикручиваться съемное дно, представляющее собой круг из металлического листа с приваренными к нему проушинами.
- К основанию пресса матрица приваривается или прикручивается непосредственно под загрузочным лотком.
- В качестве пуансона, которым самодельный брикетировщик будет оказывать давление на опилочную массу, используется металлический круг. Такой круг вырезается из листового металла. Сделанный подобным образом пуансон должен иметь диаметр, позволяющий ему спокойно извлекаться из полости матрицы пресса. Для изготовления штока, один конец которого приваривается к пуансону, а второй соединяется с рабочим органом гидравлического силового механизма, можно использовать трубу диаметром 25–30 мм.
- Последнее, что следует сделать, чтобы самодельный пресс брикетировочный был готов к использованию, – это закрепить пуансон на стойках, расположив его точно над полостью матрицы.
Процесс сборки пресса
Самодельный пресс высокой производительности
Многие домашние мастера задаются вопросом, как сделать своими руками ударно-механический или шнековый пресс для брикетов, которые отличаются более высокой производительностью, чем пресс брикетировочный вышеописанной конструкции. При этом надо учитывать следующее: чтобы изготовить пресс шнековый, потребуется использование специального металлообрабатывающего оборудования и достаточно дорогостоящих материалов, что может свести на нет весь смысл такого трудозатратного мероприятия.
Пресс с электромотором
Чтобы разобраться в устройстве пресса, лучше посмотреть подробный обзор заводского станка.
Самодельный или покупной
Покупка пресса оправдана в тех случаях, когда планируется наладка производства. Приобретать оборудование для изготовления брикетов, которые впоследствии будут использоваться только в хозяйственных нуждах, нет необходимости. К тому же стоимость агрегатов высокая, не всем по карману. Да и монтаж предусматривает наличие отдельного помещения.
Согласно технологическому процессу сырьё перед обработкой нуждается в подготовке, а значит, потребуется сушилка и устройство для измельчения. К тому же готовые брикеты после изготовления нужно хранить в сухом помещении, которого просто может не оказаться.
Кустарное производство не выдаст качественный продукт, брикеты будут иметь недостаточную плотность, а это снижает показатель удельной теплоты сгорания. Взвесив все факторы, можно резюмировать, что приобретать дорогостоящее оборудование нет смысла.
Если в доме установлен котёл под твёрдое топливо, соорудить пресс можно своими руками. Для этого потребуются доступные материалы, а также ознакомление со схемами конструкции, чтобы выбрать подходящий вариант.
Преимущества использования готовых прессов в производственных целях:
- простое устройство оборудования;
- возможность осуществлять замену изношенных узлов;
- выбор моделей разных мощностей и производительности;
- технологический процесс не требует особых знаний и навыков;
- обустроить цех можно в небольшом помещении.
Принимая решение о запуске производства, стоит учесть важные факторы:
- вид сырья, его доступность;
- примерный объём переработки за определённый промежуток времени;
- необходимые площади;
- схему реализации готовой продукции.
Для масштабного производства рекомендуется приобретать автоматическое и полуавтоматическое оборудование. Агрегаты отличаются высоким КПД и износостойкостью рабочих узлов.
Поставить на поток изготовление наполнителей для лотков животных можно с помощью использования грануляторов. Диаметр выпускаемой продукции как раз соответствует стандартам, да и большой плотности не требуется.
Самодельные брикеты из опилок
Брикеты из опилок пользуются большой популярностью в Европе из-за их экологичности и доступности. У нас такой вид топлива тоже достаточно востребован. Ими можно топить камин, печку или разжигать мангал. Изготовить брикеты из опилок возможно и своими руками, правда понадобится специальное оборудование и знания о выборе подходящего сырья.
Что такое брикеты из опилок?
В неподготовленном виде топить опилками не выгодно из-за низкого КПД теплоотдачи. Для увеличения КПД их брикетируют путем уплотнения. Брикеты имеют влажность на уровне от 10 до 12% и теплоотдачу в 4500 ккал/кг. Такой КПД в 2-4 раза выше, чем у дров. Это является причиной популярности готового брикетированного продукта.
У производителей изготовление брикетов пользуется популярностью по причине выгоды и дешевизны изготовления. Деревообработчики получают возможность достигать безотходности производства.
Прессуют опилки без добавок. Процесс уплотнения способствует выделению лигнина, естественного клейкого вещества, благодаря которому достигается высокая прочность.
Особенности изготовления промышленным способом
Промышленное производство брикетов из опилок включает два рабочих процесса – дробление сырья и прессование. Если пресс создает высокое давление – на выходе получаются уже готовые брикеты. При применении пресса более низкого давления, брикетам понадобится сушка. Используют как горячее, так и холодное прессование.
Самые мелкие опилки получаются при распиловке леса, их и используют для брикетов высшего качества. Из обычных древесных опилок тоже получается вполне достойное топливо.
На производстве процесс изготовления брикетов из опилок выглядит следующим образом:
- Опилки засыпают в контейнер дробилки для измельчения.
- Полученную фракцию прессуют. Пресс пропускает сырье через фильеры, позволяющие получить на выходе определенную форму брикетов.
- Фасуют брикеты в пленку.
Исходное сырье должно иметь влажность не более 10%. Процесс прессования создает давление, повышающее температуру опилок. Они досушиваются до влажности 4%. При такой влажности их можно упаковывать.
Виды форм топливных брикетов из опилок
Различают три формы, получаемые в процессе прессования:
- Кирпичи – форма RUF. Размеры- 150х100х60 мм. Влажность брикета до 10%, плотность порядка1,2 г/см3. Теплоотдачу дают в 4400 ккал/кг. Такие брикеты малозольные, хорошо горят. Упаковка весит 10 килограмм, в ней 12 брикетов. Производятся холодным прессованием и имеют большой срок хранения – 3 года.
- Карандаши – Pini Kay. Показатели влажности, теплоотдачи и плотности аналогичны RUF. Размеры -250х60 мм, с отверстием диаметром 18-20 мм. Горят прекрасно за счет наличия отверстия в середине брикета. Создается дополнительная тяга. Делаются шнековым прессованием при высоких температурах. Срок годности до пяти лет.
- Цилиндры – NESTRO. Влажность брикетов от 8 до 10%. Плотность -1,0 г/см3. Теплоотдача 3900 ккал/кг. Имеют длину от 200 до 380 мм. В диаметре такой цилиндр 90 мм. Делают брикеты прессованием при среднем давлении. Срок годности у них всего год и зольность выше, чем у двух других.
Блиц-советы
- При изготовлении самодельного шнекового экструдера нужно использовать только высококачественную сталь.
- Воспроизвести процесс производства брикетов с выделением лигнина на самодельном оборудовании не получится, поэтому рекомендуется добавлять в измельчённое сырьё глину, дешёвый обойный клей или гофрокартон. Эти компоненты будут использованы в качестве связующего вещества.
- Самыми простыми и доступными считаются сделанные своими руками устройства, оснащённые ручным винтовым приводом. Перфорированная форма наполняется подготовленными опилками, замешанными со связующим компонентом. Формовка осуществляется путём закручивания винта. Такой пресс имеет один существенный недостаток – низкую производительность.
- Некоторые умельцы используют для сборки домашнего пресса гидравлический домкрат. Стоит отметить, что такое приспособление не способно создать давление даже 300 Бар. Улучшить качество брикетов поможет небольшое количество воды и связующее вещество, добавленные в измельчённое сырьё.
- Под пресс используются измельчённые опилки, поэтому оборудование следует дополнить роторным станком, на котором можно подготовить сырьё к прессованию. Также можно измельчитель смастерить собственноручно из старой стиральной машины. Для этого достаточно вместо активатора установить ножи.
Брикетировочный пресс: сильные стороны
С момента появления на потребительском рынке гидравлические прессы от известного производителя успели завоевать популярность и показали свои лучшие технические и функциональные характеристики.
Предприятия металлообрабатывающей промышленности, применяющие брикетировочные прессы, имеют возможность в несколько раз сокращать расходы и полезные площади на складское хранение стружки.
К преимуществам брикетировочных прессов Y83 можно отнести снижение потерь при плавке брикетированной стружки, благодаря уменьшению в несколько раз контактной поверхности стружки.
Выводы
Возьмем на себя смелость утверждать, что если у вас не хватает денег на покупку нормального оборудования, но есть в достаточном количестве сырье для производства брикетов, воспользуйтесь какой-нибудь из схем финансирования, чем покупать шнековый пресс, особенно в комплекте с примитивной сушилкой, которая добавит проблем вполоть до полной невозможности производить что-либо, как мы можем наблюдать сегодня в местах таких инсталляций. Например, заметьте, что сегодня даже в Китае работают оригинальные пресса C.F.Nielsen, закупленные в Дании. На них утилизируются отходы мебельных производств, перерабатывается вторичная древесина и отходы пилорам.
Размер инвестиций в полный цикл производства брикетов годовым объемом 10-15 тыс.тонн, начиная от измельчения горбыля и балансов, при гарантированном сбыте, составляет 400-600 тысяч евро. Такие производства мы рекомендуем делать на базе оборудования ударно-механического типа фирмы C.F.Nielsen a/s, Дания . В этом варианте вы получите 1-2 человека в смену обслуживающего персонала, стабильно высокую (до К=0,9) загрузку этого оборудования и окупаемость проекта за 1-2 года. Это оборудование полностью автоматическое и никогда не подведет.
Если объем сырья небольшой и его не надо сушить, то подойдет гидравлический пресс для выпуска брикета РУФ.
С другой стороны, понятно, что основная роль при принятии решения о закупке брикетирующего оборудования отводится цене. Если Вы все же остановили свой выбор на шнековом прессе Pini-Kay, будьте готовы каждодневно решать обозначенные выше проблемы.