Горелка для сварочного полуавтомата
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции.
Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG.
И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.
Газовая горелка для сварочного полуавтомата
Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.
Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Полуавтомат из инвертора своими руками — обзор переделки.
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. В силу своей большой распространенности и малой стоимости, MMA инверторы есть в арсенале многих мастеров. А вот с MIG сваркой дело другое – эти устройства дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким уж и сложным.
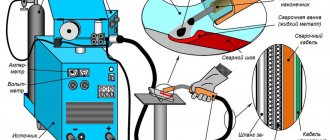
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Подающий механизм
Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Поделись с друзьями
0
0
0
2
svarkalegko.com
Клапан подачи углекислоты на сварочном полуавтомате
- Дата: 20-06-2015
- 641
- : 49
Сварочные полуавтоматы являются простыми и надежными конструкциями. Но нет ничего вечного, даже самые качественные механизмы могут выйти из строя, в основном причинами могут служить нарушения правил эксплуатации.
Устройство сварочного полуавтомата.
Чаще всего неисправности сварочного полуавтомата происходят в наиболее слабых местах оборудования. В данном механизме таким местом является клейменая колодка, к которой подключают сварочную проводку.
При плохом контакте в совокупности с повышенными показателями сварочного тока может произойти перегрев соединений и подключенных к нему кабелей.
Это приведет к разрушению соединения, впоследствии обгорает изоляционный слой на концах обмоток и может произойти короткое замыкание.
В этом случае перебираются нагревающиеся соединения, зачищаются контакты и зажимы для создания хорошего прилегания контактов всех элементов. Могут произойти и другие неисправности.
Самостоятельное отключение сварочного устройства
Работа сварочного полуавтомата.
В этой ситуации при подключении к сети происходит самопроизвольное отключение, так как срабатывает защитный элемент. Такие проблемы чаще всего происходят в процессе замыкания цепи высокого напряжения. Обычно замыкают провода и корпус или сама проводка. Сработать защита может вследствие замыкания между катушечных витков или элементов магнитопровода.
Если необходим ремонт, следует отключить сварочный аппарат от электросети, обнаружить очаг неполадки и исправить его — это может быть восстановление изоляции, замена конденсатора и другие возможные неисправности.
Сильно гудит сварочный полуавтомат
Подобного рода проблемы чаще всего сопровождаются перегревом оборудования. Факторов может быть несколько:
- ослабли болты, которые стягивают магнитнопроводные элементы;
- поломка в креплении сердечника или в механизме перемещения катушек;
- перегрузка оборудования (довольно долго работал сварочный аппарат, наивысшие показатели тока, большое сечение электрода).
Устройство может сильно гудеть и при замыкании сварочной проводки или элементов магнитопровода. При создании такой неисправности требуется проверка всех креплений, а при необходимости их подтягивают, устраняются неполадки в механизме крепления сердечника, нужно провести проверку и заизолировать сварочные кабеля.
Устройство горелки полуавтомата.
Чаще всего такие нарушения происходят от несоблюдения правил эксплуатации — установка сварочного тока превышает допустимые нормы, применяются слишком большие электроды, а также нарушается продолжительность работы (без необходимого перерыва) сварочного аппарата. Если возникли такие проблемы, требуется соблюдение режима, допустимого для этого устройства, а также охлаждать аппарат, делая перерыв в работе.
Чрезмерный перегрев приводит к замыканиям витков обмотки катушек — это последствия горения изоляционного слоя, который приводит даже к задымлению. Это считается самой серьезной поломкой, при которой аппарат может сгореть.
Если это случилось, то необходимо провести восстановление изолирующего слоя проводки в катушках, но, бывает, что не обойтись без полной перемотки.
При произведении перемотки должен использоваться провод предыдущего сечения и с таким же количеством витков.
А если маленький показатель сварочного тока? Эти неисправности связаны с понижением напряжения сетей питания или поломкой регулятора, подающего ток к аппарату.
Если же не регулируется ток сварочного аппарата, то подобная проблема случается от неисправности механической регулировки тока.
Регуляторы в каждых моделях имеют разную модификацию. Проблемы чаще всего происходят в винтах регулятора, в зажимных элементах, при неравномерной подвижности вторичных катушек, если замкнула дроссельная катушка, а также при проникновении мусора или инородных предметов. В этом случае должен сниматься кожух и необходимо провести исследование всех механизмов регулирования.
Дополнительные проблемы, когда неисправен прибор
- Самопроизвольный перерыв дуги без возможности возобновления работы. При такой неисправности вместо дуги появляются только искры. Это происходит, если существует пробой в обмотке высокого напряжения, от замыкания сварочных проводов, если нарушено соединение проводов с клеммами устройства.
- Перерасход тока в сети без нагрузки. Такая проблема может возникнуть из-за замыкания витков обмотки, которую можно устранить путем восстановления изоляции или при полной смене обмотки на катушке сварки.
Помимо того, чтобы иметь представление, из каких элементов состоит сварочный аппарат, необходимо ознакомиться с комплектующими изделиями:
- кабель заземления;
- дистанционный пульт управления;
- горелка полуавтоматическая;
- проволокоподающий элемент;
- кабель управления;
- блок охлаждения;
- источник тока;
- газовый шланг;
- редуктор;
- баллон газовый.
В некоторых моделях проволокоподающее устройство, кабель управления и источник тока могут быть в одном блоке.
Ремонт сварочного полуавтомата
Отремонтировать сварочный полуавтомат можно не всегда, но если поломка не очень серьезная, то попробовать стоит.
Наиболее распространенной проблемой, при которой не нужно специальное оборудование, является прилипание электрода при допустимой силе тока. К такой поломке может привести следующее:
- недостаточное сетевое напряжение (это временный фактор и не требует ремонта);
- сетевой кабель неплотно прилегает к гнезду (в этом случае следует поправить или поменять разъем);
- в сети питания подпаливаются контакты (нужно подобрать другой удлинитель сечением более 2,5 мм, но при условии, что длина не будет превышать 40 м, ну а если превышает, то кабель используется более 4 мм).
В случае если сварочная дуга нестабильная или не полностью происходит расплавление проволоки, вероятней всего, срок контактного наконечника истек или неправильно присоединено зажимное заземление. При устранении этих неполадок нужно просто поменять наконечник или зачистить контакты зажимов от загрязнения.
Причинами, при возникновении перебоев с поступлением защитного газа, которые выражаются в плохом качестве шва при сварке, могут служить неисправности газового диффузора. Такую неисправность можно устранить, заменив элемент.
Итак, большинство проблем можно исключить при помощи замены пришедших в негодность элементов и составных частей сварочных полуавтоматов. Ну а если мелкий ремонт не принес результатов, то необходимо обратиться за помощью в сервис или к специалисту, который владеет знаниями и технической базой требуемых для ремонта сварочных полуавтоматов.
Доработка полуавтомата. Сварка для начинающих на видео 7
Настоящая Политика конфиденциальности персональных данных (далее – Политика конфиденциальности) действует в отношении всей информации, которую Интернет-сайт «Сам Автомастер», расположенный на доменном имени sam-avtomaster.com, может получить о Пользователе во время использования нашего сайта.
Настоящая Политика конфиденциальности применяется только к сайту «Сам Автомастер». Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Администрация сайта не проверяет достоверность персональных данных, предоставляемых Пользователем при отправке им электронного сообщения.
Идентификация посетителей
Для просмотра информации на сайте Sam-Avtomaster.com не требуется регистрация с указанием личных данных. Когда Пользователь заходит на наш сайт, никакая личная информация не собирается. Возможно просматривать сайт анонимно.
Электронная почта
Адрес электронной почты, а также почтовый адрес указываемый при заполнении полей формы комментариев, формы заказа и контактной формы не показывается другим посетителям сайта. Мы можем сохранять комментарии, сообщения электронной почты, оправленные Пользователями на сервере чтобы обрабатывать запросы, отвечать на вопросы и совершенствовать службы сайта.
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;
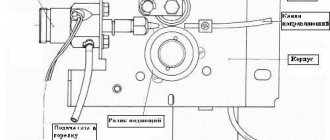
Клапан электромагнитный для сварочного полуавтомата
В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.
Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
Читать также: Относительной деформацией при кручении равна
В общем в свежекупленном сварочном полуавтомате от ПДГ-185 в комплектации РБР (встроенная горелка Binzel), сразу же обнаружились проблеммы