Подающие механизмы (устройства подачи сварочной проволоки) – главное устройство в процессе полуавтоматической сварки. Подающие механизмы для сварочных полуавтоматов – устройства для подачи электродной сварочной проволоки в горелку.
В механизм устанавливается кассета со сварочной проволокой. Подающий механизм имеет редукторный привод для подачи сварочной проволоки с определенной скоростью в зависимости от заданных параметров сварочного процесса. В зависимости от толщины сварочной проволоки, механизмы подачи могут иметь от 1 до 3х пар подающих роликов, проталкивающих проволоку в горелку. Кроме того при больших диаметрах проволоки, могут использоваться сварочные горелки с зацепляющими роликами.
Подающие механизмы для полуавтоматов производства ИТС представлены целой линейкой устройств для работы со сварочной проволокой диаметром от 0,8мм до 5мм. Помимо основных конфигураций по спецзапросу в ИТС может быть изготовлен механизм для работы с более толстыми типами проволоки в т.ч. толстой порошковой проволоки для нестандартных работ по сварке.
В соответствии с используемой проволокой подающие механизмы полуавтоматов ИТС могут быть настроены под работу с необходимыми параметрами сварочного тока. Различные механизмы подачи ИТС настраиваются на работу с токами от 50А до 700А. Подающие механизмы стыкуются с сварочными инверторами, получившееся устройство называется сварочным полуавтоматом. В данном случае имеются в виду комплектные сварочные полуавтоматы, кроме них имеются сварочные моноблоки ИТС, в корпусе которых совмещены подающее устройство и инвертор.
С большим напряжением использование полуавтоматической сварки является задачей сложной, небезопасной и малоэффективной, такие задачи лучше решать автоматической сваркой.
Подающие механизмы полуавтоматов ИТС имеют год гарантии, так же всегда на складе имеются дополнительные комплектующие и запчасти.
Основные модели подающих механизмов производства ИТС:
Подающие механизмы
| Название | Кол-во роликов, шт. | Номинальный сварочный ток, А (ПВ) | Скорость подачи проволоки, м/ч | Диаметр проволоки, мм | Вместимость сварочной кассеты | Размеры, мм | Вес, кг | ||
| Стальная | Порошковая | Самозащитная | |||||||
| ПДГ-312-5 | 4 | 315 (60%) | 40-960 | 0,8-1,6 | — | — | 15 | 630х280х500 | 20 |
| ПДГ-322 | 2 | 315 (60%) | 70-930 | 0,8-1,4 | — | — | 15 | 160х430х270 | 7,5 |
| ПДГ-421 | 4 | 400 (60%) | 60-960 | 0,8-1,4 | 1,2 | — | 5 | 490х185х295 | 12 |
| ПДГО-510* | 4 | 500 (60%) | 120-1100 | 1,0-1,6 | 1,2-2,0 | — | 15 | 640х240х420 | 18 |
| ПДГО-511 | 4 | 500 (60%) | 60-960 | 0,8-2,0 | 1,2-2,0 | 1,6-2,0 | 15 | 440х290х530 | 17 |
| ПДГО-601 | 4 | 630 (100%) | 60-820 | 1,2-2,0 | 1,2-3,2 | — | 15 | 640х240х420 | 18 |
| ПДГО-602** | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 15 | 560х350х360 | 26 |
| ПДГО-603 | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 30 | 1000х500х400 | 28 |
*- в стандартной производственной программе представлена также модификация подающего механизма ПДГО-510 — ПДГО-510А
(поставляется с автономным БУСП-2К-506/24В).
**- ПДГО-602 имеет ступенчатое регулирование скорости подачи электродной проволоки (28 ступеней) с помощью сменных зубчатых шестеренок
Подающий механизм ПДГ-312-5
| Подающий механизм ПДГ-312-5 закрытого типа. Внутри установлен 2-х роликовый редукторный привод CWF 3110, кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На панели механизма имеются резисторы регулировки скорости подачи сварочной проволоки и напряжения, технологических временных интервалов. Имеется версия ПДГ-312-5 с цифровой индикацией режимов сварки, четырехроликовым приводом подачи. Подробнее: |
Подающий механизм ПДГ-401
| Подающий мехазм ПДГ-401 предназначен для полуавтоматической сварки на постоянном токе плавящейся электродной проволокой в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. Плавная регулировка выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма. Обеспечивает стабилизацию скорости подачи сварочной проволоки и обратную связь по напряжению на двигателе подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 40 метров от сварочного источника. Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3 — 5 м и изгибах шлейфа. Подробнее: |
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор – подающий механизм приобрести готовый.
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
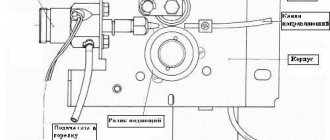
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Подающий механизм ПДГ-421
| Подающий механизм ПДГ-421 закрытого типа («Адмиралтеец»), внутри которого установлен 4-х роликовый редукторный привод CWF 4110, электромагнитный клапан, плата управления и газовый тракт. Органы управления сварочным режимом расположены на лицевой панели подающего механизма. Стыковочный узел с горелкой выполнен со втычным соединением. Возможно исполнение с евроразъемом Отличие от подающего механизма ПДГ-322М заключается в том, что плата управления в подающем механизме ПДГ-421 находится внутри корпуса подающего механизма и не имеет таких функциональных возможностей, как у ПДГ-322М. Подробнее: |
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Подающий механизм ПДГО-510
| Подающий механизм сварочной проволоки ПДГО- 510. Используется в составе комплектного сварочного полуавтомата. Подключается к сварочному источнику для MIG/MAG сварки. Служит для подачи сварочного плавящегося электрода и защитного газа в точку сварки. В качестве плавящегося электрода в подающем механизме ПДГО- 510, допускается использование сплошных типов сварочной проволоки, а так же различных типов сварочной порошковой проволоки. В качестве защитного газа ПДГО- 510 допускает любой тип, в зависимости от типа применяемой проволоки. Плата управления ПДГО- 510 позволяет переключать режимы сварки с 2-хтактного на 4-хтактный, обеспечивает работу функций «мягкий старт» и растяжка дуги», Inter Lock –разрыв дуги. Продувка газа осуществляется автоматически до и после сварки. Подробнее: |
Подающий механизм ПДГО-510А
| Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. Полуавтомат ПДГО-510А-1 имеет повышенное усилие проталкивания сварочной проволоки на малых скоростях, за счет использования двигателя повышенной мощности, что важно при сварке проволоками большого диаметра, более 1,6 мм. Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. Подробнее: |
Подающий механизм ПДГО-510Т
| Подающий механизм ПДГО-510Т полузакрытого типа. ПДГО-510Т предназначен для работы с выпрямителями типа ВД-506ДК. Внутри подающего механизма установлен 4-х роликовый редукторный привод CWF 5110, электромагнитный клапан, плата управления сварочным циклом, плата обратной связи по напряжению на двигателе подачи сварочной проволоки и газовый тракт. Внутри корпуса подающего механизма установлены регулировочные резисторы для регулировки времени продувки газа до и после сварки, вылета сварочной проволоки. Органы управления сварочным режимом расположены на лицевой панели (резисторы регулировки скорости подачи сварочной проволоки и напряжения на дуге). Подробнее: |
Популярные модели
Компания Lincoln Electric выпускает целую линейку двух- и четырех- роликовых механизмов, подающих сварочную проволоку. Не стоит забывать и про другие торговые марки.
LF-37, 38
Модели LF-37, LF-38 разработаны для использования в условиях высокой влажности и запыленности. Они работают на катушках 300 мм (15кг), а также могут использовать катушки 200 мм (5кг).
В качестве проволоки может применяться сплошная или порошковая. Имеется датчик потока газа, который полезен при работе с длинными кабелями. Все настройки интуитивно понятные, после нажатия кнопки «выбор» видны режимы 2/4 такта, можно регулировать предварительную протяжку до начала работ, предусмотрен горячий и мягкий старт (Hot/Soft) и заварка кратера.
Можно выбрать язык отображения информации на экране. Механизм LF38 имеет набор программ и блок памяти, обеспечивающий запись 10 режимов заданных параметров.
Аппарат имеет малые габариты, большие индикаторы, отображающие параметры в процессе сварки. Имеются соединительные кабели для жидкостного охлаждения. Может работать с проволокой диаметром от 0,6 мм до 1,6 мм. Производитель дает 3 года гарантии.
MSF 57
Одним из лучших устройств подачи проволоки для сварочных работ является MSF 57 фирмы Kemppi.
Устройство MSF 57 имеет четыре ролика. Применяется проволочная кассета диаметром 300 мм. Качество этого механизма подачи находится на высоком уровне. Это, пожалуй, самый надежный и удобный механизм на рынке по откликам пользователей.
Модель MSF 57 мощность 100 Вт питается от 50 В. Сварочная проволока может подаваться в ней со скоростью от 0 до 25 м в минуту.
Механизм может работать с нержавеющей проволокой диаметром от 0,6 мм до 1,6 мм, с порошковой от 0,8 мм до 2,0 мм, с алюминиевой от 1,0 мм до 2,4 мм.
Форсаж МПЦ02
Хорошо себя зарекомендовал механизм подачи проволоки «Форсаж МПЦ02» от российского производителя. Он имеет цифровое управление параметрами, регулирует скорость подачи проволоки в диапазоне 2-20 м/мин.
Устройство имеет сменные ролики, что позволяет быстро перенастраиваться на различные диаметры, работает с катушками до 300 мм. В механизме предусмотрена регулировка времени продувки газа перед сваркой от 0 до 0,5 с, после сварки от 0 до 10 с. Мощность редуктора составляет 120 Вт.
Некоторые умельцы из сварочного инвертора делают полуавтоматы, добавляя отдельный блок подачи проволоки. Но по большей части они представляют собой нерегулируемые подающие механизмы по своим характеристикам значительно уступающие промышленным образцам.
При изготовлении полного аналога какой-нибудь модели стоимость комплектующих будет значительно выше готового аппарата.
Подающий механизм ПДГО-511
| Подающий механизм закрытого типа ПДГО-511 предназначен для полуавтоматической сварки сплошной и порошковой проволокой на постоянном токе в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. Подающий механизм состоит из двух блоков рамной конструкции и стандартной 15-кг кассеты, закрытой кожухом. Подающий механизм ПДГО-511 предназначен для работы в тяжелых условиях труда с выпрямителями типа ВД-306ДК, ВД-506ДК, ВДУ-506С-4 и другими имеющими жесткую или комбинированную характеристику. Внутри нижнего блока подающего механизма установлен 2-х роликовый редукторный привод с прижимным регулировочным устройством, электромагнитный клапан и газовый тракт. В верхнем блоке располагается плата управления сварочным процессом и органы управления процессом. Подробнее: |
Механизмы для подачи проволоки в полуавтомат: принцип работы и основные преимущества
В выполнении сварочных работ очень важно иметь под рукой качественные и надежные механизмы для подачи проволоки. Основными преимуществами является то, что они облегчают работу, поскольку данный функционал обеспечит подачу проволоки к месту назначения сварочных работ.
Для полуавтоматической сварки такой подающий механизм будет выступать ключевым узлом и упростит работу даже профессионального сварщика. В чем преимущества данного механизма, какие на сегодняшний день существуют современные блоки для протягивания сварочной проволоки?
Сварочный полуавтомат
Этот сварочный агрегат представляет собой аппарат с неполным циклом автоматики. Процесс сварки происходит в инертном газе (аргоне), активном (углекислом) или в смеси газов. Принцип сварки заключается в том, что в полуавтомате электрическая дуга, производимая постоянным электрическим током, всегда горит между изделием и сварочной проволокой. Во время работы через горелку газ перекрывает зону сварки, создавая защиту от воздействия воздуха. Такие полуавтоматы хороши в работе с листовым металлом.
Полуавтомат позволяет значительно сокращать время работы, увеличивать качество сварных соединений. Популярная модель сварочного полуавтомата MIG MAG работает совместно с механизмом протягивания сварочной проволоки. Устройство должно находиться в самом сварочном аппарате в его корпусе либо быть выносным и подключаться по необходимости к источнику питания посредством силового кабеля.
Намотанная на бобину проволока должна располагаться в катушке полуавтомата и затем пропускаться через механизм подачи проволоки в специальный канал. К нему прикреплена сварочная горелка, от баллона подача газа идет к горелке по специально прикрепленной трубочке. Можно использовать и порошковую проволоку и в этом случае газовый баллон не понадобится.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ.
Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата.
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Заключение
Многие умельцы, имея чертеж и необходимые материалы, своими руками создают механизм для протяжки проволоки. Такие самодельные устройства не могут сравниться с возможностями современных механизмов отечественного и зарубежного производства, их обычно выбирают те, кто работает на профессиональном уровне.
- Автор: Виталий Данилович Орлов
stanok.guru
Подающий механизм А-547У
| Подающий механизм А-547У предназначен для сварки изделий из стали стальной проволокой в среде защитных газов на постоянном токе. Полуавтомат состоит из подающего механизмаА-547, шкафа управления полуавтоматом и выпрямителя ВС-300Б. Подающий механизм А-547У закрытого типа без платы управления. Схема управления смонтирована в отдельном шкафу. В подающем механизме А-547У установлен 2-х роликовый редукторный привод, кассета для сварочной проволоки, тормозное устройство и электромагнитный клапан, резистор регулировки скорости подачи сварочной проволоки. Подробнее: |
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
- Катушку, на которой устанавливается кассета с исходным материалом.
- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.
При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика. В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя.
Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Универсальная тележка для подающего механизма
| Универсальная тележка для подающий механизмов ПДГ-401, ПДГО-508С, ПДГО-510, ПДГО-510Т, ПДГО-601С. Тележка предназначена для транспортировки подающего механизма в цеховых условиях. Тележка оборудована универсальным размотчиком для размещения бухты сварочной проволоки весом до 50 кг. Подробнее: |
- Подающий механизм ПДГ-312-5
- Подающий механизм ПДГ-322
- Подающий механизм ПДГ-401
- Подающий механизм ПДГ-421
- Подающий механизм ПДГО-510
- Подающий механизм ПДГО-510А
- Подающий механизм ПДГО-510Т
- Подающий механизм ПДГО-511
- Подающий механизм А-547У
- Подающий механизм ПДГО-601
- Подающий механизм ПДГО-602
- Подающий механизм ПДГО-603
- Универсальная тележка для подающего механизма
- Подающий механизм ПДГО-518