Устранение дефектов сварки
Если в ходе контрольных испытаний обнаружен недопустимый для безопасной эксплуатации конструкций брак, то неизбежным процессом является устранение дефектов сварных соединений.
Для ликвидации выявленных недостатков используются следующие методы устранения дефектов сварных швов:
- непровары, сторонние включения, небольшие внутренние трещины подлежат механической вырубке или полной зачистке, после чего проводится повторное сваривание;
- ликвидация крупных и глубоких трещин осуществляется посредством заварки после предварительной их механической зачистки или сверления;
- заварка тонкими слоями или наплавка используется для устранения подрезов и неполных швов;
- наплывы уничтожаются механическим путем с применением абразивного инструмента;
- термической обработкой устраняется перегрев металла.
Это основные способы исправления дефектов сварных соединений, которые используются для ликвидации брака. После исправления конструкции повторно проходят контрольные испытания и только при полном отсутствии изъянов разрешается их дальнейшая эксплуатация.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
Внутренний брак литья
Если же дефект обнаружен при дальнейшей обработке — это внешний брак. По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся
Внешние дефекты литья
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
Трещины — деффект литья
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
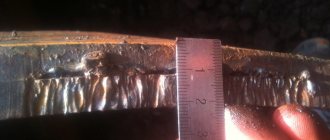
Спаи (холодные спаи, сварные швы, стыковые швы)
В период заполнения формы на поверхности изделия могут образовываться спаи, или их ещё называют другими терминами — холодные спаи, сварные швы, стыковые швы.
Спаи образуются в результате соединения двух (или нескольких) потоков расплава, образующихся при заполнении материалом формы.
Образование спая возможно в результате обтекания материалом вставки, находящейся в форме. Вставка разделяет поток расплава на два потока. После вставки два раздельных потока соединяются. В месте соединения потоков расплав сплавляется под действием давления литья и образуется монолит — спаи (стыковой шов). Часто подобный эффект получается при производстве технических деталей при литье под давлением полиамида.
В месте соединении потоков (в спае) скапливается воздух и влага, которые содержатся в расплаве. Приток новых порций расплава отодвигает образовавшийся спай (стыковой шов) к поверхности изделия. Спай касается холодной стенки формы и на поверхности изделия остается тонкая слабо видимая риска.
Спаи довольно сложно устранить. Технологические рекомендации по устранению спаев заключаются в том, чтобы добиться улучшения сваривания двух потоков расплава и уменьшить содержание влаги и посторонних загрязнений в расплаве.
Для улучшения сваривания температуру материала Тл
и температуру формы
Тф
следует увеличивать, давление литья
Рл
повышать, скорость впрыска Q увеличивать. Заполнение формы необходимо проводить на первом режиме течения.
Для снижения влаги материал нужно тщательно сушить перед переработкой.
Важную роль в устранении спаев играет тщательная проработка расположения литников и вставок на стадии проектирования изделия.
Спай можно устранить декорированном поверхности изделия, если спай не удалось устранить при проектировании изделия. В месте возможного образования спая делают так называемую «шагреневую кожу». Для чего в форме делают определенные рифления.
Устранению спая способствует увеличение размеров поперечного сечения впусков.
Пригар
Другим видом брака является пригар. Отличительные признаки. Поверхность отливки бывает покрыта ошлакованной, оплавленной формовочной землей (химический пригар) и неошлакованной облицовочной землей с металлом, прониквшим в ее поры (механический пригар).
Причины образования. Низкая огнеупорность формовочной смеси создает условия для химического пригорания ее к отливке с образованием легкоплавких соединений с окислами железа, марганца и др. Легкоплавкие соединения проникают в глубь формовочной земли вследствие капиллярности. Такой пригар лишь с трудом удаляется пневмоническими зубилами и наждачными камнями.
Основными причинами механического пригара являются большая пористость облицовочной земли, вследствие которой в землю проникает жидкий металл, высокая температура металла при заливке формы и давление металла (напор) при заливке высоких отливок.
Окисление и насыщение водородом
В результате непрерывного окисления алюминиевого расплава и насыщения его водородом в алюминиевой отливке возникают следующие дефекты, которые являются причинами брака готовых отливок:
- поры;
- насыщение воздухом;
- включения;
- нарушение герметичности;
- поверхностные дефекты;
- низкая прочность;
- низкая пластичность.
Для предотвращения или ослабления влияния окисления и насыщения водородом принимают следующие меры:
- обработку металла в печи и его дегазацию;
- жесткий контроль температур плавления и литья;
- фильтрование расплава.
При переходе алюминия из жидкого в твердое состояние растворенный в нем водород выделяется и во взаимодействии с оксидами создает проблемы с пористостью в готовых отливках.
Главной задачей при обеспечении высокого качества алюминиевого расплава является поддержание скорости окисления расплава в определенных рамках. Для этого предпринимаются следующие действия:
- высокое качество исходных чушек;
- современное литейное оборудование и технологии литья;
- контроль загрузки шихты (сухая шихта, быстрое расплавление);
- контроль температуры при плавлении и литье;
- очистка расплава и контроль качества расплава;
- меры безопасности при обработке и транспортировке расплава и его разливке.
Трещины
Трещины бывают сквозные или несквозные, так называемые надрывы на поверхности отливок.
Отличительные признаки. Горячие трещины от внутренних напряжений образуются в то время, когда металл еще не остыл, за счет его повышенной усадки. Холодные трещины представляют собой разрыв металла в конце остывания за счет проявления внутренних напряжений, обусловленных усадкой. У горячих трещин, проявляющихся при высоких температурах, поверхность излома всегда бывает окислена, а у холодных — чистая поверхность или иногда покрыта легкими цветами побежалости.
Причины образования. Причинами образования трещин могут служить:
1. Неправильная конструкция самой отливки (резкие переходы в толщине, отсутствие галтелей или несоответствующий радиус их округлений).
2. Механическое сопротивление со стороны формы, стержней и каркасов, препятствующих свободной усадке.
3. Неправильная литниковая система (местный перегрев отливки).
4. Неправильные размеры и расположение холодильников, прибылей и выпоров.
5. Чрезмерно высокая температура заливки и вредные примеси в металле.
Иногда бывает достаточно даже легкого удара во время выбивки из опок, при обрубки или при небрежном обращении во время транспортировки, чтобы отливка дала трещину.
Меры предупреждения. Для устранения возможности возникновения трещин необходимо сводить к минимуму внутренние напряжение в отливке. Для этого нужно применять следующие меры.
1. Конструировать отливки так, чтобы они допускали по возможности свободную усадку по всем направлениям.
2. Стремиться заливать металл в сырую форму — более податливую, чем сухая.
3. Разница в толщинах сопрягающихся стенок должна быть минимальной.
Сложную отливку лучше составлять из нескольких частей, соединяемых затем в одно целое.
4. Радиус галтелей рекомендуется делать от 1/6 до 1/3 толщины соединяемых сечений. Размер радиусов галтелей следует выбирать равным 1; 2; 3; 5; 8; 10; 15; 20; 25; 30 и 40 мм.
5. В случае неизбежности неравномерного сечения в отливке ее следует конструировать так, чтобы массивные и тонкие части могли сокращаться при усадке, не мешая друг другу (например, следует применять пружинящие изогнутые спицы маховиков и зубчатых колес вместо прямых). Подводом металла в тонкие или в кварцевые части отливки можно выровнять скорость охлаждения их более массивных и центральных частей.
6. Применять металлические холодильники и холодильные формовочные смеси с повышенной теплопроводностью (хромистый железняк), способствующие предупреждению пороков усадочного характера. Смесью из хромистого железняка обкладывают те части формы (внутренние углы, стенки массивных частей), остывание которых нужно ускорить. Холодильная формовочная смесь удобнее металлических холодильников, так как ей легко придать любую форму при обкладывании моделей самой сложной конфигурации.
Меняя толщину слоя смеси, можно регулировать скорость остывания различных частей отливки как с наружной, так и с внутренней стороны.
7. Для борьбы с горячими трещинами от растягивающих усилий при усадки между смежными частями (например, фланцы, трубы, корпуса, краны паровой арматуры и т.п.) применять специальную высокоподатливую формовочную массу, а литниковую систему делать так, чтобы струя горячего металла не давала чрезмерных местных перегревов формы.
Раковины
Виды раковин. Наиболее частым видом литейного брака являются всевозможные раковины. Они выявляются большей частью только в процессе механической обработки отливок.
Раковины бывают газовые, усадочные (рыхлость и пористость), песочные и шлаковые.
Раковины газовые. Газовые раковины — это сферические или округленные пустоты с гладкой блестящей (у закрытых) или окисленной (у открытых) поверхностью, расположенные снаружи отливки или внутри ее.
Газовые раковины, образовавшиеся за счет плохого качества металла, чаще всего имеют малые размеры и разбросаны по всей массе отливки. Газовые раковины, образовавшиеся за счет дефектов форм и неправильной технологии заливки, концентрируются чаще всего на отдельных определенных участках формы и находятся на небольшой глубине от поверхности или стержня.
Причины образования газовых раковин следующие:
1. Выделение газов из металла вследствие уменьшения растворимости их в металле при его кристаллизации. Пузырьки газа стремятся всплыть на поверхность, часть их не успевает уйти за пределы отливки и остается в ней в виде газовых раковин.
2. Конструкция формы с такими поверхностями, которые затрудняют удаление скопившихся газов. Это вызывает образование раковин на поверхности отливки.
3. Плохая газопроницаемость формовочной смеси, в частности для стержней, при большом газообразовании.
4. Неудачный состав переплавляемой шихты, загрязненной ржавчиной, серой, водородом, исходным металлом, уже насыщенным газом, замасленной стружкой, а также присутствие в шихте влаги и чрезмерное содержание серы в коксе, нефти (в мазуте) и в сланцевом масле, если оно служит топливом.
5. Неправильное ведение плавки, вызывающее насыщение металла газом в процессе плавки, если металл плохо раскислен.
6. Слишком большая скорость заливки форм. Когда скорость заполнения формы металлом больше скорости отвода из нее газов, оставшиеся газы вызывают в отливках образование газовых раковин. Чем меньше скорость заливки, тем больше остается времени для удаления газов и воздуха через поры и вентиляционные каналы формы. При этом отпадает опасность прохождения газов через жидкий металл.
7. Неудачные способ заполнения формы — заливка прерывающейся струей. При быстрой заливке металла в форму сверху образуются брызги; они окисляются и при отливке чугуна и стали могут вызвать появление раковин за счет выделения окиси углерода при восстановлении окислов железа углеродом. Алюминиевая бронза и алюминиевые сплавы при заливке форм сверху вспениваются. Это также вызывает в отливке газовые раковины.
8. Недостаточное сечение или неправильное расположение выпора.
9. Насыщение чугуна в вагранке газами при избыточном количестве влаги в воздухе, подаваемом в вагранку.
10. Недостаточно горячий металл может содержать газовые пузыри, не успевающие выделиться при охлаждении металла.
11. Разливка металла в плохо высушенный и недостаточно нагретый ковш. Носок ковша должен быть особенно хорошо высушен перед разливкой.
12. Излишняя влажность формовочной смеси в отдельных местах, если форму приходится исправлять после выемки модели.
13. Чрезмерное уплотнение земли и заглаживание формы, уменьшающей газопроницаемость.
14. Ржавая поверхность холодильников и кокилей, которая при соприкосновении с жидким чугуном реагирует с углеродом металла, образуя окись углерода (СО).
15. Неправильная конструкция литниковой системы, при которой возможно засасывание воздуха или неспокойное поступление металла в форму, врыв струи, образование вихрей и неправильное вентилирование газов из стержней (направление вниз или навстречу поступающему в форму жидкому металлу).
16. Заливка струей с большой высоты, когда происходит засасывание воздуха, вспенивание и разбрызгивание металла (с образованием «корольков»).
17. Газы, выделяющиеся вследствие химической реакции в самом металле. Сернистый газ (SO2) обычно вступает в реакцию с медью, образуя закись меди (Cu 2O) и сернистую медь(Cu 2S):SO 2 + 6Cu Cu 2S + 2Cu 2O.
Реакция эта, однако, может идти в обоих направлениях в зависимости от концентрации участвующих веществ. От взаимодействия сернистой меди с закисью меди может выделяться сернистый газ, нерастворимый в металле и дающий крупные пузыри. Такие случаи нередко имеют место в заводской практике и особенно опасны при разливки красной меди.
Мелкие газовые пузырьки могут получиться на поверхности отливки из бронзы с примесью свинца. Эта газовая пористость происходит при окрашивании формы краской, содержащей графит. Окислы свинца в бронзе восстанавливаются графитом с выделением окиси углерода на поверхности отливки, соприкасающейся с графитовой краской.
При замене графита тальком (3MgO * 4SiO sub>2 * H sub>2O) источником газовой пористости может явиться кристаллизационная вода, выделение которой при температуре бронзы, залитой в форму, вызывает повышенную пористость на поверхности отливки. Предварительное прокаливание талька до 1000o обеспечивает удаление кристаллизационной воды. Тогда газовой пористости на поверхности отливки не получится. Растворенный в никеле кислород, действуя на углерод и серу, образует с ними СО и SO2, вызывающие газовые раковины.
18. Газы, образующиеся от избытка смазки металлической формы при заливке в нее жидкого металла.
19. Газы, выделяющиеся из трещин на изношенных металлических формах (адсорбированные газы в трещинах изложниц).
20. Поглощение сернистого газа, образующегося при горении кокса, содержащего серу, при плавке в вагранку бронзы (что иногда практикуется в литейных).
Бронзой поглощаются и другие газы, всегда присутствующие в атмосфере вагранки (азот, кислород, углекислый газ, водяные пары, окись углерода, водород, углеводороды, летучая сера, сероводород и др.)
21. Выделение водорода и окиси углерода сплавами, содержащими магний, цинк, алюминий, кремний, при действии водяного пара и углекислого газа, например:
Mg + H2O = MgO + H2;
Zn + H2O = ZnO + H2;
2Al + 3CO2 = Al2O3 + 3CO;
Si + 2CO2 = SiO2 + 2СО,
22. Плохо обожженный древесный уголь, вследствие дополнительной перегонки выделяющей на поверхности расплавленного металла углеводороды и водород. Водород может при этом поглощаться хорошо раскисленным сплавом, например, алюминиевой бронзой, кремнистой латунью, и отливка окажется пузыристой.
23. Насыщенный газами исходный металл для переплавки. В процессе переплавки в вагранке такого насыщенного газами металла газы передаются литью как бы по наследству.
Раковине усадочные (рыхлость и пористость). Усадочные раковины имеют вид углублений и пустот неправильной формы, образующихся в тех метах отливки, где металл затвердевает в последнюю очередь. Иногда вместо концентрированных усадочных раковин наблюдается местная рыхлость и пористость, вследствие которых отливки не выдерживают давления при гидравлическом испытании и бракуются.
Основной причиной образования усадочных раковин является уменьшение объема металла при затвердевании и дальнейшем охлаждении. Размер усадочных раковин зависит от степени (величины) усадки и от температуры заливки металла в форму (высокая температура заливки устанавливает объем усадочных раковин), а также от конструкции и размеров отливки и от скорости заполнения формы.
Меры предупреждения. В тех частях отливок, где следует ожидать образования раковин, в формах устраивают соответствующие прибыли, из которых в период усадки отливка питается жидким металлом. Металл в прибыли должен затвердевать в последнюю очередь. Для устранения пористости применяют холодильники, ускоряющие затвердевание металла в соответствующих зонах.
Усадочные раковины и рыхлость можно устранять изменением конструкции формы, уменьшая скопления металла в отдельных ее частях.
Способы исправления литейного брака
Для исправления поверхностных дефектов применяется механическая обработка — токарная, фрезерная или зачистка.
Фрезерная обработка брака литья
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.
Ультразвуковой неразрушающий метод контроля
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Классификация деффектов отливок из чугуна и стали
“Классификация дефектов отливок из чугуна и стали”
По ГОСТ 15467-79 дефектом называют каждое отдельное несоответствие продукции установленным требованиям. Изделие, имеющее хотя бы один дефект, называют дефектным. Это означает, что как минимум один из показателей качества отливки превысил предельно допустимое значение.
Изготовленные любым способом отливки контролируют по качеству, контроль осуществляют работники литейного цеха, ОТК и в отдельных случаях представители Госприемки.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
• годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
• условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
• исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
• неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
Дефекты подразделяются по разным признакам. Например, зависимости от предрасположенности дефектов к обнаружению они могут быть явными и скрытыми.
Явным является дефект , обнаруживаемый при внешнем осмотре (визуальном контроле), или дефект, для выявления которого в нормативной документации предусмотрены соответствующие инструментальные средства и методики. Несмотря на невозможность визуального обнаружения, такой дефект является явным, так как при использовании предписанной методики дефектоскопии он будет безусловно обнаружен.
Скрытый дефект – это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию.
Согласно ГОСТ 19200 – 80 дефекты отливок из чугуна и стали подразделяют на пять основных групп (50разновидностей). Необходимо отметить, что принятая терминология широко используется также для отливок из сплавов на основе алюминия, магния, титана и других и поэтому может рассматриваться как универсальная.
1. Несоответствие по геометрии (14 видов):
Перекос Стержневой перекос Разностенность Стержневой залив Коробление Незалив Зарез Вылом
Излишний вес изделий
В случае, если изделие имеет все удовлетворительные показатели (внешний вид, механические свойства и пр.), но есть стремление уменьшить вес изделий для экономии сырья, это можно достигнуть регулированием технологических параметров литья, которые влияют на подпитку материалом формы во время выдержки под давлением.
Для уменьшения веса изделий следует сократить давление формования Рф,
если применяют режим формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
Если на машине нет режима со сбросом давления, уменьшают давление литья Рл
. Сокращают время выдержки под давлением, уменьшают ход шнека
Н
и увеличивают на 5-7 0С температуру материала
Тл.
Необходимо учитывать, что каждый из перечисленных параметров независимо от других приводит к уменьшению веса изделий. Поэтому одновременное изменение всех параметров для понижения веса может привести к недоливам.
Приведенные параметры перечислены в последовательности их уменьшения влияния на изменение веса изделий. Для достижения желаемого результата следует последовательно изменять каждый технологический параметр в отдельности. При этом внимательно контролировать соответствие показателей качества изделия предъявляемым требованиям.
Какие дефекты возникают при сварочных работах
В зависимости от причин возникновения, размеров, форм и места размещения на шве различают разные виды дефектов. Чтобы понять какие способы устранения дефектов сварных соединений будут наилучшими, вначале нужно определить их вид и почему они возникли.
Согласно классификации по ГОСТу 30242-97 выделяют следующие группы дефектов:
- трещины в сварочных швах, которые могут быть поперечными, продольными, радиальными и другими;
- нарушение формы шва за счет образования натеков, подрезов, прожогов, выпуклостей, смещений и других изъянов;
- наличие в месте сварки пор, полостей, свищей, кратеров. Они могут скопляться на одном участке или же распределяться по всему шву равномерно;
- непроваренные участки и несплавленные кромки;
- наличие твердых (оксидных, металлических, шлаковых) вкраплений и включений в сварном шве.
По месту расположения дефекты разделяются на внутренние, наружные и сквозные. Конкретное цифровое обозначение классификатором установлено на все образующиеся дефекты сварных соединений и способы их устранения выбираются в соответствии проставленных в местах их присутствия номеров.
Три виновника дефектов анодированных профилей
В изготовлении анодированных алюминиевых профилей принимают участие три производителя :
- литейщик, который изготавливает исходные экструзионные слитки;
- прессовщик, который изготавливает из этих слитков прессованные алюминиевые профили;
- анодировщик, который формирует на этих профилях анодное покрытие.
Когда на готовых анодированных профилях обнаруживают дефекты, то часто возникают споры между этими тремя производителями в том, кто виноват в возникновении конкретного дефекта. Вопрос решается легче, если все трое исполнителей входят в одну компанию. Если же они принадлежат разным компаниям, то часто возникают серьезные разногласия о причинах возникновения дефектов.
Из-за особенностей формирования анодного покрытия для изготовления высококачественных анодированных профилей необходимо тесное и конструктивное сотрудничество все трех производителей:
Производитель слитков (литейщик) должен обеспечивать однородность химического состава слитков и однородность литой структуры. Все это достигается правильной технологией литья слитков и их гомогенизации.
Изготовитель профилей (прессовщик) должен обеспечивать однородную прессованную структуру профилей по их сечению и длине, правильную технологию термической технологии (охлаждение на прессе и старение), аккуратное перемещение профилей по линии пресса и их бережное транспортирование до линии анодирования.
Анодировщик отвечает за качество хранения и производственных перемещений профилей, предназначенных для анодирования, качество механической и химической подготовки поверхности, самого процесса анодирования и наполнения пор, а также, при необходимости, окрашивания анодного покрытия алюминиевых профилей.
В большинстве случаев дефекты анодированной поверхности нельзя обнаружить пока изделие не выйдет из линии анодирования. К этому моменту уже потрачено много времени, усилий и средств на изготовление этого дефектного изделия.
Дефекты отливок
Дефекты отливок условно разделяют на поверхностные, внутренние, отклонения размеров и конфигурации, несоответствия по химическому составу, структуре и механическим свойствам металла.
Внутренние дефекты отливок
К внутренним дефектам отливок относятся следующие:
- засоры (открытые или закрытые полости в теле отливки, заполненные материалом оболочковой формы) – обычно образуются из-за попадания песчинок в форму при формовке в сыпучий наполнитель, а также смывания расплавом «заусенцев» на форме, образующихся между моделью и литниковой системой при небрежной пайке;
- усадочные раковины и пористость – возникают из-за недостаточного питания отливки при затвердевании, при чрезмерно высокой температуре расплава и формы, из-за нарушений химического состава расплава;
- газовые раковины – образуются как следствие недостаточной газопроницаемости оболочковой формы и образования «воздушных мешков» при неправильной конструкции литниково-питающей системы;
- горячие трещины – являются результатом нетехнологичности конструкции отливки (сочетание тонких и массивных стенок, наличие острых углов, недостаточных размеров галтелей и переходов и т.д.), а также высокой температуры заливки и недостаточной податливости формы.
Отклонения размеров и конфигурации отливки от заданных могут быть вызваны разными причинами. Главными из них являются нестабильность усадки модельного состава и деформация оболочковой формы в процессе прокаливания, а также нестабильность усадки металла отливки. На точность размеров и конфигурации отливки влияют также режимы сушки и прокаливания оболочковой формы.
На нестабильность усадки пастообразных модельных составов в большой степени влияет, например, воздух, содержащийся в них. Воздух уменьшает объемную усадку модели, но вследствие непостоянства его содержания в разных моделях в партии вызывает существенную нестабильность размеров моделей при усадке.
На деформацию оболочковой формы наибольшее влияние оказывают полиморфные превращения ее материала при нагреве и вызванные ими изменения размеров рабочей полости. Поэтому перспективными для получения точных форм и соответственно отливок являются материалы, не имеющие полиморфных превращений при нагреве и охлаждении и обладающие малым ТКЛР (плавленый кварц, высокоглиноземистый шамот и т.д.).
Несоответствие механических свойств отливки заданным обычно вызывается несоответствием химического состава и структуры требуемым, а также наличием усадочных дефектов (раковин и пористости) в отливке, повышенным содержанием газов в металле.
Кроме использования известных металлургических средств для устранения этих дефектов внимание следует обращать также на технологичность конструкции отливки, конструкцию литниково-питающей системы, которая должна обеспечить питание усадки отливки, и на взаимное расположение отливок в блоке и отливок относительно элементов литниково-питающей системы. При неправильном расположении отдельные части отливок, расположенные близко одна к другой, могут создавать тепловой узел, приводящий к замедленному затвердеванию этих частей и образованию в них дефектов. При неправильном расположении отдельные части отливок, расположенные близко одна к другой, могут создавать тепловой узел, приводящий к замедленному затвердеванию этих частей и образованию в них дефектов
При неправильном расположении отдельные части отливок, расположенные близко одна к другой, могут создавать тепловой узел, приводящий к замедленному затвердеванию этих частей и образованию в них дефектов.
- ← Раздел 2.5
- Раздел 3.1 →
Колебание веса изделий
Колебание веса изделий — разница веса отливок, получаемых от цикла к циклу на одной и той же форме.
Причинами колебания веса могут быть следующие факторы: выбор машины сделан неверно, машина неправильно отрегулирована, неисправности в рабочих узлах машины.
Машина может быть выбрана неправильно по объему отливки. Если объем отливки составляет менее 30% от номинального объема впрыска, погрешность
на точность хода шнека, которая есть на машине, может влиять на отклонения веса изделий.
Машина может быть выбрана неправильно по усилию запирания формы. Если усилие запирания недостаточно, то в различных циклах форма может по-разному увеличивать свой объем. Это является причиной колебания веса изделий.
Такой же эффект возникает, если усилие запирания отрегулировано неправильно — на меньшую величину по сравнению с паспортной характеристикой.
Колебание веса изделий может происходить в результате неисправностей клапана давления в гидросистеме литьевой машины. Если масло засорено или в масле есть вода то может происходить ржавление и заедание клапана. Давление литья Рл
от цикла к циклу может колебаться и в соответствии с этим будет колебаться вес изделия.
Пластические дефекты металлических изделий
При отбраковке заготовок достаточно часто приходится сталкиваться с включениями инородных металлических или неметаллических тел, причем последние бывают различной величины, формы.
Надрыв представляет собой местные несквозные разрывы, находящиеся поперек или под углом к направлению обработки материла. Такие дефекты образуются из-за раскрытия внутренних несплошностей материала, а также несоблюдения норм, установленных для процесса обработки.
Сквозной разрыв отличается от предыдущего вида тем, что на металлическом изделии наблюдаются сквозные несплошности. Они образовываются при деформации плоской заготовки, имеющей неравномерную толщину, либо причиной появления сквозного разрыва могут стать вкатанные инородные тела.
Накол выглядит как несквозные единичные или групповые точечные углубления. Они появляются при использовании загрязненных смазочно-охлаждающих жидкостей, попадании на заготовку мелких металлических и инородных элементов. Еще одной причиной для образования накола могут стать выступы и налипшие частицы на валках.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Вмятинами называют отдельные единичные углубления различных размеров, форм, имеющие пологие края. Вмятины появляются из-за повреждения металла в процессе производства, перевозки, хранения.
Забоина представляет собой углубление неправильной формы. Обычно такой дефект имеет острые края, поскольку появляется при ударе металлического изделия.
Отпечаток – периодически повторяющиеся углубления, выступы, расположенные по всему металлическому изделию или на некоторых его участках. Отпечатки появляются под действием неровностей на прокатных и правильных валках.
Задир выглядит как широкое продольное углубление с неровным дном и краями. Причина его появления состоит в резком трении заготовки о детали оборудования, при помощи которого осуществляется обработка.
Риска – это продольное узкое углубление, дно которого может быть закругленным либо плоским. Образуется при царапании заготовки металлического изделия выступами на поверхности оборудования.
Царапина представляет собой углубление неправильной формы, имеющее произвольное направление. Появляется из-за механических повреждений, например, во время складирования, перевозки металлических изделий.
Потертостью называют нарушение блеска на отдельно взятом участке металлического изделия, а также скопление мелких разнонаправленных царапин. Такие дефекты появляются из-за трения металлических изделий между собой.
Налип появляется в результате прилипания к металлическому изделию частиц или слоя металла с инструмента.
Закат образуется за счет вдавливания в изделие частиц обрабатываемого металла, заусенцев, выступов и других дефектов, появившихся в процессе обработки.
Пережог проявляется в виде темных, оплавленных или окисленных пятен на металлическом изделии, которые образуются, если была превышена температура, время нагрева материала.
Дефекты литья стали
Виды дефектов отливок
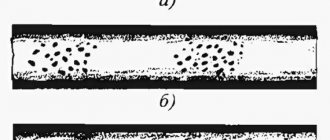
Отливкам, как и слиткам, присущи свои дефекты (рис. 48). Кроме того, на практике встречаются другие пороки: приливы или местные утолщения отливок (залив, подутость, нарост, обвал, подрыв, обжим, задир; см. рис. 48); искажение формы и размеров (недолив, коробление, разностенность, перекос, вылом); несоответствие состава, структуры и свойств сплавов.
Рис. 48. Виды дефектов в отливках: а — ужимина; б — утяжина н закрытая усадочная раковина; в —королек; г — термическая трещина; 0 —обжим формы; е — задир
Основными являются поверхностные и внутренние дефекты.
К поверхностным дефектам относят:
пригар, когда поверхность отливки полностью или частично покрыта слоем формовочного материала, пропитанного металлом и его оксидами. Причиной этому могут служить высокая температура заливки, большая продолжительность заливки, недостаточная раскисленность металла, слабое или, наоборот, слишком сильное уплотнение формовочной смеси, низкая теплопроводность смеси или ее малая газопроницаемость, неудовлетворительное качество очистки отливок.
Ужимина — небольшое утолщение на поверхности отливки, содержащее промежуточный слой формовочного материала. Причина ее образования — слишком медленная заливка формы, неудовлетворительные свойства формовочной смеси (низкая прочность, высокие термические напряжения), наличие в отливках больших плоских поверхностей, технологические нарушения при заливке металла (неравномерная подача металла, перерывы струи), повышенная газотворность смеси, длительное выстаивание сухих или подсушенных форм перед заливкой, отслаивание формовочной краски при заливке или сушке, большое давление газов в толще формы.
Спай — немонолитное слияние потоков металла, имеющее вид шва с округленными кромками, уходящее в глубь отливки. Причина его образования — непровари-вание металла в месте слияния двух потоков, низкая температура заливки, медленное заполнение формы, низкая жидкотекучесть металла (высоколегированная сталь, сплав), заливка тонкой или прерывистой струей и т. д.
Горячая трещина — хорошо заметный разрыв стенок отливки, проходящий по границам зерен металла, с неровной черной поверхностью излома и со следами ден-дритов. Она образуется при наличии значительных перепадов температур в стенках и отдельных частях отливки в период затвердевания и дальнейшего охлаждения, при механическом торможении усадки элементами литниковой системы, при повышенной температуре заливки, неравномерном подводе металла к отливке, недостаточном питании массивных узлов отливки, при повышенном содержании примесей, увеличивающих хрупкость металла (например, серы).
Холодная трещина — слабо заметный разрыв стенок отливки со светлой зернистой поверхностью излома или цветом побежалости. Причины ее образования в основном те же, что и при горячей трещине, только их влияние проявляется при более низких температурах.
Плохой съем изделий
Плохой съем изделий из формы связан с повышенным прилипанием материала к внутренним стенкам полости формы.
Плохой съем может возникнуть как при литье под давлением полиамида, так и других материалов. Он приводит к деформированию, образованию сколов, растрескиванию изделий при их съеме из формы, а также возникновению коробления изделий.
Причинами плохого съема могут быть следующие факторы: литьевая форма неправильно сконструирована, наличие неровностей и поднутрений на форме, разница в температурах половинок формы.
Для устранения прилипания исправляют форму.
Эффективным способом улучшения съема изделий из формы является применение модифицирующих добавок, которые добавляют к основному материалу. Добавки создают адгезивный слой между полимером и внутренней поверхностью полости формы.
Облегчению съема изделий из формы способствует изменение технологических параметров литья. Технологические параметры литья корректируют таким образом, чтобы уменьшить прилипание материала к металлу формы и снизить затекание материала в различного рода неровности и шероховатости, которые имеются на поверхности формы.
Для этого понижают температуру материала Тл
и температуру формы
Тф,
снижают давление литья
Рл
и время выдержки под давлением
tвпд.
Уменьшают продолжительность охлаждения
tохл
.